Forum sponsored by:

Getting accuracy with my newly added DRO.
Those YouTube posts all seem to miss out a vital step.
| andrew lyner | 21/08/2021 12:54:53 |
| 274 forum posts 5 photos | So I fitted my new DRO scales and I thought I'd better buy an edge finder and totally eliminate any more accuracy problems. (Har har - not really) Working to an edge is shown on many posts and they all seem to assume that a 10mm milling cutter is actually 10mm wide. Mine are not like that; there's always a significant shortfall for beastly all sizes that I own. e.g. my nominal 10mm cutter measures at around 9.8mm. My calliper is not suspect because the 10mm edge finder measures as 10.00mm and there are other things to corroborate it so it's not the weak link in my chain, afaics. What do you chaps all do about this? A slot with my 10mm cutter is pretty much the same size as my measurements of the shaft and across the flutes. It seems to me that I need a calibration note for all of my cutters ??? |
| JasonB | 21/08/2021 13:09:40 |
 25215 forum posts 3105 photos 1 articles | Not really had the problem myself, I just allow half the cutters nominal diameter for most things, Or if cutting to say a set length I take a cut, zero X or Y, take a measurement of the OA and then just use the DRO to take off how much the measurement was over. What cutters are you using? |
| not done it yet | 21/08/2021 14:10:42 |
| 7517 forum posts 20 photos | Are you cutting a 10.00mm slot with a 10.0mm slot drill? I don’t do that - our hobby machines are not as rigid as huge commercial ones. I would use a smaller slot mill/drill to rough out the slot, measure it, and then make a finish cut on each side of the slot to bring the slot to width. The edge finder/dro reliably sorts out the centre line and the dro sorts out the small corrections for the finish cuts. This would only be for a precision job; my jobs are rarely dependent on that sort of precision - a part is usually sized to fit in the hole that was made for it.🙂 I suppose that means that I, for one, do not assume anything such as cutting a 10.00mm slot with a 10.0mm slot dril/mill. I only fairly recently acquired a set of slip gauges, which makes assessment/measurement of slot widths just that much more easy and accurate. Edited By not done it yet on 21/08/2021 14:11:10 |
| Ady1 | 21/08/2021 14:21:28 |
 6137 forum posts 893 photos | They make screwcutting a doddle |
| JasonB | 21/08/2021 16:48:21 |
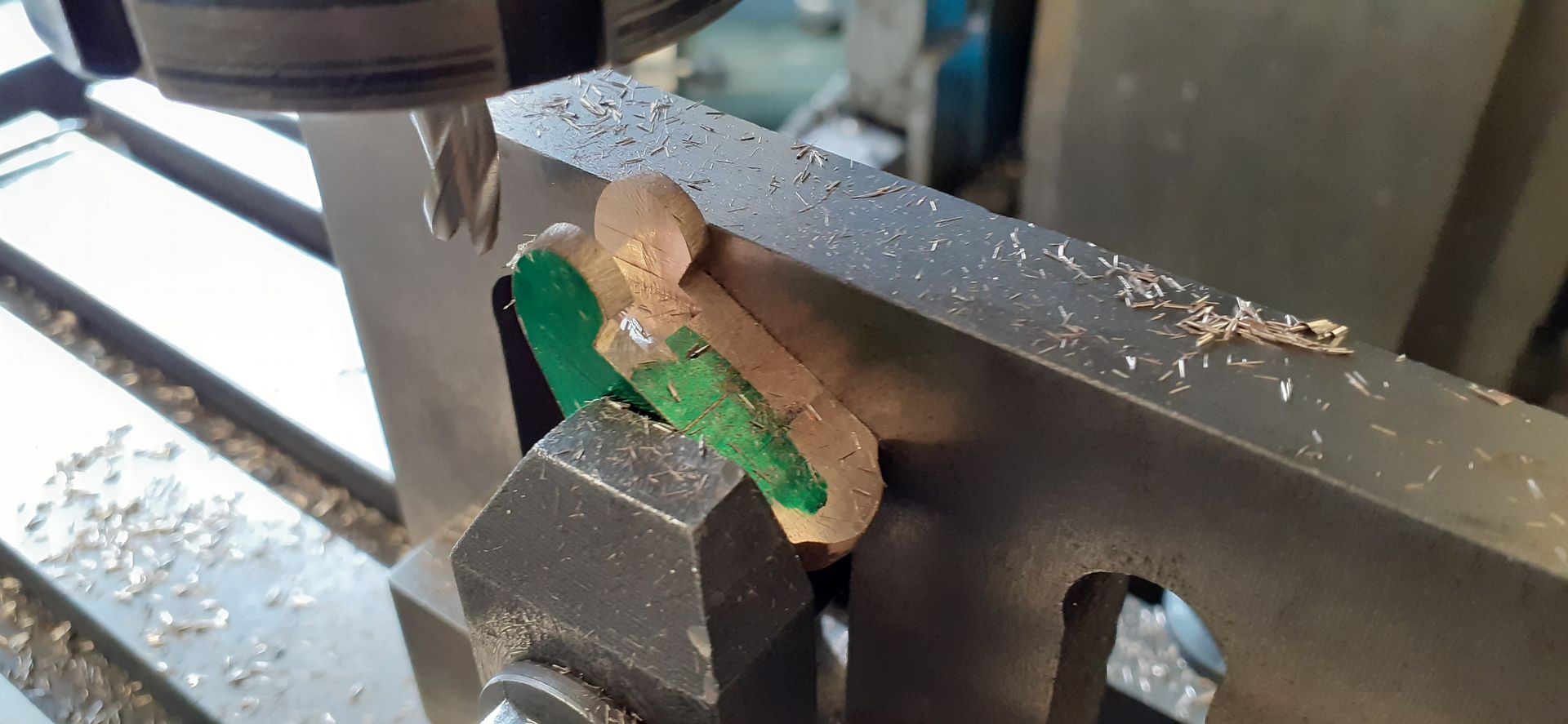
25215 forum posts 3105 photos 1 articles | After reading your post at lunch time I took a couple of extra photos of the parts I was working on this afternoon. It's a conrod but has a hinged big end with single bolt rather than the usual two. So for the "hinge" a slot 0.250" is required in the cap and the rod end needs reducing each side to leave a matching male part. I tend to set up most work by touching one side with the edge finder and zeroing theDRO, then touch the other and press the "half" function which gives me the ctr line and that is what I did here. As I'm making both parts I simply used a 3-flute 0.250" cutter to form the slot cutting in one direction, lowering the cutter and then back the opposite way which until required depth was reached.
The rod was then clamped to teh same angle plate and the existing ctr line used to cut in from each side until the DRO read 0.260" that left me approx 20 thou oversize. Checked thickness with digital callipers and it was 0.270 - 0.2705" so took a cut down each side at a DRO reading of 0.250 and trie dthe cap for size. It went on part way but got tight so took a cut each side at 0.2498" and almost on. final cut each side at 0.2496 and fit was good being self supporting but not excessively tight
So I had to offset by 0.0004" or 0.01mm on radius which is 10 times better than the 0.1mm that your 0.2mm under diameter cutter is giving. Allowing for the fact I'm using "standard" quality ER collets and an imported ER chuck in an imported machine there is likely to be some spindle run out too so cutter may only be off by half that or less. I would not have taken this last dimension as the "fit" was what mattered to me but looks like things were about right.
From that I would say my cutter is maybe 10-20microns under diameter and the slot cut on size as even with a 3-flute cutter you can get a slightly oversize cut. A lot of the time I'll just use the DRO to the reading eg 0.250" and that's good enough for a lot of parts, just take a bit more care where it's needed like this hinge that I wanted to have minimal plat Edited By JasonB on 21/08/2021 16:54:55 |
| andrew lyner | 22/08/2021 14:45:49 |
| 274 forum posts 5 photos | Posted by JasonB on 21/08/2021 16:48:21:
I tend to set up most work by touching one side with the edge finder and zeroing theDRO, then touch the other and press the "half" function which gives me the ctr line and that is what I did here. As I'm making both parts I simply used a 3-flute 0.250" cutter to form the slot cutting in one direction, lowering the cutter and then back the opposite way which until required depth was reached. Ok - makes sense until you say required depth was reached. I can see how the slot will be symmetrical about the mid line but the only info that the DRO has is the position of the centre of the cutter. If the edge of the cutter is not 0.125" then how do you know the slot is the right width? Or do you just measure it with a calliper? The DRO has usefully found the centre line but more information is actually needed for the slot width to be what's required, I think. You have corrected for the cutter width. If this were computer controlled, then the result would not be right. (I know nothing of automated systems yet) Edited By andrew lyner on 22/08/2021 14:49:30 |
| not done it yet | 22/08/2021 15:18:03 |
| 7517 forum posts 20 photos | …. The DRO has usefully found the centre line but more information is actually needed for the slot width to be what's required, I think. …. Second and third para of my post? If width is OK (whatever it comes out as), no problem. If the width is imprtant, just do as per my send and third paras!
Edited By not done it yet on 22/08/2021 15:18:39 |
| JasonB | 22/08/2021 16:24:15 |
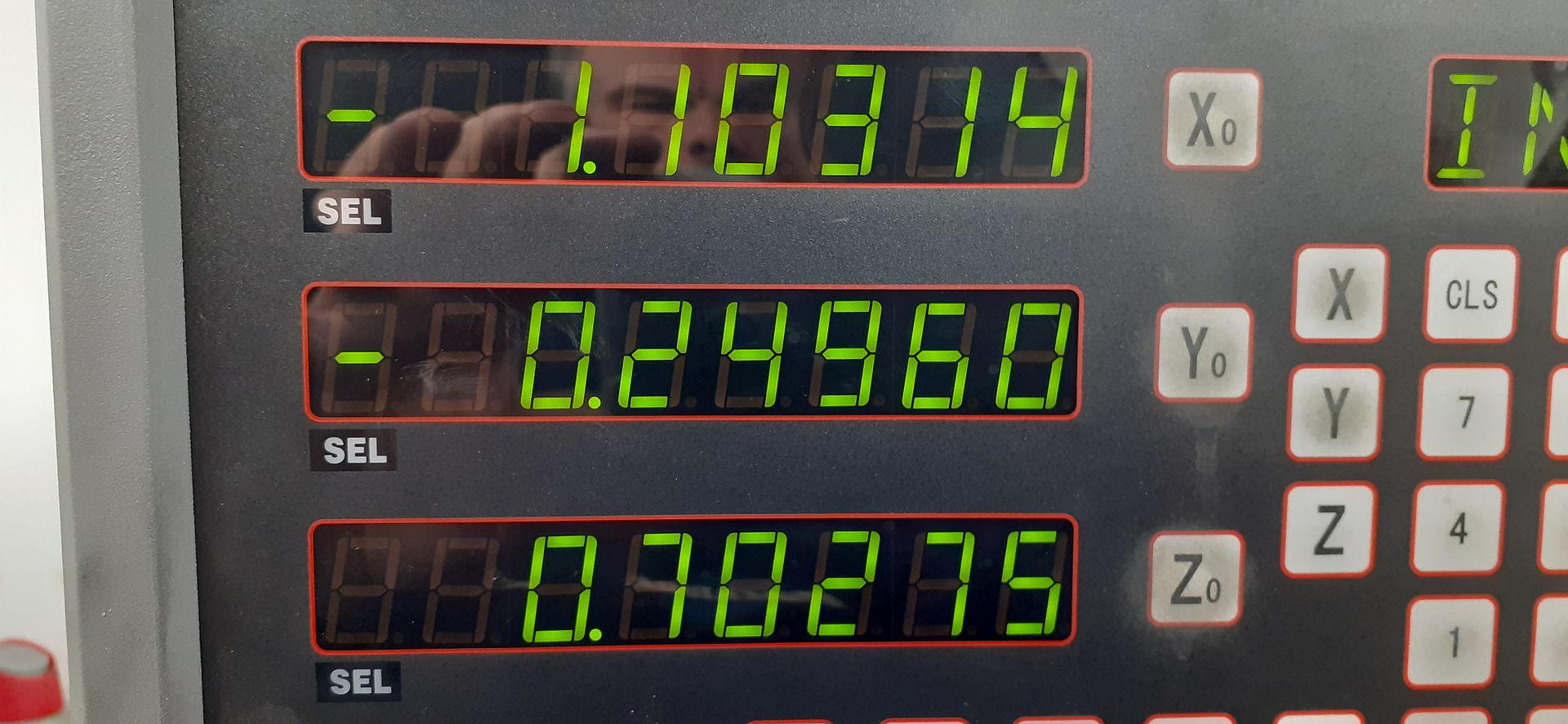
25215 forum posts 3105 photos 1 articles | As I said I was making both parts so could choose if I went for a spot on slot width or a spot on bit to go into it. Had I already had the male part lets say it was a key and I wanted to cut a keyway then I would need to make the slot accurate. 99% of the time if I use a 2-flute milling cutter of the correct nominal diameter the key will fit the slot. If I need that extra 1% accuracy then as NDIY says I would choose a slightly smaller cutter and mill down the middle and then measure the slot, subtract that from what the key measures and then divide that by two. I can then offset the DRO that amount each side of Ctr and get a correct width slot still central to the part. CNC machines have a feature called cutter compensation which can be used so that the machine automatically allows for an under or over size cutter. I don't find a need for this on my CNC as I'm not working to microns. However I did do a test when it first arrived by cutting a 20mm x 20mm square pocket. Even though the machine was still sat on the floor on it's pallet I got a measurement of something like 19.99 x 19.98 without going back to look at what it was, I suspect it's better than that now that it is set up properly. Out of interest I took a quick measurement over the flutes of a 2-flute cutter and got this, may well cut 0.01mm or so larger. That's one whole decimal place better than what your cutters are measuring at 9.8mm so I'd be looking at those first
Edited By JasonB on 22/08/2021 16:39:34 |
| Graham Meek | 22/08/2021 16:26:10 |
| 714 forum posts 414 photos | In my experience 2 flute, or slot drills are always undersize, but usually in the region of 0.03-0.05 mm. The amount depends on the size of cutter. While 3 and 4 flute milling cutters are usually on, or slightly oversize, but not by much. To measure a cutter correctly the cutting edge needs to be square on with the calliper or micrometer measuring face. Measuring across the ground "backing off" land behind the cutting edge will produce the sort of errors mentioned in the opening post. Hope this helps Regards Gray, Jason seems to have pipped me at the post. Edited By Graham Meek on 22/08/2021 16:28:03 |
| andrew lyner | 22/08/2021 19:03:20 |
| 274 forum posts 5 photos | Posted by Graham Meek on 22/08/2021 16:26:10:
In my experience 2 flute, or slot drills are always undersize, but usually in the region of 0.03-0.05 mm. The amount depends on the size of cutter. While 3 and 4 flute milling cutters are usually on, or slightly oversize, but not by much.
Edited By Graham Meek on 22/08/2021 16:28:03 That's a lesson learned for me. Thanks. It's obviously a matter of one more correction loop needed in my processes. I guess it's pretty much always a matter of finishing to fit in the end at 'our end' of engineering. Ford has a slightly different approach, working in hundreds of thousands of units.
From Jason B: "CNC machines have a feature called cutter compensation which can be used so that the machine automatically allows for an under or over size cutter." There you go. Nothing new under the sun. |
| Neil Lickfold | 23/08/2021 20:37:44 |
| 1025 forum posts 204 photos | Some DRO installations are better than others. Some are installed with long extensions from something not very solid ,using a collection aluminium brackets. These I have seen can cause issues. The solution was to use a shorter steel bracket and that got rid of the errors that were occurring with the short travel back and forth. Like when you wind on or off by less than 0.2 mm of stroke. In the case I saw, wound clockwise, then zero. go past and wind back, and the reading was still zero, but the indicator reading was 0.03mm out . With the shortened steel bracket in place, no detectable error was measured using normal shop indicators or tools. I have never seen an on size carbide milling cutter yet that is made from the nominal carbide stock. Off sized cutter I have seen are on size or sometimes marginally over sized, like a 9mm cutter on a 10mm shank, or a 5mm cutter from 6mm stock. Most places will take cuts measure , then compensate accordingly. |
| old mart | 23/08/2021 20:48:17 |
| 4655 forum posts 304 photos | I wonder if the op's cutters have been sharpened and any size on the shank might then be suspect. Certainly, the solid carbide cutters that I use the most come much closer to their stated size. If the cutter is running out of true, it would tend to cut oversize. |
| Andrew Johnston | 23/08/2021 21:26:34 |
 7061 forum posts 719 photos | I'm not sure what the problem is? Edge finding and cutter diameter are separate issues. All my standard carbide cutters are on size, or a maximum of 0.01mm under, on the shanks. For general work I never worry about the cutter diameter not being as stated. if i use old HSS cutters, or a slot or edge distance needs to be accurate (say better than 1 thou) then I'll cut 'n' measure using depth micrometers or gauge blocks and adjust as needed. In all the years of using a CNC mill I've never used cutter compensation. Parts fit together straight off the mill. Occasionally I'll tweak the CAM program to cut under, or over, by a small amount as required. Andrew |
| Emgee | 23/08/2021 22:56:37 |
| 2610 forum posts 312 photos | Posted by Neil Lickfold on 23/08/2021 20:37:44:
Most places will take cuts measure , then compensate accordingly. The only milling machine I have now is a cnc machine, like Neil I always make a cut then measure to add that diameter into the tool table, I don't use tool compensation but if the work doesn't measure correctly I will revise the tool table. Provided you know the actual width of cut from the tool you can make the required dimension moves to achieve the width required on a manual mill, continue to set the DRO 00 on the centreline so the tool movement will be equal both sides of 00. Emgee |




Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > Getting accuracy with my newly added DRO.