Forum sponsored by:

Gear forming hob
| Steve Crow | 12/04/2020 15:02:28 |
| 429 forum posts 268 photos | I intend to make a number of small gear forming hobs as described on the Helicron site and discussed here before. I milled an insert type 40 degree cutting tool from GFS, hardened, tempered and sharpened it with a crocker jig and an arkansas stone. I can't see any tip radius under 12x magnification. I realise that it won't stay like that for long but I will only need the sharpness for indexing for depth of cut once on the first hob. After that it is indexed for subsequent hobs. To prolong tool life further, I intend to rough out the grooves as much as possilble using a 0.1 mm radius tip threading insert I have. I want try to do three hobs, starting with the smallest mod where things are more critical. I've attached some drawings. Please have a look at the relief forms and let me know if you think that they will work.
I look forward to any comments. Steve |
| Dave S | 13/04/2020 09:06:21 |
| 433 forum posts 95 photos | Looks ok to me. I made a similar cutter in 32dp for an on going clock. Details here:: https://forum.tz-uk.com/showthread.php?458479-One-step-closer
Dave |
| Steve Crow | 13/04/2020 17:23:29 |
| 429 forum posts 268 photos | Hi Dave, what a fantastic thread. I've not taken it all in yet but there is some great stuff on there.
|
| John P | 13/04/2020 18:44:55 |
| 451 forum posts 268 photos | Hi Steve In the drawings that you have shown the cutters have no relief at all and To do these you really need to make cutters with form relief. John |
| Dave S | 13/04/2020 21:03:43 |
| 433 forum posts 95 photos | My cutter has no relief. Not sure if John thinks it does, or if he thinks my gears are poor. However the cutter works fine and the gears, from 12 tooth to 144 tooth all mesh and roll together in all combinations. Cutters with relief are certainly more correct, but with care and a little sympathy during machining you can "get away" without. Whether my clock will run efficiently remains to be seen. Dave
|
| John P | 13/04/2020 22:25:43 |
| 451 forum posts 268 photos | Hi Dave I tried making cutters and gears like this 35 + years ago "I've attached some drawings. Please have a look at the relief forms The answer i think was clear enough there is none and the John |
| AdrianR | 14/04/2020 08:34:50 |
| 613 forum posts 39 photos | On Thor Hansen's web site he details a way to make gear cutters with clearance **LINK** As it is a cutter he can use an eccentric mandrel, but for your cutters you could make a tubular sleeve with locking screws. Mount the sleeve in your chuck so it is off center, then follow the method above, but using your form tool. You could either use 4 locking screws with one flat on your cutter shank, or use one screw and 4 flats on the cutter shank. You will also need to ensure the cutter blank is the correct depth in the sleeve, so either make the sleeve blind, or use a center in your tailstock. An advantage of this shaped cutter over your circular design is that it can be sharpened without reducing the tooth depth.
Adrian Edited By AdrianR on 14/04/2020 08:45:58 |
| Neil Wyatt | 14/04/2020 09:56:17 |
 19226 forum posts 749 photos 86 articles | This hob is made that way except (1) I took the cuts slightly past the centre line to give some slight back rake to the cutting edge and (2) flied slight relief in the back of the top of the teeth but not right to the cutting edge. Cut dozens of brass gears with no problems and just a very ocassional rub over the cutting edge with a diamond slip.
|
| John Haine | 14/04/2020 10:43:50 |
| 5563 forum posts 322 photos | Posted by Dave S on 13/04/2020 21:03:43:
........ Whether my clock will run efficiently remains to be seen. Dave
Will be interesting as the gears will have involute teeth since cut with a rack form hob. Personally I think it should be fine but traditionalists would argue that for maximum "efficiency" the gears should be cycloidal. |
| Martin Connelly | 14/04/2020 11:35:11 |
 2549 forum posts 235 photos | It seems to me that combining the single point cutter forming the hob with the techniques shown in this thread would allow a lobed cutter to be produced so that when the teeth gullets are formed clearance would be correct for good cutting. I don't have a spindle encoder (just a single point indexer on my lathe) so I can't do an example but someone else may be able to do some work towards this. Martin C |
| Jon Cameron | 14/04/2020 11:35:54 |
| 368 forum posts 122 photos | I recently came across an article in an older ME, whereby a hob blank was first drilled and reamed 1/2" and indexed at four point on a PCD. A mandrel was made this been eccentric to the spindle. A pin was then used on the same PCD as the blank was drilled. screwed onto the mandrel and the mandrel mounted in the lathe it was possible to back off the teeth by simply turning all four index points to the same setting (OD) on the eccentric mandrel. Then the hob was machined as you describe above to depth, cutting the teeth, and advancing the saddle by the required pitch. for each tooth. When mounted in the mill on another 1/2" mandrel, this time concentric with the spindle, the hob would cut the tooth, and the pressure angle of the next tooth and the last tooth. When indexed to the next position, the hob would cut the second tooth, and the pressure angle of 1st tooth just cut, as well as the pressure angle of the 3rd tooth. So three cuts per tooth to be able to fully form the correct profile. If I can find the article ill post it, it was a pleasant read, and certainly simplified the actual cutting of the gears, without having to raise or lower the cutter position for the secondary cut, as this was all taken care of. |
| Andrew Johnston | 14/04/2020 14:25:31 |
 7061 forum posts 719 photos | In theory this method should work in a similar manner to a Sunderland gear planer. The biggest difference is that the method indexes one tooth at a time. Whereas a Sunderland gear planer moves the cutter, and rotates the blank, by a small fraction of a tooth per cut. So the planer creates many more facets per tooth. Of course on the planer the cutter has to be set back a known amount every so often. One tooth space would be logical. The method as described should work better on larger gears, as the involute has less curvature and the teeth are in contact with the cutter over more index steps. This seems to be borne out by the linked to pages.The smaller gears look very odd with lopsided teeth, unevenly spaced, whereas the larger gears seem better. The meshing of large and small gears seems odd too.This is the sort of meshing I'd expect to achieve, a thou or two backlash, albeit for larger 16DP gears:
If I was going to use this method I'd make the top of each tooth much shorter and add relief with a file before hardening. That was done on this worm wheel free hob and it seemed to cut well:
Note that the teeth are on a helix although the flutes are straight. I'd also make the hob as large as possible with no reduced shank.That just reduces rigidity. It would be interesting to see some close up shots of the teeth and meshing on the gears by Neil. Andrew |
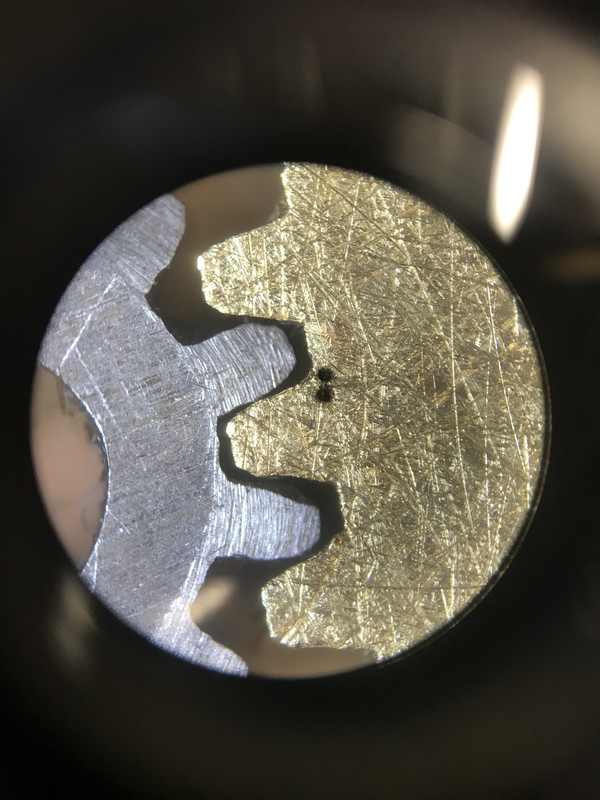
| Dave S | 14/04/2020 19:12:19 |
| 433 forum posts 95 photos | Here’s my 144 and 12 tooth, as cut. They are 48dp, not 32 as I misremembered earlier.
Photo taken at 40x mag through a toolmakers microscope.
Dave
Edited By Dave S on 14/04/2020 19:16:13 Edited By Dave S on 14/04/2020 19:17:04 |
| John P | 14/04/2020 20:13:01 |
| 451 forum posts 268 photos | I had a rummage around and found the hob and the cut gears John
|
| Jimmeh | 14/04/2020 22:18:28 |
 27 forum posts 12 photos | To increase the number of facets on each tooth you could always go around the wheel more than once with the hob height and wheel starting angle adjusted slightly each time. |
| John Haine | 15/04/2020 09:51:05 |
| 5563 forum posts 322 photos | Leaving aside the question of cutter relief, I'm puzzled by the fact that the smallest tooth count is 12 with a pressure angle of 20*. My Q&D method described in another post says that minimum tooth count for 20* is ~15 to avoid undercut. |
| Andrew Johnston | 15/04/2020 10:10:38 |
7061 forum posts 719 photos | Posted by Jimmeh on 14/04/2020 22:18:28:
..you could always go around the wheel more than once with the hob height and wheel starting angle adjusted slightly.... Agreed, but it complicates the process, always assuming that the dividing mechanism is capable of indexing 2 or 4 times the tooth count. Looking at the excellent close up of the gears above I'd be more worried about the variation in tooth shape from tooth to tooth, particularly for the pinion. Not sure why that should be, but I doubt extra offset passes would help. The question of undercutting has two strands. One, is undercutting needed to clear the mating tooth? Two, will a hob undercut whether it is needed or not? In theory the dedendum is the same as the addendum at one over the diametrical pitch. In practice some clearance is needed, common multiples are 1.125, 1.157 and 1.25. So the teeth on the hob will cut deeper than a mating gear tooth to give clearance. But the hob teeth may also create an undercut even though it's not needed for a mating gear tooth. It's important not to mix up need and effect. Andrew |
| John P | 15/04/2020 10:35:59 |
| 451 forum posts 268 photos | If you are hobbing the undercut can be left as it is ,to improve the strength of the In practical terms 5 teeth would be about the minimum and that would generally be A little more freedom with this is if helical gears are cut as the divide by cos helix angle Dimensions for 1 DP for other pitches divide by the dp
TEETH 17 .26 John
Edited By John Pace on 15/04/2020 10:39:59 |
| Steve Crow | 15/04/2020 15:08:15 |
| 429 forum posts 268 photos | Thank you all for you replies and information. Just a couple of points. I understand that this is not the ideal method for gear cutting but it's my only chance of making the gears I require. With mod 0.20 or 0.25 a single point cutter of any description is going to be tricky to make to an accuracy to improve on the hob forming method. Also, the "relief" on the drawings aren't the finished profile, just a guide for milling. I intended to go past the centre for rake and get the files out for relief. I have a CNC dividing head so I have given thought to going round more than once and adjusting tool height but with teeth this small accuracy would be paramount. I have got a DTI mounted to Z axis so I might get away with it. I've made the blanks and rough grooved them with a threading insert. I just need to finish the grooves with my home made 40 degree insert. Steve |








Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Workshop Tools and Tooling > Gear forming hob