Forum sponsored by:

Holding a 90mm optical tube to a rectangular bracket.
| andrew lyner | 04/11/2019 17:33:47 |
| 274 forum posts 5 photos | I have an 80mm refractor telescope which came screwed with two screws to a bracket that has a dovetail foot. I replaced the foot with telescope rings to make it all firmer. But now I need a lighter system and seem to have lost the original bracket. I can do the dovetail and the rest of the bracket but I need to produce a nice clean 45mm radius groove along the top of the bracket (around 30mm wide) to sit the optical tube in. I have a milling table for my mini lathe and was hoping to mill a long internal radius slot along the top of an aluminium block. A fly cutter with a long arbor could do the job but the lathe is a bit flimsy IMO. I was thinking I could use a long sort of boring bar, supported at the tail stock end to hold it steady and use a flying cutter (carefully). Alternatively, I could try to form a flat plate round a suitable pipe to get the curve and sit it on top of my bracket. This is the sort of thing I could imagine would be needed to fit a cylindrical boiler for a steam engine so people must have already solved this problem. Problem is to choose the best search terms for information straight from the internet. Any ideas? Edited By andrew lyner on 04/11/2019 17:34:53 |
| JasonB | 04/11/2019 18:02:58 |
 25215 forum posts 3105 photos 1 articles | Between ctrs bar with work on your table of if not enough room then have work vertical rather than flat
|
| Neil Wyatt | 04/11/2019 18:35:10 |
 19226 forum posts 749 photos 86 articles | That's how I would do it. Neil |
| andrew lyner | 04/11/2019 18:54:39 |
| 274 forum posts 5 photos | That's what I had sketched out and just the result I want. Thanks. My table is vertical and not as firm but I could go very slowly. There is screw adjustment that way. Did the feed in the picture use changing shims? Ah yes - feeler gauges - smart. Fitting to my cross slide could be hard; Is that between ctrs bar something to buy? Could be expensive so it would have to be DIY. I was wondering about the problems of holding the tool and making a square hole but I guess a round hole and a round/square insert would be doable. Was thinking to cut a slot in the bar and sink the tool in it. Strong enough if the bar is solid enough I suppose.The picture doesn;t show the tool clamping unfortunately. IF I could get hold of a 90mm grinding wheel, that could do? |
| JasonB | 04/11/2019 19:12:02 |
25215 forum posts 3105 photos 1 articles | Feed was by adjusting the cutter in the bar, shims and packing are to get the part to the correct height. If you have the work on a vertical face then you can just set the cutter to dia and feed in with the cross slide Bar is just any old bar, ctr drilled at one end for tailstock support. Drilled midway for a 1/4" HSS toolbit and at 90 deg to that for an M5 grub screw. You can drive it with the chuck rather than actually between ctrs. Round toolbit will also be fine and can be ground from an old ctr drill or milling cutter. |
| Mick B1 | 04/11/2019 20:11:25 |
| 2444 forum posts 139 photos | Not sure how closely it matches your requirement, but this is an acetal tube mount for (IIRC) a 76mm Bushnell spotting scope set up as a finder for a 7 or 8" reflector. I did it for a friend who's interested in measuring angular separation in multi-star systems. You can see how spindly the lathe flycutting setup was, but it didn't have too much alli to remove to bring the finder mount seat parallel to the main OTA. I'd already cut off the cast-in tube as it was way too small, but hadn't thought about the draft angle there would have to be on the inside. Considering how heavy the Bushnell was and how feeble the mount looked I'm a bit surprised I got away with it at all, but last I heard he was very pleased with it.
I think I was doing a 45mm radius too. If you're starting with cheap materials without much work already in them it can be worth a few risks. |
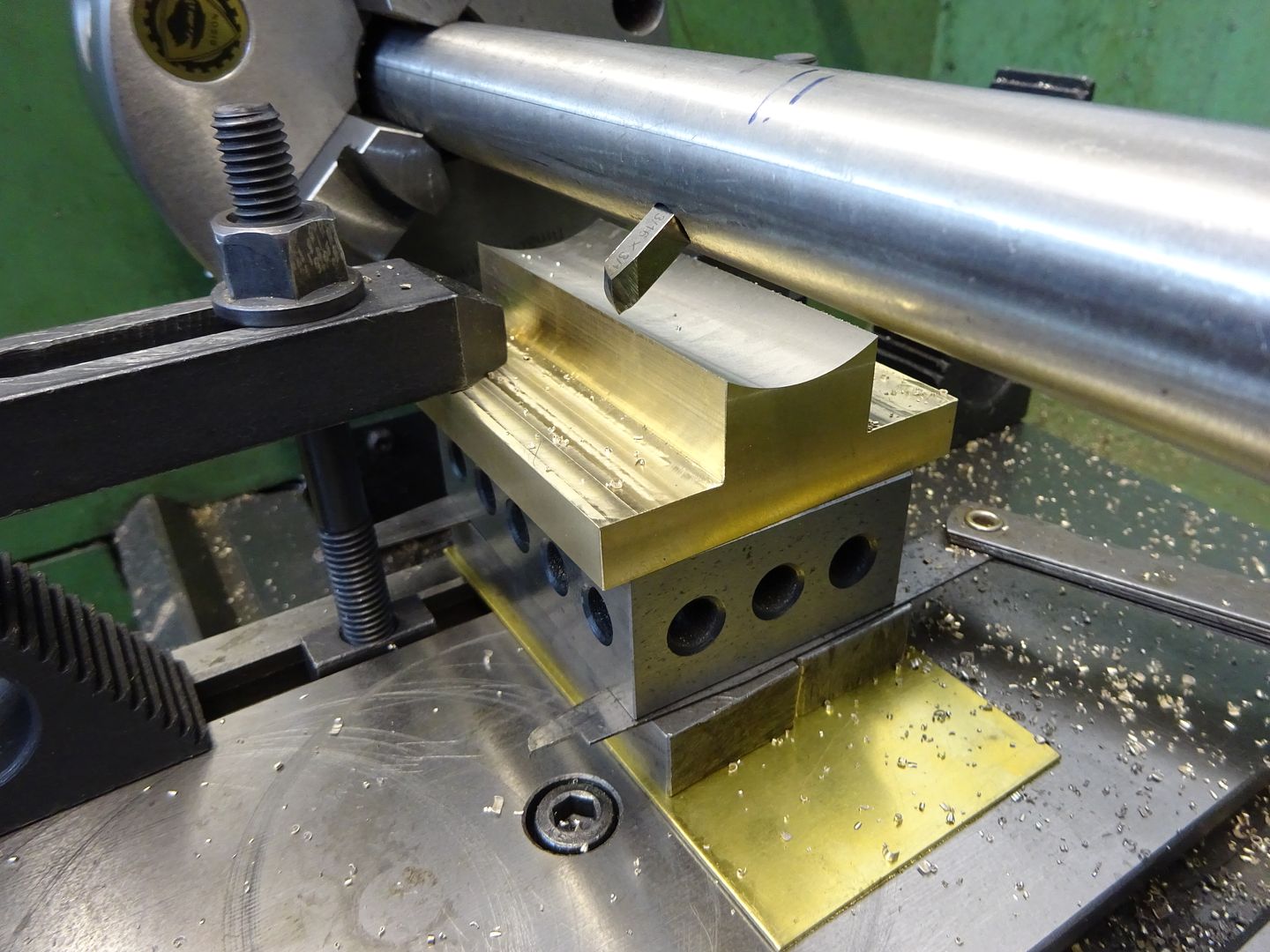
| andrew lyner | 14/11/2019 22:46:36 |
| 274 forum posts 5 photos | This is how I did it. Same idea as @JasonB's The work piece had a hole in it and sits on the tool post. There are no T slots on the mini lathe cross slide so this seemed to be the only way to clamp it. I re-purposed an 8mm drill for the cutting tool It was all firm enough and I was using about 300 RPM with small nibbles. The result is not bad at all. Right curvature, fair finish and in the right place!! I guess I could make a fitting for the cross slide with T slots but that would be hard, I think. Is there anything available on the market? Thanks for all the input chaps. |
| andrew lyner | 14/11/2019 23:26:19 |
| 274 forum posts 5 photos | Whoops. That picture didn't post. I just tried copy and pasted it in. I could see it fine on my copy as I edited it. I'm looking for an option to insert an image but the window I get is gobbledegook. I need a file select window and there doesn't appear to be one. Any ideas? I trip out when asked for a URL. That's something from the dim and distant past afaic. Edited By andrew lyner on 14/11/2019 23:28:18 |
| andrew lyner | 14/11/2019 23:39:28 |
| 274 forum posts 5 photos |
OH boy - you have to use an album. Still it does work. |
| Neil Wyatt | 15/11/2019 14:06:15 |
19226 forum posts 749 photos 86 articles | Posted by andrew lyner on 14/11/2019 22:46:36:
I guess I could make a fitting for the cross slide with T slots but that would be hard, I think. Is there anything available on the market?
You can get small milling tables. The one here you could cut off the lugs and use a some counterbored cap head screws to fit it on top of the cross slide. Alternative would be a vertical slide mounted along the axis of the lathe. Neil |
| Neil Wyatt | 15/11/2019 14:13:30 |
19226 forum posts 749 photos 86 articles | Posted by Mick B1 on 04/11/2019 20:11:25:
Possibly worth pointing out that standard dovetails, as fitted to the larger scope, normally have two raised, rounded rails which makes it possible to fit them to a large range of diameters. Neil |
| Mick B1 | 15/11/2019 16:53:51 |
| 2444 forum posts 139 photos | Posted by Neil Wyatt on 15/11/2019 14:13:30:
Possibly worth pointing out that standard dovetails, as fitted to the larger scope, normally have two raised, rounded rails which makes it possible to fit them to a large range of diameters. Neil I might understand a picture better - but the owner made it clear he wanted to use the diecast stem, for the standoff. None of the rings he had were big enough for the Bushnell. Yes, I could've machined something more solid but I was doing it as a favour, and I'd just finished doing a crosshair illumination drilling of the inner box of a c.1910 Watson astromicrometer for him, without destroying either of the spidersilk crosshairs...
|
| andrew lyner | 15/11/2019 18:37:18 |
| 274 forum posts 5 photos | Posted by Neil Wyatt on 15/11/2019 14:13:30:
Posted by Mick B1 on 04/11/2019 20:11:25:
Possibly worth pointing out that standard dovetails, as fitted to the larger scope, normally have two raised, rounded rails which makes it possible to fit them to a large range of diameters. Neil I have a length of the dovetail already but the SW Equinox ED80 has a very short length of tube between focusser and retracted dew shield so it has to be stood off from the dovetail. the shape of the dovetail extrusion is quite cleverly arranged to take a range of radii but I cannot take advantage of it. Also, that short length of contact would appear to require a nice big contact area (the two M6 screws in the tuber are only separated by 13mm or so which makes it all a bit ' sensitive' if the whole setup is to be nice and tight yet minimise stress on the tube. It beds in really well to the radius I've made. It should 'do' I think. I must see how the star trails look. |
| andrew lyner | 16/11/2019 11:57:59 |
| 274 forum posts 5 photos | Posted by Neil Wyatt on 15/11/2019 14:06:15:
Posted by andrew lyner on 14/11/2019 22:46:36:
I guess I could make a fitting for the cross slide with T slots but that would be hard, I think. Is there anything available on the market?
You can get small milling tables. The one here you could cut off the lugs and use a some counterbored cap head screws to fit it on top of the cross slide. Alternative would be a vertical slide mounted along the axis of the lathe. Neil Yes. I saw that table design. That would probably be more useful than just buying an angle plate (I spotted that in my trawl through Chronos etc.. The vertical milling table I bought is the standard one afaics. It's pretty sturdy but the cross slide movement will not allow it to present along the line of centres. I am learning that there are many perfectly acceptable 'bodges' in this work as long as you use your head and don't try to eat too much at a time. They tend to take a lot longer to set up than what you can buy. That seems to be the main drawback. I guess it could be different if the lathe were a proper workshop size, doing workshop type jobs, The recommended cutting speed for aluminium implies that a fly cutting tool will be spinning at a truly scary rate. OTOH, too low gives its own problems. |



Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > Holding a 90mm optical tube to a rectangular bracket.