Forum sponsored by:

Please Read - lathes.co.uk screwcutting software
| Ajohnw | 28/05/2015 12:43:53 |
| 3631 forum posts 160 photos | I did have a copy of these on my PC but they must have been missed when I upgraded my machine. The software sorts through available gears to select the best match for any pitch thread. Tony had a problem with his web site. He has found NthreadsP but not BoxftrhreadP the version for lathes with a screw cutting gearbox. He is currently appealing for a copy of this one to restore his web site. If some one has a copy could they send it to him. Contact details are on his web site. John - |
| Neil Wyatt | 28/05/2015 13:23:43 |
 19226 forum posts 749 photos 86 articles | He should try the 'Wayback Machine' website, it seems to have many, many snapshots of his website. Neil |
| Capstan Speaking | 28/05/2015 14:49:00 |
 177 forum posts 14 photos | Quite right Neil. |
| Ajohnw | 28/05/2015 15:39:32 |
| 3631 forum posts 160 photos | The wayback machine often doesn't retain executables but it has in this case. I've let him know via email. Not the best of programs really for lathes with a screw cutting gearbox but a lot better than nothing. Personally I feel it should work with pitches rather than TPI. All a gearbox does is alter the effective pitch of the lead screw - usually via a couple of gears. On the other hand it's not too difficult to work out the ratio's from the same numbers. John - |
| Les Jones 1 | 28/05/2015 15:56:55 |
| 2292 forum posts 159 photos | Hi John, This is the table for my Chester DB10G.
Gearbox ratio..... Effective pitch............ Setting 0.4...................... 0.6mm .......................A II I had to put the rows of full stops instead of spaces as this sites software removed the spaces.
Les.
Edited By Les Jones 1 on 28/05/2015 16:01:26 |
| Ajohnw | 28/05/2015 16:41:08 |
| 3631 forum posts 160 photos | I did more or less the same thing with my Boxford Les. I started on the basis of wondering why Boxford used a certain size of gear for packing another gear and found that it could give some metric threads that were adequately accurate for many things. I then used that set up to estimate another. This is the result
I did this with a spread sheet but once compound trains are needed that gets tough. Some people use the above fairly regularly but many people insist on having a 127 gear and don't realise that a few microns error doesn't really matter and that lathe screw cutting isn't fantastically accurate anyway. Screws generally aren't anyway which is why nuts are so thin. I looked for the software again because of an interest in cutting DP and Mod worms. My Boxford came with a fair selection of spare change wheels to use with the gearbox and I suspect who ever bought them had their reasons. The software on lathes co can sort out what they can do pretty rapidly for any pitch I am interested in. One odd fact on worms is that 8TPI is pretty close to 1 Mod, around 0.001 in error. I suspect a bit of lapping would correct the worm rapidly but I could do with a coarser pitch really. John -
Edited By John Woodhouse on 28/05/2015 16:42:55 |
| CotswoldsPhil | 28/05/2015 19:18:45 |
 196 forum posts 112 photos | Hi Les Posted by Les Jones 1 on 28/05/2015 15:56:55: I had to put the rows of full stops instead of spaces as this sites software removed the spaces.Les. It's not just this particular website that removes spaces - it's part of the HTML standard that ignores more than one space in any text string. Regards Phil H Edited By CotswoldsPhil on 28/05/2015 19:20:35 |
| Les Jones 1 | 28/05/2015 19:59:07 |
| 2292 forum posts 159 photos | Thanks Phil, Les. |
| John Stevenson | 28/05/2015 20:51:22 |
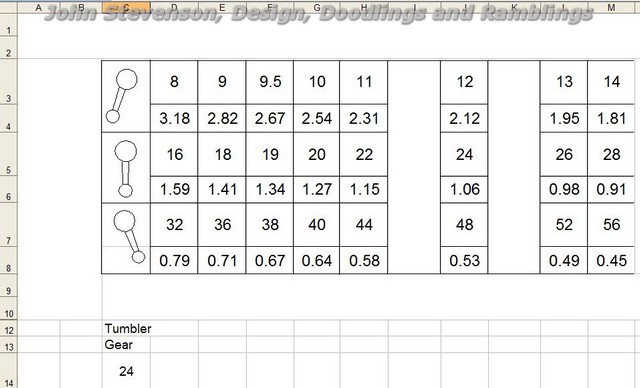
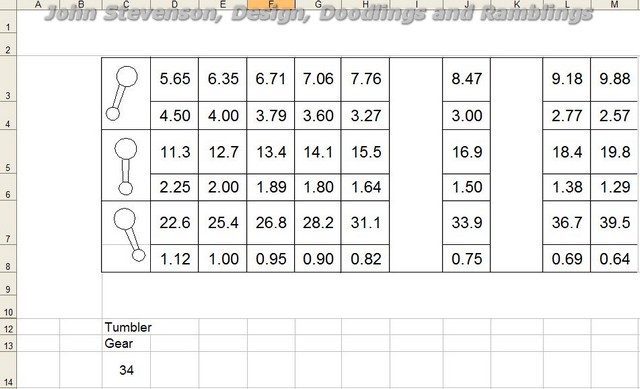
 5068 forum posts 3 photos | I did one some years ago for the Myford screw cutting box. You just swap the driver gear from 24 to whatever.
That's the standard gearbox with 24 driver gear, again as standard.
Then swap the driver gear and you get modified TPI on top and metric underneath and this one with a 34 shows how many metric pitches are available with just the one gear. |
| Roderick Jenkins | 28/05/2015 23:05:19 |
 2376 forum posts 800 photos | I've written an Excel spreadsheet here that calculates tpi, pitch or lead - metric or imperial using a combination of change gears and/or gearbox (assuming that the gearbox normally has a 1:1 ratio from spindle to gearbox as on the Myford S7). The driver was to find ways of generating the lead for helical gear cutting. Might be of use, Rod |
| Tim Stevens | 30/05/2015 21:07:07 |
 1779 forum posts 1 photos | I don't think it is quite true to say 'that's why nuts are so thin' - it is because there is no point in having them thicker (heavier, dearer) than needed. Certainly the absolute accuracy is not needed as when a nut is tightened on a bolt the nut is compressed by the load and the bolt is stretched. So even 100% accurate threads become out-of-pitch in use. It helps, though, to have nuts which are too loose in the thread, if anything, and bolts which are too close, if an error in cutting is going to exist. Allegedly Cheers, Tim |

Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > General Questions > Please Read - lathes.co.uk screwcutting software