Forum sponsored by:

2mm endmill help
| Andy Carlson | 27/06/2020 18:34:38 |
| 440 forum posts 132 photos | Some feedback on the Usovo ER11 spindle conversion... The owner has clocked sub 1 thou runout on the spindle itself and on a cutter in the collet. The bearings that came with it did not find favour due to noise and suspected play and were replaced with better off the peg sealed ball races. |
| Michael Gilligan | 27/06/2020 18:51:19 |
 23121 forum posts 1360 photos | Interesting upgrade https://www.usovo.de/shop/advanced_search_result.php?MODsid=ff390ij4amcv6lfpo3468mjn21&keywords=tuning-spindle&x=0&y=0 MichaelG. |
| Dave S | 29/06/2020 12:57:16 |
| 433 forum posts 95 photos | I've had a busy weekend in the workshop:
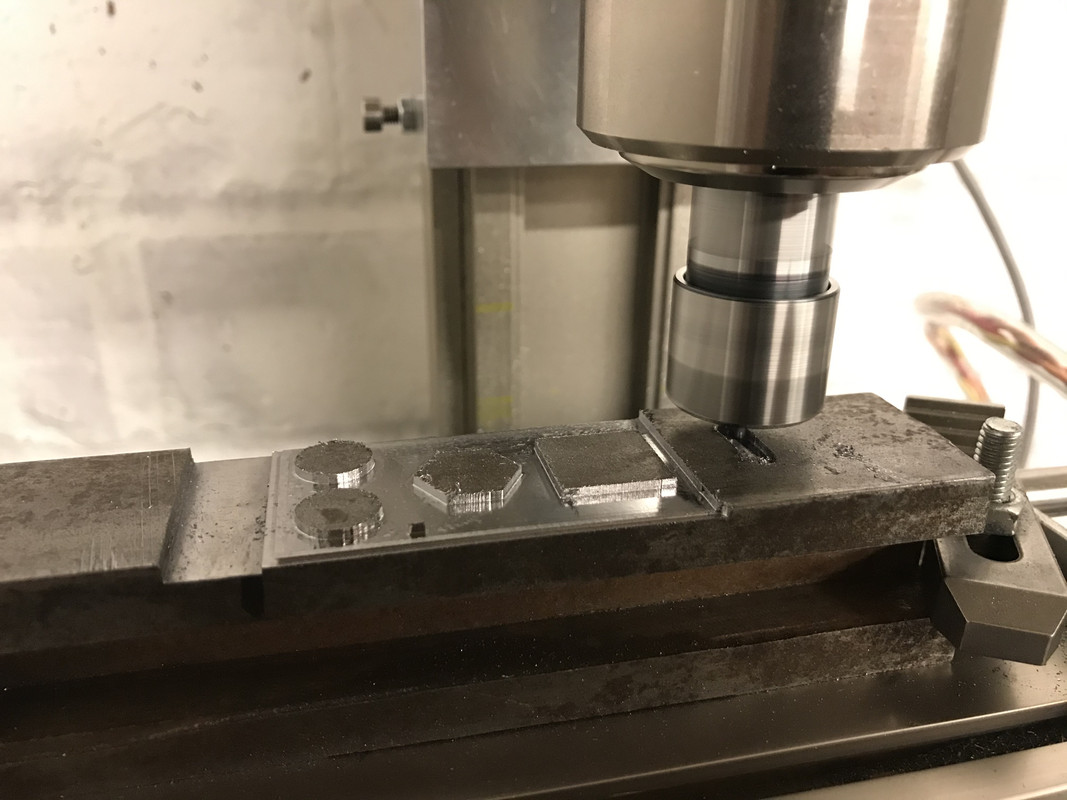
I didn't manage to run the CNC , but I did manage to re-spindle it:  Its all assembled, and the runout on this spindle is around 2 tenths with the same end mill as the proxxon one measured 2-3 thou. Speed should be more stable (and upto 24K rpm), and with the ER16 collets I can choke down to reduce the stick out.
I still need to check/fine tune the tram, and ensure the stepper is ok with the additional weight. I did a quick check before making the parts by cable tying this spindle to the existing head, and it drove that OK, so I think it should be fine.
Hopefully Ill be able to report success later in the week.
I'll also look at getting some different cutters if this moves ok - with ER16 I'm no longer limited to the 3.2mm max diameter, so the cutter selection should be wider.
There are pictures of the build on my twitter feed : @SolutionsByDave if anyone is interested.
Dave
|
| Andy Carlson | 29/06/2020 13:58:52 |
| 440 forum posts 132 photos | Looks interesting. What is it? |
| Dave S | 29/06/2020 15:30:33 |
| 433 forum posts 95 photos | Many years ago I needed to do some very small precision drilling, so I bought one of ARCs ER16 high speed spindles. That project got done and as part of workshop tidy the spindle got packed away for “later”. I don’t think they still sell them, but similar spindles can be found out of China. it runs of an invertor, 750w and 4-24k rpm IIRC Bit overkill for this mill I suspect, but already in the workshop and should solve the runout issue. Seemed worth a try for the time investment Dave
|
| Andy Carlson | 29/06/2020 18:10:33 |
| 440 forum posts 132 photos | Thanks. I had a shufty on fleabay and found several variations. I suspect this option will only be attractive if you already have one of those kicking around. My next step will be to try making a better fitting collet for the Proxxon spindle. It's not top of the 'to do' list though and I need to sort out a skinnier slitting saw before I can do it. |
| Dave S | 01/07/2020 13:03:59 |
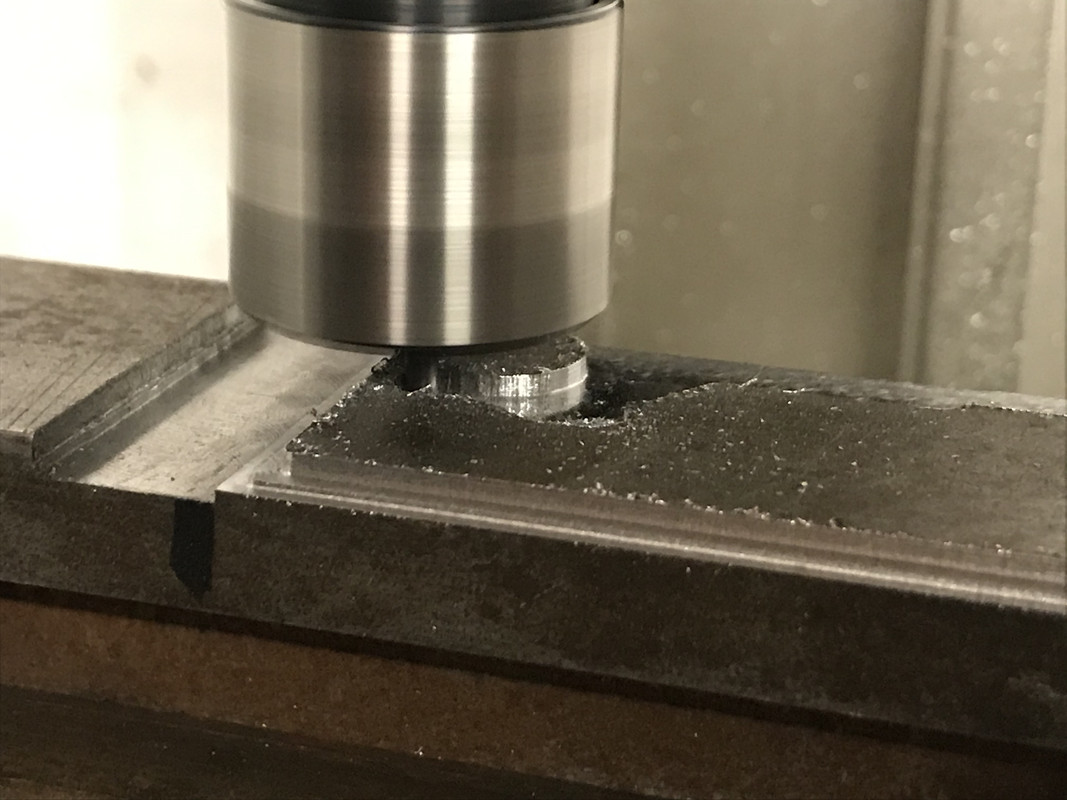
| 433 forum posts 95 photos | Good news!
As it was all looking good I even went and sat in the garden with a beer, keeping an ear out for the noise.
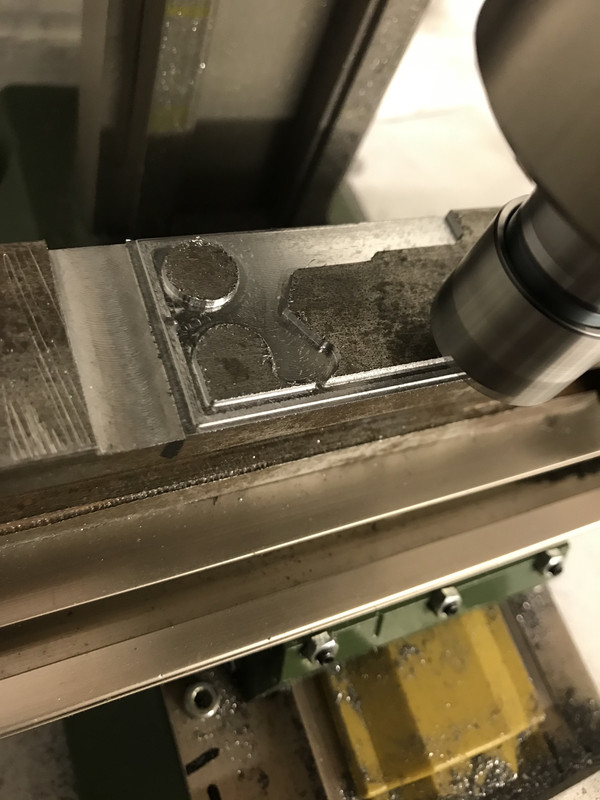
End result of the roughing pass:
Somethings gone wrong here, the pocket is supposed to be a curve:
That's why I took the stock off - cant run the finish on it until the leadscrew is sorted, which means stripping the table out... Still, massive progress, and the new spindle seems to have made a difference. Thankyou all Dave |
| JasonB | 01/07/2020 13:12:43 |
 25215 forum posts 3105 photos 1 articles | That looks a big improvement, did you have a similar amount of tool stick out or have some of the flute inside the collet? It will be interesting to see how the raised features measure up once the final cut has been run. |
| Dave S | 01/07/2020 13:52:54 |
| 433 forum posts 95 photos | I stuffed the endmill into the collet further - as I could do now its ER16. This spindle is loads quieter, both cutting and idling. I'll run the job from scratch once the bearings are sorted, but I am also interested - that should allow me to tune which is where I started this whole thing. Dave |
| old mart | 01/07/2020 15:20:12 |
| 4655 forum posts 304 photos | 6mm is a good size for solid carbide for a machine like that and can use the speed. |
| Roger B | 02/07/2020 07:07:06 |
 244 forum posts 105 photos | I also have an MF70 and decided to check the play and runnout. Measuring on the shank of a 3mm endmill I got a play of around 0.02mm and runout of around 0.04mm. So far I have only broken one 1mm end mill when cutting a keyway in a silver steel shaft. This was mostly my fault. The first cut just put a flat on the shaft and the second cut was a full slot and was too much with the depth of cut I had chosen. Reducing the depth of cut resolved the problem. |
| Andy Carlson | 02/07/2020 08:02:36 |
| 440 forum posts 132 photos | Cheers Roger. Sounds like you are doing better than Dave or myself, you have about half the runout that we have measured. I think I've broken three 1mm cutters, one of which was from a stupid mistake. Dave has broken several 2mm cutters prior to his total spindle transplant. I'm waitiing for a thinner slitting saw to arrive and will try making a new collet to see if that improves the runout on my MF70. If not then I will consider my options again - my rate of breakage is manageable for the work I want my MF70 to do but it would be better if it didn't happen and I could consider running sub 1mm cutters to get into tighter spots.
|
| Spurry | 02/07/2020 23:12:19 |
| 227 forum posts 72 photos | As I only have a cnc router, not a proper milling machine, a little job came up utilising a 2.00 diameter cutter. The requirement was for square 7.00 and 7.50mm sockets to suit a 1/4" drive ratchet. They do not seem to be available anywhere, so decided to make some from brass (as it was a plumbing job). Having made a small fixture, the brass blanks 20mm long x 15mm diameter were mounted after through-drilling 5.50mm. A single flute carbide router cutter was used at a feed of 0.5m/min, depth of cut 0.50mm, step over 50% , rpm about 22,000 to machine the square holes 8.00mm deep. The 1.00mm corner radius was not a problem for the plumbing drain tap, nor the ratchet, so there was no necessity to over-cut the corners. Pete
|
| Michael Gilligan | 03/07/2020 07:26:42 |
23121 forum posts 1360 photos | Posted by Spurry on 02/07/2020 23:12:19:
. . Very impressive result, Pete MichaelG. |
| Buffer | 05/02/2021 20:12:28 |
| 430 forum posts 171 photos | Hi I have just been looking through this as I need to cut a couple of bits out of 2.4mm mild steel sheet with a carbide 3mm 4 flute end mill. I have an 1800rpm top speed on my mill an SX3 which is why I am asking as most of you on here are using much faster spindles. I very rarely use such small cutters and I don't really want to start snapping them. It's a slot I would be cutting using the full width. Can anyone give me some idea what sort of depth in mm I should be cutting and at what sort of feed in mm/min? Does it matter if I go shallow depth and feed a bit quicker or deeper and slower feed etc. Thanks.
|
| JasonB | 05/02/2021 20:34:01 |
25215 forum posts 3105 photos 1 articles | Top play safe with a light chip load use say 0.01mm per tooth and do it in 4 passes of 0.6mm deep. 1800 x 4 x 0.01 = 72mm/min feed. Edited By JasonB on 05/02/2021 20:41:09 |
| Andrew Johnston | 05/02/2021 20:56:11 |
 7061 forum posts 719 photos | I looked up what I did a few months ago on the CNC mill with a 3 flute carbide cutter in hot rolled steel cutting a 4mm wide slot 2.38mm deep. I ran at 5000rpm, 120mm/min feed, full width when roughing and 0.48mm deep per pass. Coming down to 1800rpm and going up to 4 flutes gives a feedrate of 57.6mm/min. Seems I was pussyfooting around. I hate using small cutters on a manual mill. It's only too easy to momentarily overfeed and then ping! Andrew |
| Buffer | 05/02/2021 21:13:16 |
| 430 forum posts 171 photos | Ok many thanks I will give it a go at about that and hope it survives.
|
| old mart | 05/02/2021 21:17:17 |
| 4655 forum posts 304 photos | APT is a good firm in the UK supplying carbide cutters and all other tooling. |






Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!