Forum sponsored by:

Ball Nose End Mill / 10V Bearings Question
| Dr_GMJN | 15/05/2020 16:20:36 |
 1602 forum posts | Thanks for that Martin. |
| Jeff Dayman | 15/05/2020 16:35:34 |
| 2356 forum posts 47 photos | Your pictures seem to show a ballnose cutter that has not been ground correctly with the start of the radius exactly tangent to the side of the cutter. That could be the problem. I would suggest looking for a better quality cutter with start of rad tangent to sides. |
| Mick B1 | 15/05/2020 16:43:44 |
| 2444 forum posts 139 photos | I'm sure Doc's right - this ain't no optical illusion - it's the profile swept out by the cutter. And the cutter's named as an extremely well-established variety - informally a tulip (two lips, geddit?) of a sort I've been using since 1975, and it can't have the correct geometry if it produces a slot like in the OP's first post. I'm ducking out of this now. I can't put it any more clearly, and if anybody ever sells me a ball nose slot drill that cuts like that, it's a false trade description and it goes straight back. |
| Dr_GMJN | 15/05/2020 19:19:04 |
1602 forum posts | I can't seem to edit my post - but to clarify I meant "any cutter intended to produce the orange edged profile - not including the hatched area ie with tangential radii." Thanks. |
| JasonB | 20/05/2020 20:12:42 |
 25215 forum posts 3105 photos 1 articles | The Results are in! While waiting for the sample cutter to come from ARC I did a test cut using what turned out to be an 11mm Hertel one though marked as “Select” which is an MSC brand. Cut taken to depth required for the Stuart extruded bearing, possibly a very slight “step” where the curve meets the sides.
This measured 10.86mm wide
I cut a little more off each side so that the bearing would fit and this is the resulting slot and cutter which looks to smooth transition from the curved end to the sides though the slot still shows that slight “step”
On opening the package from ARC it was easy to see that the cutter looked to have a more prominent “step” just like the one the Doc posted so I had not been sent a special one.
A test cut confirmed that the cutter produced a slot with a marked “step” in comparison to the one cut previously
Though it did cut bang on width
A closer shot of the two slots and the cutters
So in conclusion the 7/16 Tin coated one from ARC does not give the shape one would hope for and even the other make has a slight Step. Ketan said to me that it looks like others in the range are likely to show a “step” to some degree. It is interesting to think that ARC have sold a good number of these and the US market considerably more yet this is the first time the issue has been raised, I certainly did not have any issues with the smaller ¼” one that I have had for quite a while, maybe it is just a bit more noticeable on the larger sizes. J Edited By JasonB on 20/05/2020 20:14:24 |
| Dr_GMJN | 20/05/2020 21:22:11 |
1602 forum posts | Thanks for doing that test Jason. Is there any chance you could check runout on the ARC tool, above the flutes? I got another mill from Cutwel (11mm), and that is also ground differently, with a tangential radius-flat. There is no change in profile as you turn it and look in the region of the transition. The ARC version always has the step no matter how it’s viewed; I thought at first it might be an effect that might not translate to the workpiece when rotated, but apparently not. At least I now know it wasn’t some effect caused by my technique (or lack of it!). Cheers. |
| JasonB | 21/05/2020 13:26:48 |
25215 forum posts 3105 photos 1 articles | Posted by Dr_GMJN on 20/05/2020 21:22:11:
Is there any chance you could check runout on the ARC tool, above the flutes? Don't think I could have got much better even if I invested in super precision collets and a high spec holder and mill to run it in. I would say 0.003mm tir which is in teh region of 0.0001" or 1/10th thou What you can't see out of shot is that I start off with the stylus on the high point then move to one side and back across the high point to he other just to show I'm not fudging the reading. |
| Dr_GMJN | 21/05/2020 14:20:47 |
1602 forum posts | OK, thanks very much for your time - and thanks to Ketan for helping out with supplying another end mill to you for testing. With my new 11mm tool, my intention is to set the casting up and move the cutter back and forth through the housing, incrementing downwards after every pass. If the brass casting fits, I'll do the depth by trial and error, if not I'll cut the slot slightly shallow, and then take equal depth side-to-side cuts, as you did, until it's a good fit. Then I'll increment downawards again until I get the depth right. I'll obviously do a quick check in aluminium first to get used to it. Thanks again all. |
| JasonB | 21/05/2020 14:46:46 |
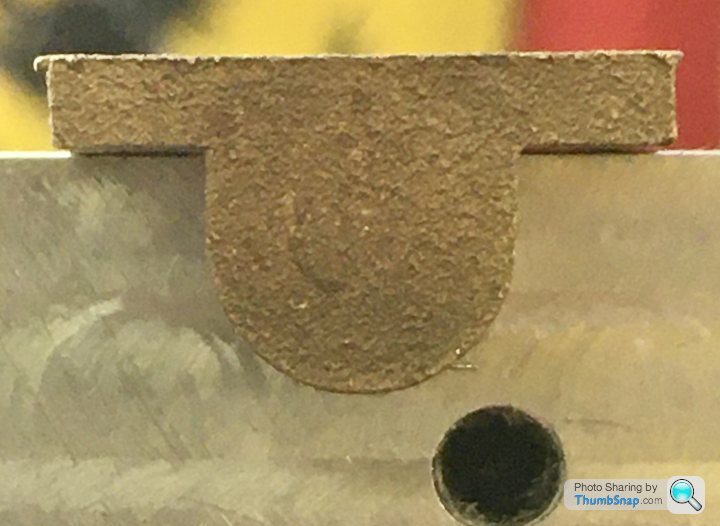
25215 forum posts 3105 photos 1 articles | Sounds liek a plan Just make sure you knock the corners off the slot when test fitting the bearing as there is a very slight internal fillet. Also When doing the tests I noticed on mine that the two lugs are not totally flat on the underside. Mine was too tarnished to see if id filled a bit off years ago or whether the actual extrusion was slightly distorted, you can see here that only the end of the lug makes contact and I have my doubts that the curve is perfect.
|
| Dr_GMJN | 21/05/2020 15:34:01 |
1602 forum posts | Understood. Thanks. Wish me luck.. |
| Dr_GMJN | 21/05/2020 18:15:19 |
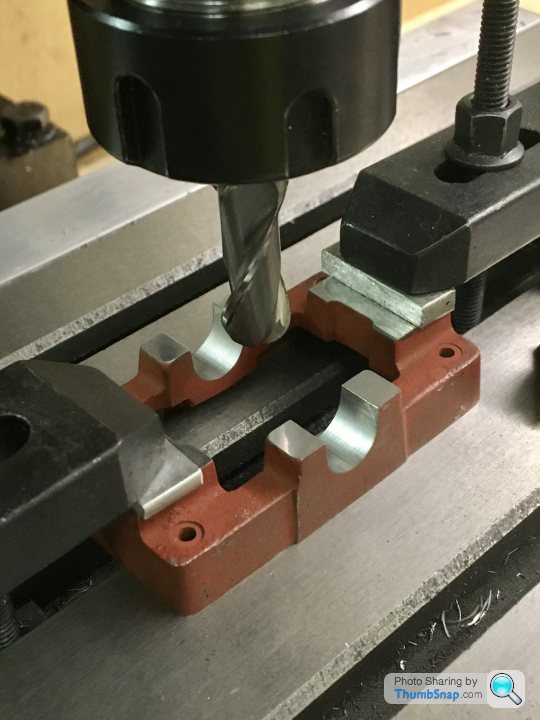
1602 forum posts | This is the new 11mm tool, as tested in aluminium: As ever, thanks for your help. Any comments welcome. Onwards... |
| Mick B1 | 21/05/2020 21:43:53 |
| 2444 forum posts 139 photos | That's a nice piece of work, Doc - can't see how it could be any better. |
| Dr_GMJN | 21/05/2020 22:17:00 |
1602 forum posts | Posted by Mick B1 on 21/05/2020 21:43:53:
That's a nice piece of work, Doc - can't see how it could be any better. Thanks very much Mick! |
| JasonB | 22/05/2020 06:59:25 |
25215 forum posts 3105 photos 1 articles | Last post moved to the build thread. |
| old mart | 22/05/2020 21:45:10 |
| 4655 forum posts 304 photos | The chances of anybody noticing that the end rad did not match the shank are very small. The need to fit two parts together with such a good match is a very demanding and rare thing. Ball ends are usually used for rads in corners or channels which don't matter so much. |











Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > Ball Nose End Mill / 10V Bearings Question