Forum sponsored by:

Help
Broken drill bit in job
| John Stevenson | 06/11/2011 12:15:14 |
 5068 forum posts 3 photos | Chuck the bastard. You might have half a days work in it already but by the time you finish messing with it you will have a full day into it, at the least and a bodged up job at best or it will still go in the scrap bin. Then put the whole episode down to experience. Might sound harsh but it's not, it's experiences like this that develop skills and the second attempt will go faster than the first so even that is showing skill development. If it was an expensive or rare casting then it's worth spending time but bar stock parts just are not worth the effort. Anyone who hasn't broken a drill or tap whilst learning or even after hasn't done anything. John S. [ Who broke a M4 tap into an expensive part last week, last hole as well. I was going to have it professionally spark eroded but the customer told me it was only for a securing clip and accepted a new hole to one side - Phew !! ] |
| Wolfie | 06/11/2011 20:13:17 |
 502 forum posts | Lots of interesting advice there however theres a couple of added spokes in works that mean I really don't want to chuck it. 1. I don't have a milling machine  (although working on that) (although working on that)and 2. I don't have another piece of metal big enough to make a new one without sending off mail order I think I'll go down the route of making the cavity and hope the broken bit comes out with it. |
| JasonB | 06/11/2011 20:26:49 |
 25215 forum posts 3105 photos 1 articles | Should still be able to do it on the lathe or even stitch drill and saw/file out the cavity. Once thats done set it up in the 4 jaw and do the drilling in the lathe, drill and ream the 3/32nd hole first then open up the stuffing gland cavity.
You can now tackle the hole at the other end, as I said a long centre drill is best but you could even grind a point on a bit of 3/32 rod and use that as a long punch to get a start dimple on the far side of the cavity. Then drill the hole, the advantage of having the cavity done is that you don't have to back the drill off much to clear the flutes as the swarf can drop out into the cavity.
This is what you really want
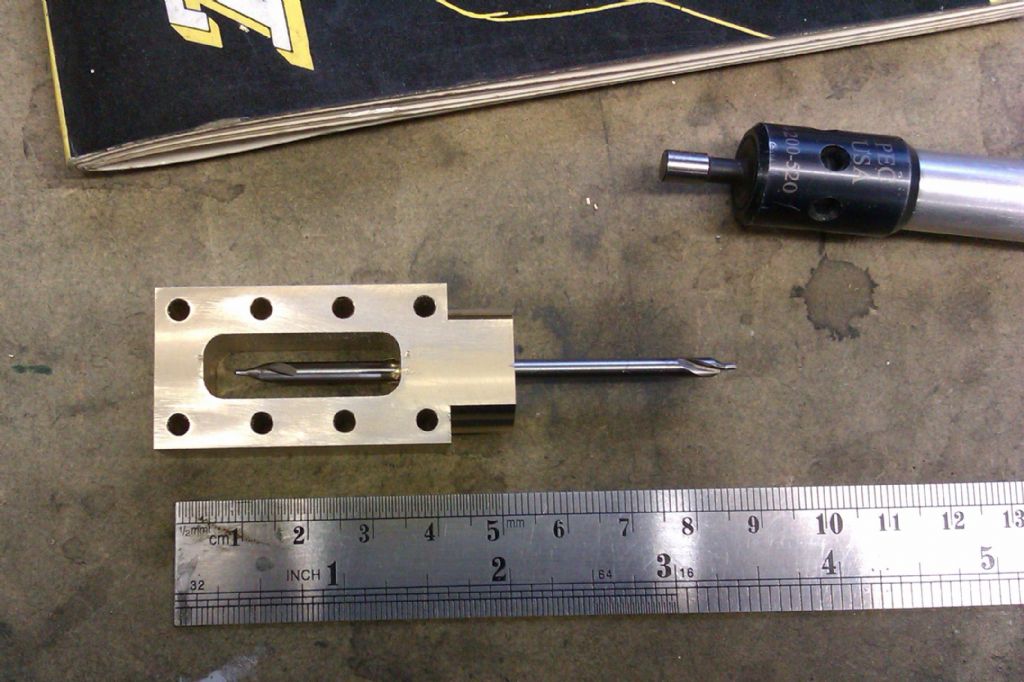 J Edited By JasonB on 06/11/2011 20:27:54 |
| Wolfie | 06/11/2011 23:35:17 |
502 forum posts | A picture is worth a thousand words! Brilliant. Whats that metal, and where do I get some? |
| JasonB | 07/11/2011 07:28:30 |
25215 forum posts 3105 photos 1 articles | That started life as a bit of 1" square bras, hacksawed to about 5/8x1x2 and then flycut to size, next the bolt holes and cavity were do in the mill but like I said the lathe will do the same job.
 Most of the ME metal suppliers will have the metal mine probably came from College Engineering.
J&L do the long ctr drills that one is 1/8x3" , I also have a 3/16x4" but you can get them upto 6" long. If you go to their site, click the virtual catalogue and look at page 99.
As you say a picture make it easier to follow thats why I took those shots yesterday while I happened to be doing a steam chest.
One thing you would have to do if using the 1/8" ctr drill that I mentioned above is to fit a "neck bush" this is just a bronze or gun metal bush that fits into the chest and gives the valve rod a more suitable metal to run against, on full size it had the advantage of being easily changes if any wear took place. You can just see the brones in the second pic at the bottom of the stuffing box and where it enters the valve chest in the first.
J
Edited By JasonB on 07/11/2011 07:37:39 |
| Stub Mandrel | 08/11/2011 20:55:03 |
 4318 forum posts 291 photos 1 articles | But is it a traction engine steam cylinder or a diving helmet? Seriously, that's lovely work Jason, is it the ME Allchin? Neil |
| JasonB | 09/11/2011 07:21:57 |
25215 forum posts 3105 photos 1 articles | 2" Fowler that MJ Eng do, should be at ME this year, bit about the build here
J |

Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > Help