Forum sponsored by:

Milling Advice
| Paul Lousick | 23/09/2023 06:37:04 |
| 2276 forum posts 801 photos | Justin, There is a lot of stick out from the end of the mill spindle to the end of the cutter which will allow it to deflect. What type of tool holder are you using. It looks more like a drill chuck which are not rigid enough for milling. |
| JasonB | 23/09/2023 07:01:53 |
 25215 forum posts 3105 photos 1 articles | Its a collet chuck, popular from China before ER became the main choice. Uses a similar style collet I use done when I first got my X3 without problem and do still use it on the odd occasion as the nut is smaller dia. |
| John ATTLEE | 23/09/2023 08:33:35 |
| 49 forum posts | Justin, it looks as if the plate is secured to a wooden block by wood screws which I would have thought is nowhere near rigid enough. I can understand why you have done it that way. Others might be able to suggest how to mill a relative large (relative to its thickness) plate. I would clamp it in multiple places but expect it not to be completely flat. Perhaps soldering it to a heavier plate /block or using a suitable adhesive that would come apart with heat. Both techniques would have a parallelism problem wrt to its base. John |
| SillyOldDuffer | 23/09/2023 10:28:06 |
| 10668 forum posts 2415 photos | Posted by Andrew Johnston on 20/09/2023 11:07:09:
Posted by Andrew Skinner on 20/09/2023 10:34:06:
...I read somewhere that you can stone the sharp corners of the endmill to improve the finish, obviously keeping that one just for facing cuts. Is this advisable? It's an old school trick that should work, although I haven't tried it. The modern equivalent is a cutter with a radius (less than 1mm) ground on the corners. These cutters are expensive, circa £45 for a 10mm diameter one. I reserve them for final cuts when I need a good finish and a flat surface. I used one to finish the valve chest faces on my traction engine cylinders. This shows the sort of finish that can be achieved:
Nothing wrong with stoning HSS lathe tools because they are easily reground, at least by experienced operators with a good eye. And stoning twist-drills for a special purpose is respectable too. But the idea of stoning a milling cutter upsets me! To my mind the sharp corner edges of a milling cutter are its most precious asset, to be cosseted as long as possible. When they're damaged the cutter loses much of it's utility, and needs to be replaced or sharpened, both a bit painful! If finish on a large scale was important, I'd prefer Andrew's approach - buy a cutter designed for the job. Of course being an amateur, I buy inexpensive cutters, use them for roughing out everything from squishy Aluminium to chilled cast-iron, then expect them to produce a mirror finish from fine cuts, and I'm certain they're rubbish unless they last at least 30 years. My mill's not very rigid either! My first question is, how bad is the problem and does it need to be fixed. Andrew Skinner's photo is visually flawed, but could be acceptably flat (mostly).
Flatness can be established by shining a light on the back of a straight-edge and looking for light escaping between the work and the edge. Also possible to detect tiny ridges by feel - fingertips and nails are remarkably sensitive to surfaces. Milling cutters almost always leave characteristic marks. They're obvious in Andrew J's excellent copper plate example, which is probably very flat and has classy finish with strong mirror effect. The example is as good as can be expected from a well-adjusted stiff milling machine, set up correctly with an appropriate cutter, and driven by a skilled operator. The remaining milling marks are unavoidably tiny. If a better finish is needed, change technique. Usually polishing with a succession of ever finer emery paper, and then buffing. When milling I try cut in parallel straight lines because changing course leaves deep marks. Also use the largest diameter cutter available. Fly-cutters generally produce a better finish than other types but are slow. And an HSS fly-cutter can be stoned without upsetting me! Dave
|
| Vic | 23/09/2023 10:58:05 |
| 3453 forum posts 23 photos | I agree with Pete. I get a great finish with a fly cutter. |
| JasonB | 23/09/2023 11:32:20 |
25215 forum posts 3105 photos 1 articles | Actually Dave you can bring a blinted milling cutter back to life by roughly grinding a 45deg chamfer on each corner particularly if it has just been used for shallow facing cuts. This is not painful to the pocket and can simply be done on a basic bench grinder or with acoarse diamond slip. I suspect what has also helped with Andrews finish is flood coolant to clear the swarf so none getting cought under the cutter and swirled around. A constant power feed also helps give a uniform finish. The only downside to flycutting (and face mills) is that you want your tram reasonably good to avoid a concave surface |
| Robert Atkinson 2 | 23/09/2023 20:11:47 |
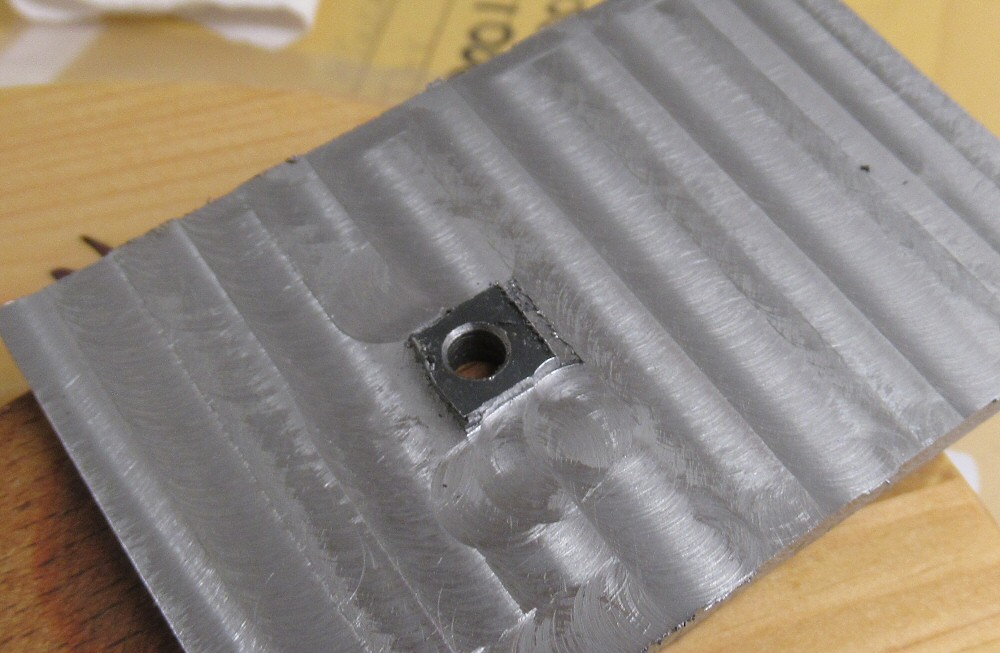
 1891 forum posts 37 photos | I found this thread interesting as I'm just doing a job that needs a flat surface with a good finish. It is similar to Andrew's application a heatsink for high power semiconductors. This is a aluminium heatsink and as usual with these it is near pure so soft and sticky. It's also used so I have to re-surface it and plug a couple of holes. The original finish was obviously made with a fly cutter. I did consider that approach but my mill is a small high speed model (SX1LP). so not Ideal. I decided to try a 90 degree (two insert) 25mm indexible end / side mill from ARC |

Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > General Questions > Milling Advice