Forum sponsored by:

Screwcutting Acme threads
| John Stevenson | 18/10/2016 01:06:00 |
 5068 forum posts 3 photos | In which case because of the backlash in the train it will rip the previous threads |
| Hopper | 18/10/2016 07:22:24 |
 7881 forum posts 397 photos | In Delrin he might get away with a 5/16" boring bar with the tool sticking out the required 1/8" or so and by taking things steady, steady. Or could always mount the Delrin on the cross slide and use a slender boring bar between centres. The heat and squeeze method is sounding better all the time. |
| Robin Graham | 18/10/2016 23:49:13 |
| 1089 forum posts 345 photos | Posted by Michael Gilligan on 17/10/2016 22:27:56:
Posted by Robin Graham on 17/10/2016 22:14:38: ... Not so for this thread Michael. What I asked for was advice on cutting ACME threads, and that's what I got - together with a pointer to the useful technique of hot-forming, of which I was unaware. As I have indicated in previous posts (I think!), I knew before starting this topic that the particular thread might be non-standard, but my thought was that if I could cut a standard ACME at this pitch and diameter, I would probably be able to adapt the technique. It was a general enquiry reduced to specific terms because my experience is that specific questions elicit focussed and useful responses, which can be pursued further if necessary. So rests the defence of my topic title! . Robin; Please accept my apologies for being presumptuous. MichaelG. No apologies necessary Michael - it's fine. I just wanted to clarify my intention in asking about ACME threads in view of your comment. Nonetheless I appreciate your courtesy. Hopper - brainfade eh? Tell me about it! Thanks for your further suggestions - I think it should be possible to get a tool in to cut an internal thread in Delrin at this pitch/diameter (especially if the thread is only 0.09 deep). The heat'n'squeeze method does seem the best way forward though. I'll be getting a look a the leadscrew tomorrow. Robin.
|
| John Stevenson | 19/10/2016 00:08:00 |
5068 forum posts 3 photos | I have made quite a few Delrin nuts with a variation of the theme on Home Shop Machinist, published by Evan Williams but he pinched the idea from a guy over on Practical Machinist and wouldn't give him credit for it.
My method is slightly different in that the two previous methods you had to split the nut and force it round the screw. I made mine with the bore of the nut the same as the OD but tight, in other words a pre-stripped nut. Cut the middle man out.
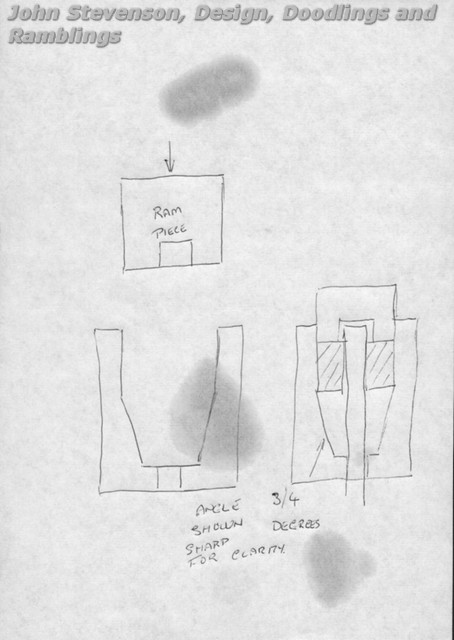
I think this sketch explains it better.
Basically you thread the 'new' nut over the screw, drop unto a tapered cup and fit a ram piece. This then goes onto a press and the cup and screw is heated with a hot air gun whilst pressure is applied.
This has the advantage of making it one piece and with a bit of experiment on how far you press the cup in you can choose what fit you want. Something the squeeze in the vise method can't do.
AFAIK this method is my own and I have not seen it repeated anywhere else.
Because at one time I had loads of ball screw thread offcuts from cutting long screws down i even made some Delrin nuts to fit these screws. Not as good as ball screws by any means but certainly better than Acme screws. Again nothing new here Moore International make screws and nuts such as these and call them Ronda screws. Any Google Child can find them.
[EDIT] There should be no gap between the ram piece and the top of the screw so as the ram piece is pressed down it carries the nut and screw with it so it cannot push the threads.
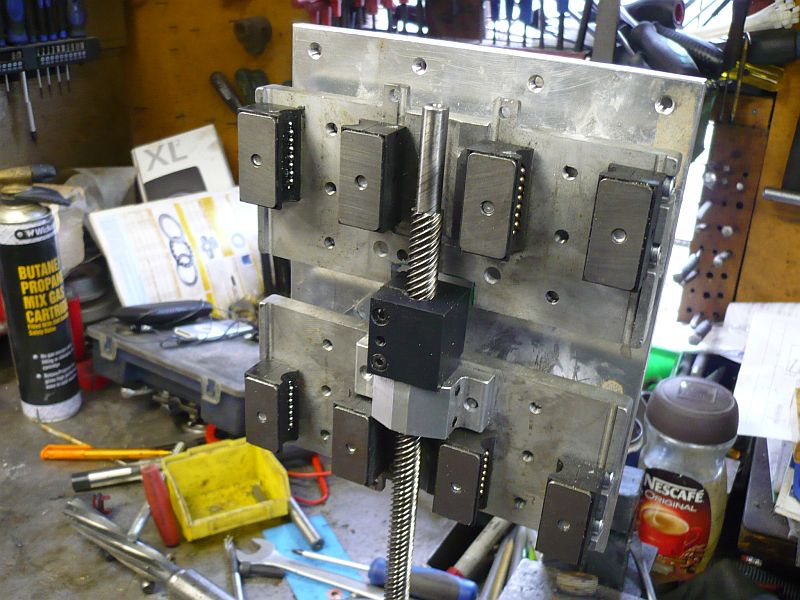
This is one made by the split method as it needs jacking screws for adjustment.
This is an 8 start thread off one of Mr Rollsie Royces test jigs in the crack detecting department. Their guys couldn't make a new nut Edited By John Stevenson on 19/10/2016 00:18:37 |
| not done it yet | 19/10/2016 08:14:10 |
| 7517 forum posts 20 photos | Nice one, John. If no hydraulic ram I suppose lesser mortals could rrange a means of pulling it down with threaded jack bolts, or even a threaded cap and suitable washers beneath.
I have progressed from my initial findings (of melting acetal and casting), thu drill core size and squeeze, to this method over a few months.
The heat and squeeze method is still more appropriate for Richard's half nut, I think, but yours for round is good. Next logical step might be whether a lathe leadscrew nut might be made in all delrin (with just a metal insert for the holding bolt/screw), rather than using delrin as an insert in the old worn out body. Edited By not done it yet on 19/10/2016 08:15:40 |
| Michael Gilligan | 19/10/2016 09:10:47 |
 23121 forum posts 1360 photos | A slight digression, if I may: MarchantDice [who I think probably know better] are listing this on ebay **LINK** http://www.ebay.co.uk/itm/TR12x2Dx600mm-2mm-Pitch-Trapezoidal-Acme-Ballscrew-Leadscrew-Fine-Pitch-/311308776672?hash=item487b72f4e0:m:mKxSqvo3Vh7GwWiplZX-0tg
MichaelG. |
Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > Screwcutting Acme threads