Forum sponsored by:

Super-Fine Feed Change Gear for a Mini Lathe
| Neil Wyatt | 11/02/2017 20:51:01 |
 19226 forum posts 749 photos 86 articles | I've put an STL for a 100-tooth Mini Lathe changewheel up on the web. I'll confess, I haven't used them yet, but with 20-t gears you will get a 25:1 reduction instead of the normal 16:1. This reduces the feed to 0.0025" or 0.06mm depending on whether you have an imperial or metric leadscrew. Neil |
| Bazyle | 11/02/2017 21:50:27 |
 6956 forum posts 229 photos | Don't have a mini lathe but would printing one 100 and one 127 fit and then also give you a route to imperial/metric while you are about it. |
| Neil Wyatt | 12/02/2017 09:19:11 |
19226 forum posts 749 photos 86 articles | You can use a 127, but it will be huge, using a 63 works just as well for all practical purposes. Neil |
| Alan Vos | 12/02/2017 15:58:51 |
| 162 forum posts 7 photos | Now that 3D printing is an option, change gears could be a smaller module, more teeth in the same space. With suitable design software and due consideration of the load the smaller teeth can handle of course. |
| Michael Gilligan | 12/02/2017 22:13:48 |
 23121 forum posts 1360 photos | Posted by Alan Vos on 12/02/2017 15:58:51: Now that 3D printing is an option, change gears could be a smaller module, more teeth in the same space. With suitable design software and due consideration of the load the smaller teeth can handle of course. . Alan, I'm not sure how small a module printed gears can realistically be, without losing the tooth profile. Early last year, John Stevenson kindly printed a 127 tooth change-gear for me at 32DP [Module 0.8]. This was a 'demonstration of concept' rather than a production component, but it is evident that the profile of the teeth was limited by the nozzle diameter of the printer.
. Neil's file may be more sophisticated than the one that John used, but I think this might serve as a caution. MichaelG. |
| Neil Wyatt | 13/02/2017 10:05:14 |
19226 forum posts 749 photos 86 articles | I printed a 0.5 mod gear for a forum member which he used successfully to fix a school projector. I think you can see the profile of this gear is OK, even on the small teeth. It runs fine with a commercial 0.5 mod gear.
I'm printing a similar one right now as a spare for my scope drive - 0.5 mod, 108 teeth. The first run had a poor profile, which I traced down to the filament being oversize (1.82mm instead of 1.75mm) so too much filament was being extruded. The replacement looks as though it's going to be better. |
| Michael Gilligan | 13/02/2017 10:08:00 |
23121 forum posts 1360 photos | Good news MichaelG. |
| Alan Vos | 13/02/2017 18:28:56 |
| 162 forum posts 7 photos | Thanks for those two examples. I should have added "and the right 3D printer". Personally, interesting as they are, I'm hanging on to my money for now. 3D price/performance continues to improve. For tpi threads, the 'close approximations' have proved good enough for the few I have needed, or am likely to need. |
| Ed Duffner | 13/02/2017 19:09:18 |
| 863 forum posts 104 photos | [Beginner question] Could a change gear be formed in delrin/acetal by gently heating the edge of an acetal blank and running against a metal gear then allowing to cool as it continued to rotate? If it works, the teeth would be long but could the OD then be turned to give root clearance? Ed. |
| Neil Wyatt | 13/02/2017 19:31:09 |
19226 forum posts 749 photos 86 articles | Posted by Ed Duffner on 13/02/2017 19:09:18:
[Beginner question] Could a change gear be formed in delrin/acetal by gently heating the edge of an acetal blank and running against a metal gear then allowing to cool as it continued to rotate? If it works, the teeth would be long but could the OD then be turned to give root clearance? Ed. Interesting idea, Ed. The scope gear has come out very well, I had to print it twice as the on first print the bottom layer was 'squished' too wide. I reduced the first layer extrude to 0.9 of normal and printed on a raft and got a very nice gear. Alan - the Dremel gives top-notch prints for about £1K, but as it's going back I've ordered a decent Prusa I3 kit. They take more setting up but are capable of excellent results once sorted. |
| Michael Gilligan | 13/02/2017 19:50:26 |
23121 forum posts 1360 photos | Interesting idea, Ed I can't see any great objection, but I have a gut-feeling that it would end up being more effort than it first appears. MichaelG. . That might be a first ! ... Neil and I started our replies with the same phrase My post was interrupted ... I was writeing it during the adverts in WRC. Edited By Michael Gilligan on 13/02/2017 19:54:38 |
| Chris_C | 19/02/2017 17:12:04 |
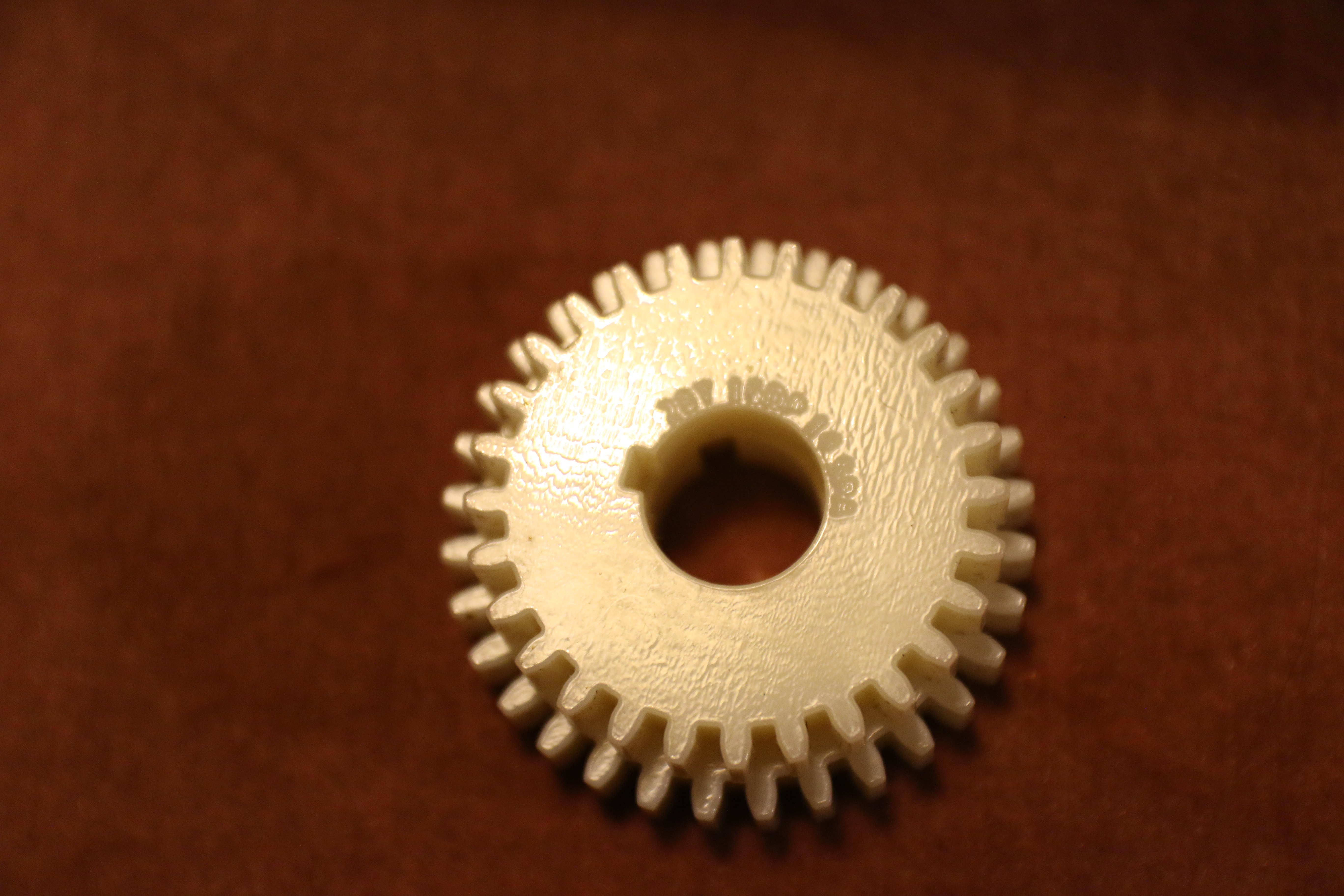
| 23 forum posts | Neil, I believe I had a very quick chat with you about 3d printed changewheels at the Brooklands show last year. As it was a very quick chat indeed and as everyone else here wasn't around, the main point is that I have a 3D printed changewheel that has been in the gear train for just over 2 years being used as a fine feed and shows no signs of wear. The downside is that it is not an extruded material print, it is a UV cure resin as I have access to that printer, but the involute profile is very good indeed. At the time I had restored a 1930's Ideal flat belt lathe and had a list of missing changewheels from my set, so I printed those and a 63 tooth (which is the one shown in the below photo and youtube link) with the view of getting them cut from cast blanks. A parameterised model was made which takes DP, tooth count, wheel thickness, bore and keyway size so by editing each of those the set was made and being printed within 10 minutes of finishing the model. No finishing of any kind was needed, all gears fitted onto the lathe and mesh well as printed. They have been such a success that I no longer intend to replace them, even gear oil on the rest of the train doesn't seem to have worried them. Happy to get some better close photos of them if there is any interest https://www.youtube.com/watch?v=dvSWuGHL9W0
|
| Neil Wyatt | 19/02/2017 17:23:10 |
19226 forum posts 749 photos 86 articles | Hi Chris, Some photos and short description would be good for MEW, especially if you briefly explain the UV cure process. I've had emails from two people who have used the 100T gears and found they work fine too. they are a bit big for the standard gear cover but fit on an unmodified banjo. Neil |
| Michael Gilligan | 19/02/2017 17:24:02 |
23121 forum posts 1360 photos | Very interested, Chris Close-up photos ... Yes please MichaelG. . P.S. could you please let us know the D.P. Edited By Michael Gilligan on 19/02/2017 17:33:07 |
| Chris_C | 19/02/2017 18:28:09 |
| 23 forum posts | Michael, these are 16 DP for an idea of size. Photos aren't great, not much light in the workshop so depth of field is a bit shallow but it shows the required detail in certain areas. I've added high res versions so they can be zoomed into.
High res link: **LINK** This one shows the lack of wear on the teeth given the use. Its sharp enough to see the tooth profile at the top of the gear by the cast one.
High res link: **LINK** The test is just visible in that, though it didn't come out super well in real life either, but it lists tooth count, dp and pressure angle.
High res: **LINK** The machine that made them is an Objet 30 Pro by Stratasys (**LINK**), so rather than material being a plastic filament melted and positioned by a CNC head, resin is deposited much like an ink jet printer and cured with a U.V lamp. I imagine there must be companies offering the services of machines of this kind, but as I have access to it haven't looked into them I'm afraid. Hopefully there is enough sharpness to show the tooth profiles in the high res photos. Neil, it you think it would be of interest to people then certainly, I can do some better photos with natural light. |
| Michael Gilligan | 19/02/2017 18:55:49 |
23121 forum posts 1360 photos | Many thanks, Chris ... Very impressive. I fairness to JS though; I must emphasise that the blue one he printed for me was: (a) 32DP, and (b) produced on a much less sophisticated printer, MichaelG. |
| John Stevenson | 20/02/2017 01:19:06 |
 5068 forum posts 3 photos | I must admit that the quality of the gear I did for Micheal wasn't good. Didn't realise it at the time. The printer is a UP2+ which is a reasonable quality and should do better. Some gears I have here are far better so lather this week [ need a new filament holder as they have changed reel size ] I'll print another 127 off on 32DP using the finest settings.
I may well have chosen a lower resolution by default. |
| Howard Lewis | 21/02/2017 16:41:54 |
| 7227 forum posts 21 photos | Haven't bothered to check , (only just thought of it) if the central boss is the right diameter for this, but , a thought. Could you not produce the same effect by using the existing 80T gears and making two new 16T gears. If this is feasible, there would be no problems with space, (as long as the banjo will allow 16T gears to be meshed correctly), and the 25:1 reduction would give the finer feed of 0.06mm / rev (0.00236"/rev)with a 1.5mm pitch Leadscrew. This would provide 0.0025" / rev with a 16 tpi Leadscrew Howard |
| Neil Wyatt | 21/02/2017 20:21:07 |
19226 forum posts 749 photos 86 articles | The 16-tooth gear will be less than 14mm diameter at the base of the tooth-spaces, which is cutting things a bit fine with a 12mm bore and definitely not enough room for the key. I think this is the main reason why the supplied 20-T gears are steel, not nylon, although they use small nylon gears on the tumbler reverse.. |
| Howard Lewis | 22/02/2017 12:52:05 |
| 7227 forum posts 21 photos | Quite right Neil! You've beaten me to it Have just measured my gears and done some calcs. A 16T gear would have only 0.84mm wall thickness, over the 12mm bore, and the key way, for the 3mm key,will break through into the teeth. Said that I hadn't checked! Must remember to engage brain before opening mouth! On an 18T gear the wall would be 1.84mm, but 1.5mm of keyway would leave only 0.24mm (less than ten thou in post Brexit units) under some of the teeth. So 20T looks to be the minimum useable even number. The 20T with my machine are "plastic" So off to do the calcs for cutting a 100T, to see if that would fit inside the cover, and then possibly to find some 8mm thick material, (most likely to be Aluminium). Apologies if I misled anyone. Howard |







Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-in{kind=link}
{kind=link}
{kind=link}
Model Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > 3D Printers and 3D Printing > Super-Fine Feed Change Gear for a Mini Lathe