Member postings for blowlamp
Here is a list of all the postings blowlamp has made in our forums. Click on a thread name to jump to the thread.
| Thread: GETTING CNC WORKING |
| 26/07/2011 17:11:14 |
He says he's in north Lincs.
Martin. |
| 26/07/2011 15:42:59 |
As just a stab in the dark - is a limit switch triggered by any chance and you are using the correct printer port number within Mach 3?
Mach 3 needs to address the correct port, or nothing will move: Printer port info here: http://www.beyondlogic.org/spp/parallel.htm#4
My parallel port interface board (CNC4PC) needs a separate +5v power supply, which is taken from a spare USB port, or nothing moves.
Pin assignments need to be correct too, so make sure they are properly set as per the manual or whatever came with the machine.
Martin. |
| Thread: Problem with digital vernier |
| 25/07/2011 14:50:55 |
Does it zero OK and what does it read at say an inch or two of slips?
Martin. |
| Thread: Getting your new mill home |
| 20/07/2011 18:23:59 |
Yeah, a lovely bit of kit.
I witnessed similar scenes last weekend in Beeston.
Martin. |
| Thread: The perfect ME Lathe |
| 20/07/2011 00:10:52 |
Billy.
The problem with a CNC lathe is that it's almost too easy to make complex shapes, that would otherwise take forever to do on our size of manual machine.
You could turn out ball-handles and Morse tapers by the million without even breaking into a sweat.
CNC really comes into its own on a milling machine and is perhaps the better parallel to your wife's automated sewing machine.
Not trying to hijack this thread, but here is a couple of videos of me going through the steps in CAD and CAM, of cutting a simple tyre with some writing 'embroidered' onto its sidewall.
Martin.
|
| Thread: Proxxon machine tools |
| 19/07/2011 10:55:40 |
Could you run to a C3 mini-lathe from somewhere like Arceurotrade or Chester etc?
The advantage is their popularity and range of accessories. Commonly available tooling is a plus point too.
Martin. |
| Thread: The perfect ME Lathe |
| 18/07/2011 17:07:58 |
I'm in agreement with many of the suggestion that have already been made, but here's my list of desirables.
Variable speed, with a couple of pulley ratios for extra torque and quiet running. No stripping to replace the belt.
Easy provision for indexing the spindle to enable graduating etc.
Camlock spindle (or even 3 stud fixing if easily accessible), with big bore.
Lever operated (or rack drive) tailstock quill with camlock clamp of tailstock to the bed.
Electronic leadscrew/feedshaft that replaces the gearbox and change wheels, to allow for any thread pitch, plus power cross-feed.
Substantial Inverted (hardened) Vee-bed, designed as far as possible to shrug off swarf from the ways. Plenty of saddle surface area in contact with the bed for low wear.
Tee-slotted (along its length) cross slide with top slide that has a long travel, with nice, meaty gib strips - taper type if possible.
The Sieg C4 seems to be going in the right direction - if only it were a little larger.
Martin. |
| Thread: I need a mill ? Manual or CNC?? |
| 18/07/2011 12:15:15 |
CamBam is vastly more adaptable than Cut2D for similar money - not as pretty to look at maybe, but capable of doing much, much more.
Martin. |
| Thread: What happened to the Myford sale thread? |
| 16/07/2011 19:34:46 |
Yes David. It's just another case of the productive working man being dragged down by the multitude of officials, pen-pushers and all the other 'qualified-up-to-their-eyeballs', hangers on.
Martin. |
| Thread: Bevel Gear |
| 11/07/2011 09:52:27 |
If it's an indexing turret, why does it need to be geared?
Most skilled people I know would shy away from making a bevel gear, so it's manufacture should not to be undertaken in too casual a manner
 Can you tell us a bit more about your device to give our collective brain something to ponder over?
Martin. |
| Thread: I need a mill ? Manual or CNC?? |
| 10/07/2011 00:06:55 |
You had better start learning CAD/CAM then Edmund
 Martin.
|
| Thread: No 4407 More Errors |
| 10/07/2011 00:01:50 |
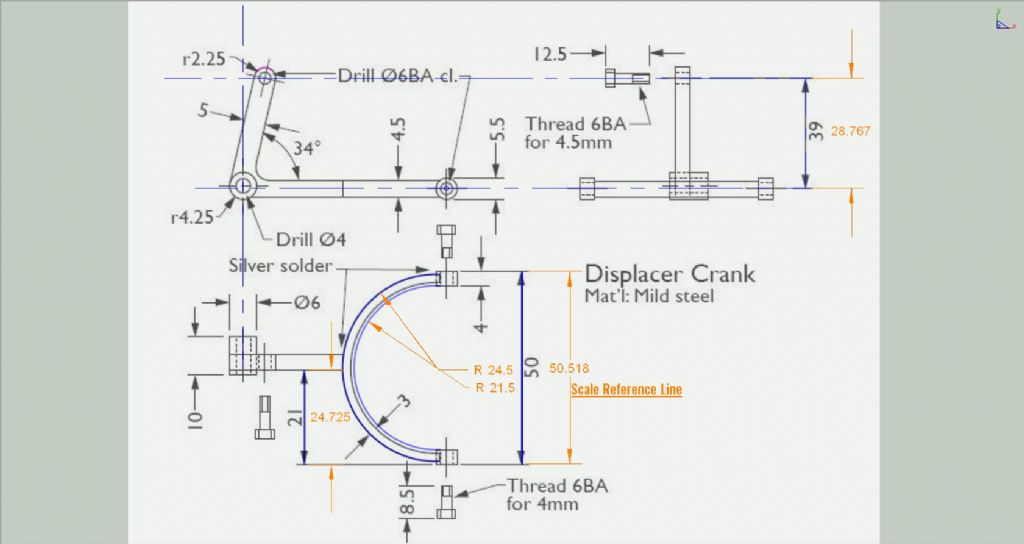
As a little test, I've roughly scaled the drawing to the 50mm reference line and overlayed a few arcs and lines with their actual dimensions and some are pretty far out, as can be seen in the picture.
The large arc is ok, but the smaller one is not so good when compared to the theoretically correct one I've put in.
The 21mm measurement is miles out, as is the 39mm one.
I know we don't scale from the drawing, but it should bear a closer resemblance to reality than this one appears to.
 Martin. |
| 09/07/2011 15:39:28 |
I get that angle at 77 degrees by tracing over it.
Martin. |
| Thread: Emco Mill bent spindle mystery |
| 08/07/2011 15:28:39 |
Posted by Ian P on 08/07/2011 15:10:13:
...I was unaware there was an antipodean version of the mill, but its not impossible...
Ian
I think John means that the bearing arrangement is upside down to how it should be, for best effect.
I must agree that it is a poor design thought.
Martin. |
| Thread: Best way to improve fit of main spindle quill in casting (long) |
| 07/07/2011 19:38:07 |
Posted by Ian P on 07/07/2011 18:52:02:
Yes the horizontal sawcut is towards the bottom of the bore, same as in the picture. I do not have anything I can accurately measure the upper part of the bore ID but it is definately worn to an unacceptable extent, so it needs bringing to the correct ID whether its parallel or not.
Ian Ian.
From what you say, it's beginning to sound like it might have been inaccurately machined at the factory.
Before doing much else, it would seem sensible to establish for sure if it is worn or just oversized from new.
If it turns out that you've got a perfectly circular and parallel bore that is merely too big, you're risking quite a lot by attempting to sleeve it and this is why I say have a look at making a new quill to fit.
At worst, it would only be a waste of your time and a little money if it didn't work out.
What kind of bearing arrangement does it have - is it a needle-roller lower bearing by any chance?
Martin.
|
| 07/07/2011 11:52:33 |
Posted by Ian P on 07/07/2011 11:21:28:
Its not really usable to my satisfaction, mainly because when the quill is clamped tight enough to remove play, it is not parallel to the Z axis column.
Ian Is that looking from the front or the side and does the quill move freely?
I'm just trying to get feel for where the alignment errors are.
Martin. |
| 07/07/2011 10:51:52 |
Is the machine usable (to your satisfaction) with the quill clamp nipped down enough to remove play, but still allow free movement, i.e. does the bore return to a true circle?
If it does, then I'm thinking you could leave it in this semi-permanent state and make some other arrangement to lock the quill when you need to.
It would save a lot of work and could be used as a means of taking up any wear in the future.
Martin. |
| 06/07/2011 22:08:55 |
Posted by Ian P on 06/07/2011 21:38:50:
One other point, I think making a new quill body is going to be harder than modifying the hewad casting, apart from having to get the two bearing seats at opposite ends of a tube in perfect alignment, there is the problem of cutting the rack for the pinion.
Ian You've done the hardest part in making the spindle, in my opinion
 Clock your new quill in the four jaw and run the free end a fixed steady to machine each bearing seat, whilst maintaining alignment.
There is a few ways to do the rack depending on the equipment at your disposal.
You could use that between centres boring bar in the lathe to cut the teeth with a bought or home made fly-cutter (form tool).
You could use the milling machine itself - rough the teeth with a small end mill and finish with a suitably shaped D-bit type of cutter
You could use a shaping machine.
Get a friend to do it
Martin.
|
| 06/07/2011 19:00:08 |
Is the bore of the casting worn, or was it machined oversize - maybe even bored with the clamp bolt nipped down, thus making a tapered bore?
Anyway, if the bore is oversize but parallel, I'd be inclined to look at making a new quill rather than sleeving the casting. Fitting a sleeve could be hard to do and have it stay in position, if it's got to be split for the purpose of clamping.
Martin. |
| Thread: New Viewer for MEW |
| 03/07/2011 14:43:04 |
I'm on Windows 7 64 bit, but using Internet Explorer 9 in 32 bit mode without a problem to view the sample Digital Issues.
Foxit PDF reader is good and free if anyone is looking for such a thing.
Maybe it might be worth updating video card drivers from the manufacturers website to get the latest and greatest version and see if it helps?
I don't think Windows Update always retrieves the newest versions and I've had problems in the past that, in my case, have been sorted by going to the nvidia website.
Martin. |
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!