Member postings for Tel
Here is a list of all the postings Tel has made in our forums. Click on a thread name to jump to the thread.
| Thread: Turning very thin bar |
| 17/01/2012 10:24:15 |
| 'cos the job is a short section of 0.070" turned on the end of a bit of 3/32" rod - presumably the tail on a valve spindle, or some such. (post#1) |
| Thread: 9x20 Lathe Parts |
| 13/01/2012 22:18:52 |
 Thanks for those - all handy stuff to have as I came to terms with this one and what it needs. It was bought, and will always be, a second machine in my shop, as the Myford has pride of place, but with a resident brother in law and an interested son in law I had to ease the pressure on the old gal somehow! Thanks for those - all handy stuff to have as I came to terms with this one and what it needs. It was bought, and will always be, a second machine in my shop, as the Myford has pride of place, but with a resident brother in law and an interested son in law I had to ease the pressure on the old gal somehow! |
| 13/01/2012 16:39:02 |
| I'm no expert on the 9x20's by any means, having only had mine for a few weeks, but it seems to be pretty well accepted that they do not come RTR out of the box. You probably need to steel yourself to the fact that you will need do do some work on it. I've certainly found that to be so. |
| 13/01/2012 09:35:25 |
| It's more intuitive to wind the handle clockwise to move the slide in, other than that I don't think there is any reason not to use a r/h thread. BUT it is just as easy to cut the thread l/h anyway, so why not have it going the 'right' way. Same with the nut - odds on that will have to be screw cut as well, and it is no more difficult to make it l/h |
| 12/01/2012 21:29:35 |
| Have a look here |
| Thread: Anyone willing or able to cast a small Top Hat ? |
| 12/01/2012 00:52:44 |
| Might be easier to fabricate one in brass. |
| Thread: Basic geometry question |
| 11/01/2012 07:55:34 |
| Yeah, well now that we are all curious ....... WHY?????? |
| Thread: Mystery Tool |
| 07/01/2012 05:38:19 |
| I still have two of 'em in my kit - used to use 'em on a daily basis back when the world was still flat. |
| Thread: Wheel Cuting thin tooth? |
| 07/01/2012 05:34:06 |
"Blank size won't cause this error; blank too small, all teeth slightly too thin and vice versa." Ah, but what happens if the blank is the wrong size and the (correct) depth of cut is set on said incorrect blank? (I don't know, just posing the question). Edited By Tel on 07/01/2012 05:35:10 |
| 06/01/2012 08:25:08 |
AHA! The magic phrase! Rotary table! I've never had much luck with gears using mine. My gear cutting is all done on my version of Harold's whiz-bang dividing head!  |
| 05/01/2012 21:20:04 |
| It's on all wheels? That seems to say blank size error then. Silly queation, but have you counted the actual teeth it's cutting? |
| 05/01/2012 21:08:42 |
Yep, almost certainly a slight slip with the indexing - I had the same thing happen on a 40dp wheel about a year ago - one thin tooth, one fat tooth beside it! (N + 2.76) M tho? I use (N+2) M - same as DP's - works ok for me - I cut 3 x Mod 1 45t's yesterday, in fact - I'll get a pic of 'em later.  |
| Thread: Blacking |
| 03/01/2012 03:20:36 |
| There's no need to run your piece up to red heat at all - just heat it until it reaches the colour you want, then quench in oil. As others have said, the type of oil is not too critical, you can even set the colour in water and then oil it, but it won't be as long lasting. |
| Thread: Turning very thin bar |
| 01/01/2012 10:32:53 |
| Yeah John, I read about rose bits some time back in the 80's - probably either Tubal or LBSC - made up a few in common sizes (still have 'em) but don't like 'em as much as the box tool. |
| 31/12/2011 19:26:58 |
| Yeah Norm, I made mine in 1994 and its probably only been used a dozen time since, but when it is ...... |
| 31/12/2011 10:09:25 |
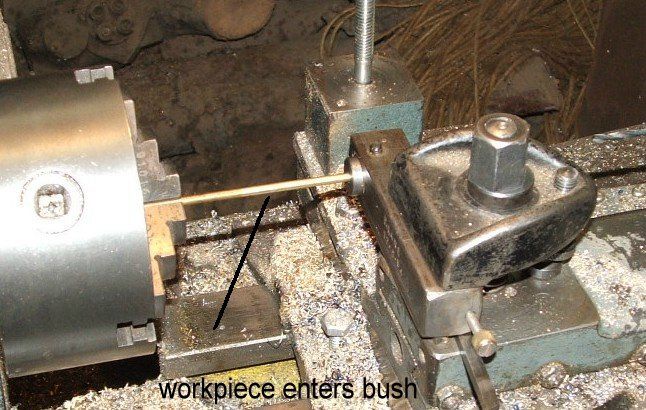
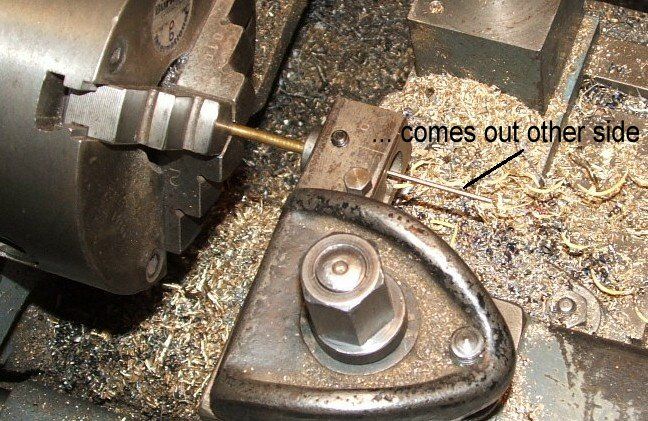
Yes, it does suffer from the defects you mention, however, as it is principally used as a single pass tool on stock material I have not found it much bother - the range of bushes you need will not be that great, and once you have 'em, you have 'em! What you see in the pics is a bit of 1/8" brazing rod taken down to an accurate 1/16" in a single pass. Now the beauty of it, of course, is that length, within reason, is no object - I would be pretty confident that I could turn 6 or 8 inches of 1/16" with no trouble with that set-up. |
| 31/12/2011 07:51:30 |
   |
| 31/12/2011 07:45:26 |
You probably need to take a bit of time and make up a version of my handy-dandy box tool, along with a handful of guide buses for it - doesn't get used often, but when it does it's priceless! 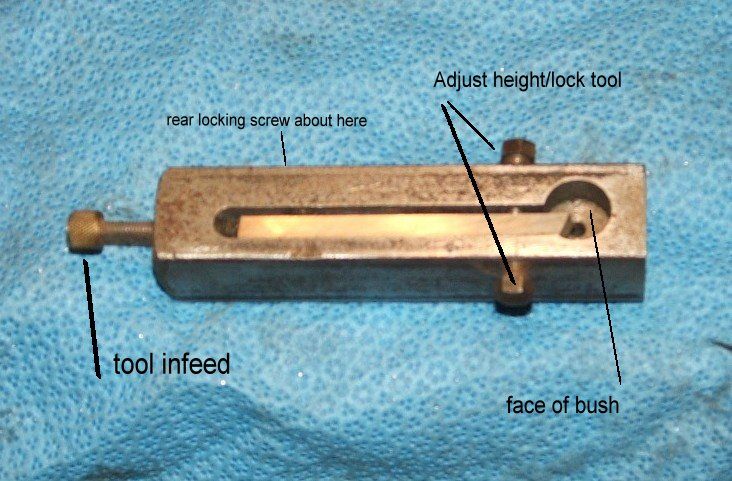 |
| Thread: How do I cut this taper |
| 29/12/2011 03:02:06 |
| Since the dims are given in fractions I should think that 'rule measure' is plenty close enough. As for the grads - they still make mirrors y'know! Edited By Tel on 29/12/2011 03:05:30 |
| 28/12/2011 21:02:46 |
'How do I set my compound slide at an angle of less than 1° grrrr' The taper being purely cosmetic, you will get it close enough by simply eyeballing the graduations on the top slide base - set it to the 'under' side of the 1° mark. |
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!