Forum sponsored by:

spin indexers
| jomac | 30/07/2009 13:49:51 |
| 113 forum posts | Iv'e seen spin indexers on E/bay and in ME and MEW, so are they better than a geared type. I built on indexer which is a cross between L. Sparey and G Thomas types, but without the indexing plates, I only use the available gears for the two lathes. It works, just doing the maths is the problem. Now I think a spin indexer with a 36 hole disc uses the vernier holes in the following way, You start with the pin at hole 0 then turn the disc to the next hole which is number 1, and so on, to hole number 9, and continue, by starting back at hole 0 again, turning your blank continuously as you go does this the give you 360 divisions. What happens if you have less holes in the indexing disc, ie, 25.30.40 etc. Iv'e never seen one in action, only dividing heads, So can some one please explain if I am on the right track. Also could I suggest to the editors is it possible to do an article, with drawings on how to make one of these, BUT without castings, just out of scrap or what you can buy from a steel merchant , here in OZ shipping costs are horrendous. so a casting is out for me.
|
| David Clark 1 | 30/07/2009 14:20:28 |
 3357 forum posts 112 photos 10 articles | Hi There
Spin inexers are useful but only work to 1 degree divisions.
What is usefule is that you can make your own plates and they don't neeed to be equispaced.
You can make them to suit the job.
I have done this on a couple of occasions.
Also you can drill holes in the plate to bolt the component to as well.
Spin indexers take 5C collets and they can be difficult to tighten up tightly.
regards david
|
| John Stevenson | 30/07/2009 19:28:55 |
 5068 forum posts 3 photos | Just to point out that the Spin Indexer as sold by Arceurotrade, is to a unique design that can hold ER32 and 5C collets on the same tool with no modifications. Given that the 5C series works in fixed sizes and the ER system works over a 1mm or 40 thou range per collet with no gaps this gives you two bites of the cherry depending what collet system you run. Another plus is the ER series is the only work holding and tool holding system readily available so it has a spin off for the people who share collets between a mill, lathe and attachments. John S. |
| duncan webster | 25/09/2014 15:35:15 |
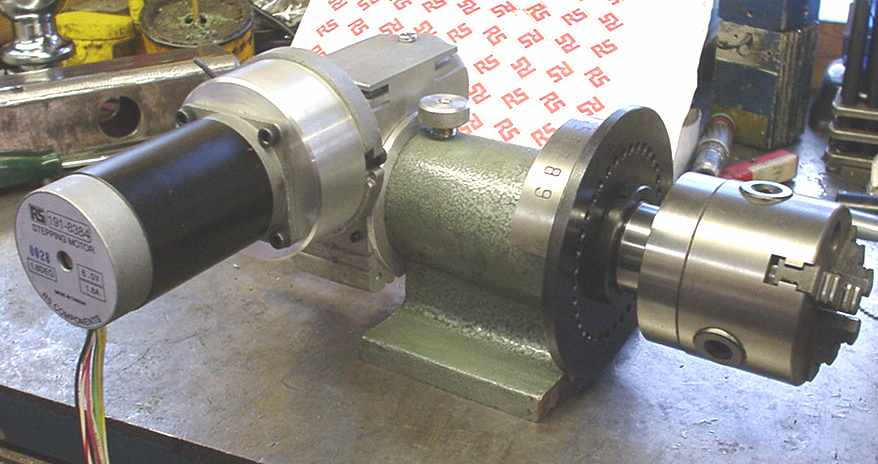
| 5307 forum posts 83 photos | Someone must have done this, so it could save some thinking time. Has anyone converted a spin indexer to CNC or division master using a stepper motor? If so can you post photos/drawings |
| John Stevenson | 25/09/2014 16:20:42 |
5068 forum posts 3 photos | This any good Duncan ?
Not got time for a lot at the moment, gotta shoot out and deliver a machine. |

Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > spin indexers