Forum sponsored by:

Sheared Drawbar
| mgj | 15/02/2011 18:45:45 |
| 1017 forum posts 14 photos | Are you sure the drawbar isn't 3/8 Whit. Mostly they are in 2MT, but thats no guarantee. Terry makes a sound point - you can grind or drill close up to the threads, chuck some Plusgas onto them and leave them to soak, you'll probably get the threads out with a spike of something. Once you get a lead in, a tap will do the rest? |
| Les Jones 1 | 15/02/2011 20:03:44 |
| 2292 forum posts 159 photos | Hi Roger, If the hole is reasonably deep you could try loctighting a bar into the hole and trying to unscrew it by gripping the bar. If that does not work you could free the bar again by heating it. Les. |
| Steve Taylor 2 | 15/02/2011 21:11:06 |
| 35 forum posts 6 photos | I'm sure the thread is 3/8 however the blank stem of the drawbar is 8mm, which it needs to be to pass through a Centec spindle.
Thanks for the suggestions, however I will try the Dremmel followed by 24 hours of penetrating fluid before the next step though.
Its obviously been broken a long time and its likely the previous ownwer broke the drawbar trying to undo it so its probably very stuck |
| Michael Wilde | 16/02/2011 09:01:46 |
 25 forum posts 16 photos | When I'm 'stud busting' at work I go in with a drill (carefully) just below tapping size. This then usually breaks through on one side to expose the threads. I then use a small chisel or scriber to start the thread unwinding. You can then get some needle nose pliers on the loose end and peel the rest of the thread away by turning the pliers anti-clockwise. This is best done on a milling machine (I use a kearns horizontal borer) so you can get as accurate to the centre of the thread as possible. When done right the offending stud comes out in the form of a helicoil insert. Lots of penetrating oil works wonders too, especially on plant that's been in service for 20 years and has got lots of steam 'scale' all over. Edited By Michael Wilde on 16/02/2011 09:06:05 |
| The Merry Miller | 16/02/2011 12:05:13 |
 484 forum posts 97 photos | Michael's technique is exactly the one I used many many years ago in Stepney Power Station. I also used to run a small diamond point chisel down the inside of the thread to create a very small channel and then spend many happy hours picking out the threads. I remember doing this at one time lying on my back at the bottom of a steam receiver with only 18" of headroom and operating a large ratchet drill by hand only to get the core of the stud out. The studs in this instance were about 1.5" diameter and in about 2.5" Happy days. |
| Steve Taylor 2 | 17/02/2011 19:56:36 |
| 35 forum posts 6 photos | Well its finally out, thanks to everyone that gave advice.
Just so you know I ground the broken abor until I could just see where the thread was then soaked it in penetrating fluid for 48 hours and used an easy out, it came out fairly easily in the end.
The odd thing is; its a 3/8 BSW thread, (I can post a photo if needed) I suspect theres a contributing reason the old one was stuck. |
| mgj | 17/02/2011 22:18:33 |
| 1017 forum posts 14 photos | Steve, its no surprise it is BSW - an awful lot of 2 morse drawbars are. Probably its broken just above the thread where the thread runs out it runs out, which is the stress raiser. That will be true whatever steel was used. When you make your next one (!) could I suggest a groove to run the die into. One of these cases where removing metal strengthens the assembly. You see a lot of these grooves cut square with an ordinary parting tool - a nasty unpleasant and barbarian habit. (nearly as as bad as just stopping the die) They need to be rounded (ish). Anything is better than a sharp corner. (With due apologies to grannies if appropriate) Edited By mgj on 17/02/2011 22:21:38 |
| Steve Taylor 2 | 17/02/2011 22:32:10 |
| 35 forum posts 6 photos | I will need to make a new drawbar, I will have 5 drawbars for one machine, 2 horizontal and 3 vertical.
Can you clarify your idea please, are you saying a round shear groove could be cut above the point of thread entry so if it should break it will allow something with which the stub could be removed, or a long groove along the length of the thread. |
| mgj | 18/02/2011 18:58:02 |
| 1017 forum posts 14 photos | 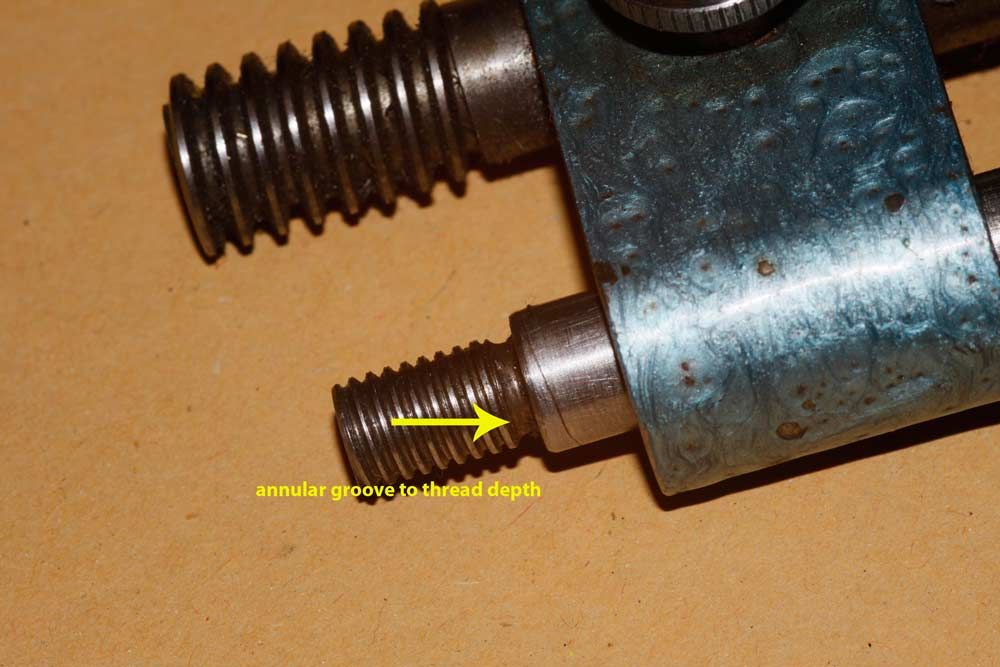 |
| Steve Taylor 2 | 18/02/2011 19:25:06 |
| 35 forum posts 6 photos | What does that do (sorry if its obvious) |
| mgj | 18/02/2011 20:12:15 |
| 1017 forum posts 14 photos | Three things - the least important first. It will screw neatly up to a shoulder and is much more likely to locate square. - which is pretty handy in a drawbar It means that the load form tightening up the nut or drawbar is carried in the threads and that any stress from that stays in the threads. The longitudinal load is carried in the minor diameter. Because you have a gradual transition in section (rounded groove), there is no stress raiser to concentrate the stress artificially. thus stress levles are lower and the item is stronger and less likely to shear than if you just stop the thread. nad hte hting is much stronger, than if you just stop the thread. As I recall - because I haven't done the sums for a very long time - by a factor of about x3. The fatigue life is increased significantly. In engineering you never want a violent change in section and all sharp corners should be radiused. Not doing so is a very nasty dirty habit which weakens things unecessarily, makes them more prone to fatigue fracture, and is akin to picking ones nose (or worse)  in church. Lots of corners don't get radiused because machinists are to damn idle to radius tool tips properly, or to put grooves in where grooves should be put in, to the considerable detriment of the item being made. in church. Lots of corners don't get radiused because machinists are to damn idle to radius tool tips properly, or to put grooves in where grooves should be put in, to the considerable detriment of the item being made.  It should be done as a matter of course with cut threads - screwcut or die. Edited By mgj on 18/02/2011 20:13:40 |
Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Workshop Tools and Tooling > Sheared Drawbar