Forum sponsored by:

Equipment for brazing?
| JasonB | 06/06/2023 07:21:11 |
 25215 forum posts 3105 photos 1 articles | The advantage of the Sievert type torches is there is a far larger range of burners available so if you dis want to braze something larger or of thicker section then it is just a case of buying the burner not a complete new handle/neck/hose and burner or a welder which you would need to do if the 404 were found lacking. I very rarely change burners so ther is really no need for a small one, the standard can do all but the largest work. I'm not sure if gas consumption is all about what the torch burns in an hour, the higher Kw rating will mean that the torch gets the job upto temp in less time so therefor you are not running it for so long which will negate any savings from a lower hourly usage. It would help if you could give an idea of the type of things you want to make, one persons small is anothers large, even a boiler could be anything from a 2" dia pot boiler to a 7-8" one for a 3" traction engine. If you are mainly doing thin sheet work like Ian shows or small section stuff then the 404 may do you. I wonder if the 404 would be able to silver solder let alone braze something like this which is 10mm thick plate at the ends and 5mm wall tube. Silver soldered with the 7.7Kw Sievert?
Or a flywheel like this with 14mm dia rim and 8mm spokes
At the other end of the scale something like this small 20mm tall brass fabrication can be done with the same 7.7kw burner. The 630deg temp of silver solder means you are a long way from risking damage to the brass part which is far more likely at brazing temperatures. It starts to get to a point where the brass and bronzes become soft enough to distort even if thin parts don't melt particularly if you ar eapplying any form of clamping to hold the items together.
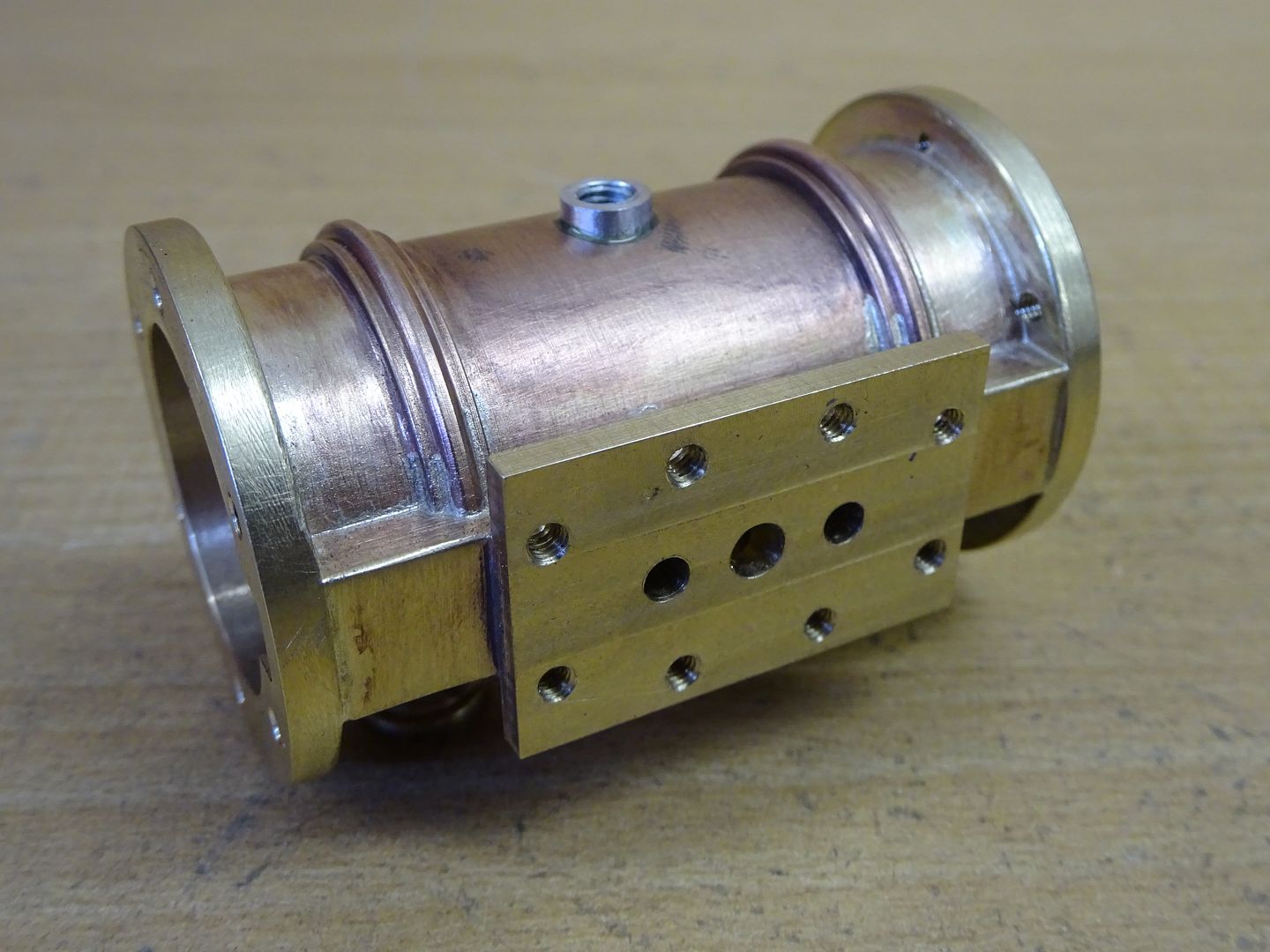
I don't know how well someone could mig braze that but I would not want to try. The other thing to think about if you did go for the welding or mig brazing option depending on what you want to make is how well does the filler material flow. Weld will just produce a fillet and what I have seen of mig brazing it again seems to form a fillet and not flow like the filler rod has in my test piece posted earlier. So if you want to fabricate say a cylinder for a model steam engine and solder on a block to form the port faces will you be able to seal that to the curved cylinder wall so you don't get air/steam passing between ports, certainly not with weld and I think unlikely with tig brazing. Typical cylinder fab, 24mm bore brass and 660 leaded bronze again stuck with silver solder and 7.7Kw burner
Edited By JasonB on 06/06/2023 07:25:46 |
| Paul McDonough | 06/06/2023 11:24:15 |
| 54 forum posts | Nice fabrication @JasonB, I prefer the idea of brazing simply because it lends its self to a wider range of uses. Amusingly for me I am familiar with the range of sievert burners, handles and accessories from over 40 years ago as we tried a bunch of different burners in our propane fuelled Stuart D10 powered London dock tug and settled on a 9000Btu /3kW ish unit. I recall the ‘spare’ parts came in useful for making up torches for heating stuff up and soft soldering. As much as I fancy giving TIG a go (not tried this or MIG ) I know that a conventional brazing set up would be more use overall. I expect I’ll end up with whichever I need first! |
| Jelly | 06/06/2023 12:29:30 |
 474 forum posts 103 photos | Posted by JasonB on 06/06/2023 07:21:11:
I don't know how well someone could mig braze that but I would not want to try. The other thing to think about if you did go for the welding or mig brazing option depending on what you want to make is how well does the filler material flow. Weld will just produce a fillet and what I have seen of mig brazing it again seems to form a fillet and not flow like the filler rod has in my test piece posted earlier. So if you want to fabricate say a cylinder for a model steam engine and solder on a block to form the port faces will you be able to seal that to the curved cylinder wall so you don't get air/steam passing between ports, certainly not with weld and I think unlikely with tig brazing. This is a fair point about MIG and TIG brazing, whilst they preserve the option to join dissimilar metals, they do use a different approach to joint design, which is more closely aligned to welding; although for TIG brazing it certainly is possible to do conventional capillary-action brazing of small parts, (much in the same way you can with carbon-arc if you're a masochist). In your example shown above, making the part using one of those processes would ideally have a joint with a wider fillet (toe-length 80%-100% the thickness of the base material), and owing to the size would almost certainly need to be done with a small TIG torch (definitely a No. 9 with a small cup, possibly an MR70 micro torch would be a better option for someone working on items of that size all the time). I would however fully expect the TIG Brazed example to take a fraction of the time required, and require no pickling or further clean-up. . The point about the choice of joining process dictating joint design then carries over into the cylinder example, where a welded approach would be to use a weldment with individual joints at each port welded from the inside (or both sides depending on thickness and shape) then machine as a second op if the surface finish of the ID was critical... Which is far more economical (and again faster) on a larger item, but challenging to downright impossible as you get down to very small assemblies like your 24mm bore example. . Very small items are generally the one place that brazing (and in your shoes I would go for pre-placed powdered braze in a furnace rather than use a torch because I'm much too ham-fisted for such small parts) can achieve things that conventional welding processes can't. If we ever get to the point of laser welding machines being affordable at a consumer price point, I would expect the scope of the advantage brazing has there to diminish somewhat further, but there's a way to go yet. |
| JasonB | 06/06/2023 13:51:12 |
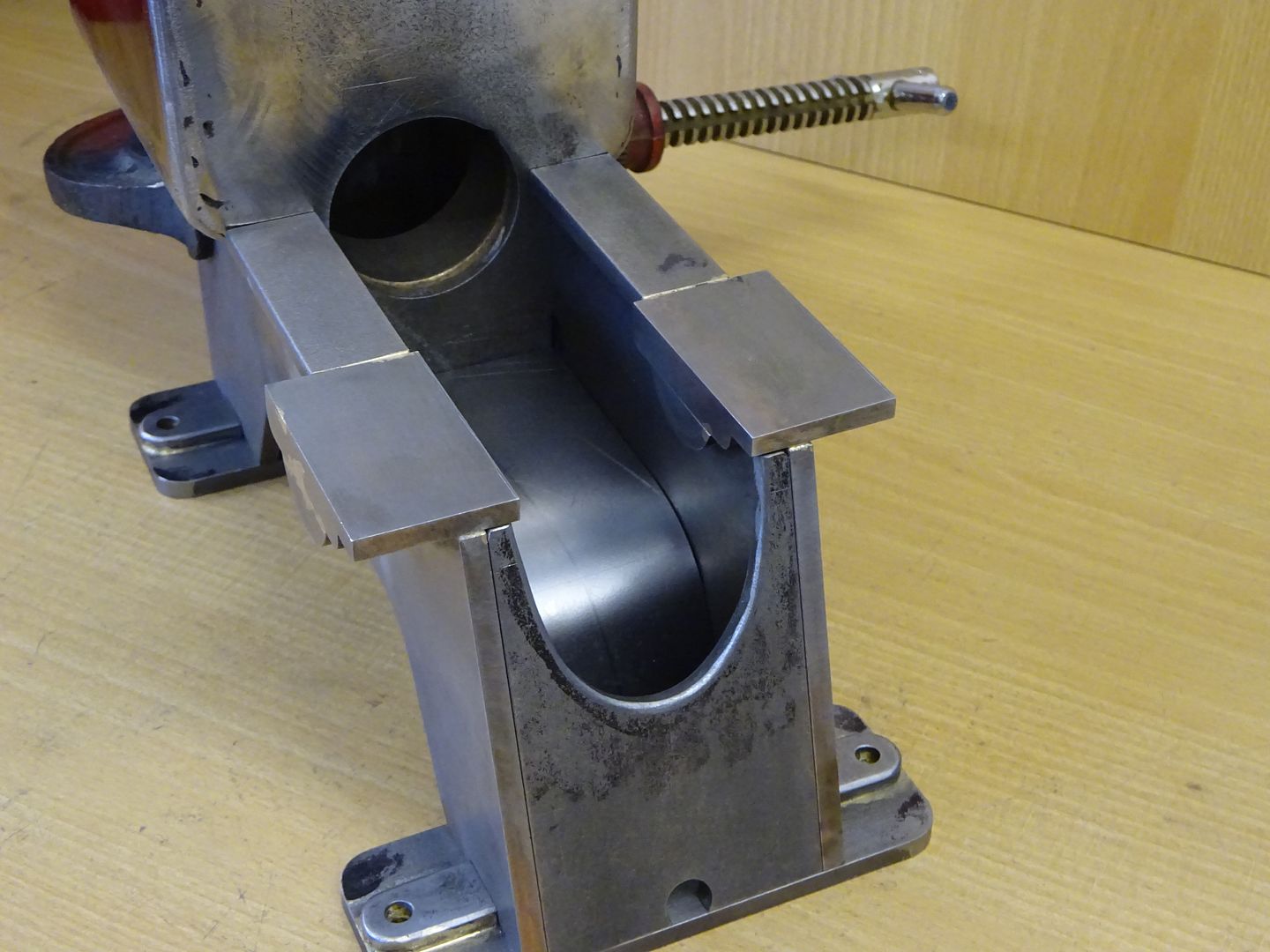
25215 forum posts 3105 photos 1 articles | Yes not sure I would trust some of those cheap laser welding videos that pop up but have seen proper ones being used. The torch is a good starting point as it can do a lot but as you make more things you will find the other methods also have their uses or a combination will be needed. Take this 1/3rd scale Ruston gas engiene
Most of the main plate work was Welded with my poor stick welding work
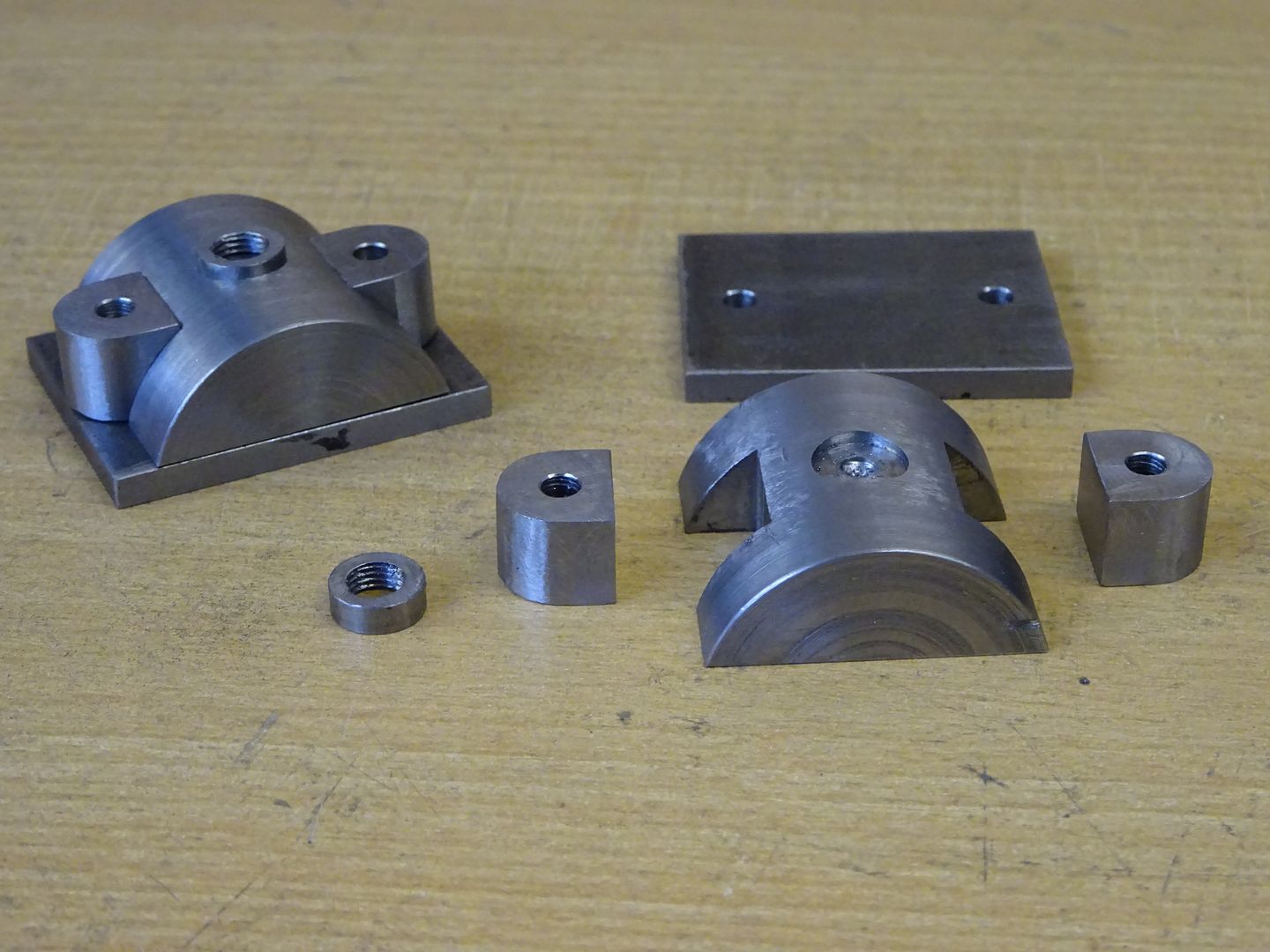
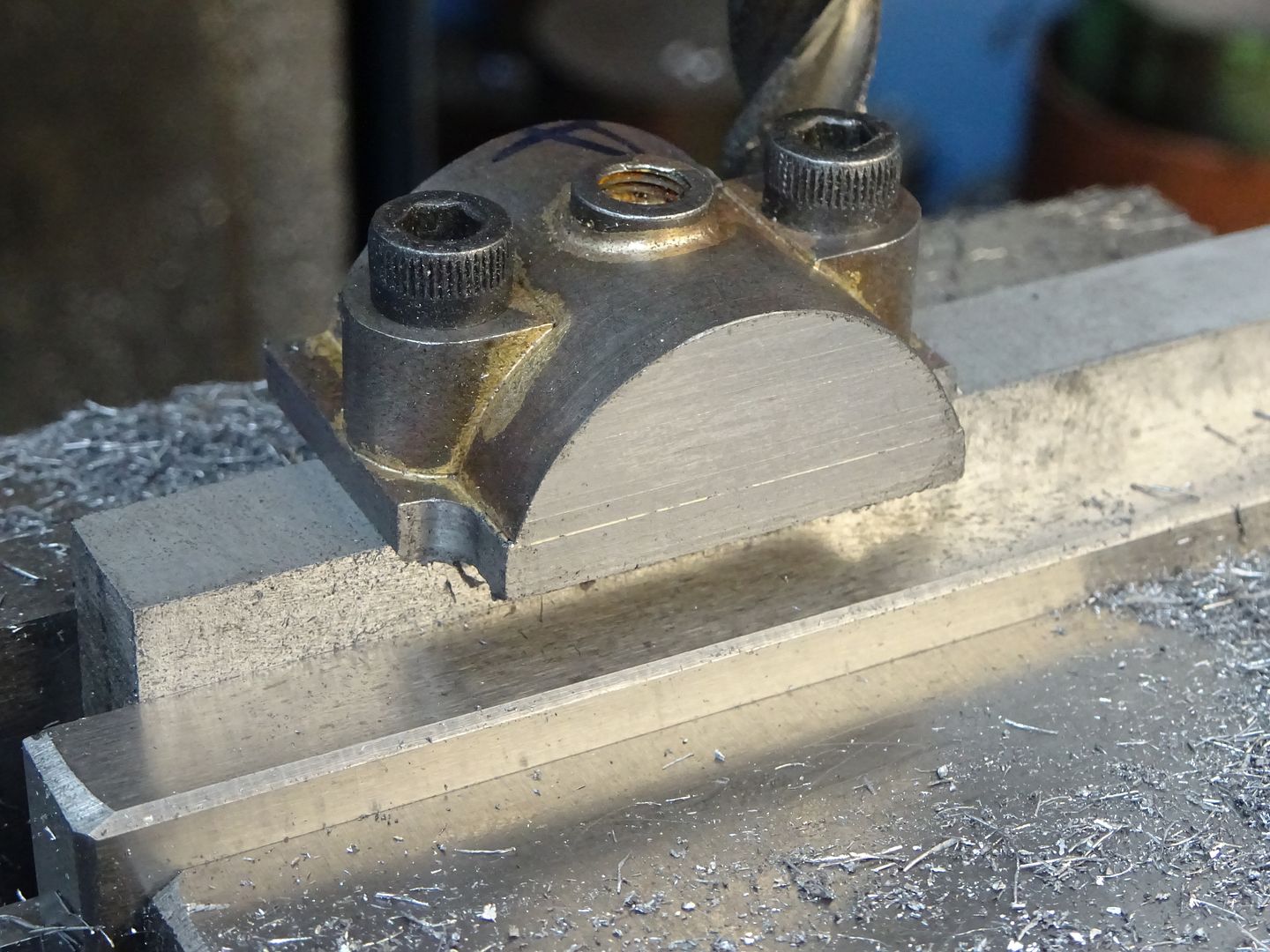
Smaller parts were silver soldered onto that like the lower bearing housings, bosses on the fet
The upper caps were also silver soldered fabrications (M4 screws for an idea of scale)
I don't think I soft soldered anything on this one but a few cosmetic bosses etc were bonded on with JB Weld and finally there is some body filler particularly around the feet that can be seen in the first photo.
|
| noel shelley | 06/06/2023 14:15:05 |
| 2308 forum posts 33 photos | Jason has illustrated very well the capiliary action of brazing and it's small fillet that makes a fabrication both strong and gives the immpesssion of being a casting ! The equipment needed is modest and one can soon learn the skill. Tig, MIG or MMA would not be able to produce this part as well , it would take much longer to learn the skill and the investment in equipment more costly. It is a case of horses for courses. It very much depends on what you need to make, your skills, and the equipment to hand. For me Jasons part I would cast, but thats because I have the gear Etc. Noel. PS I also have oxy-propane, air- propane, MIG, TIG and MMA. PPS, Jason is the cooling water tank stainless ? Edited By noel shelley on 06/06/2023 14:17:12 |
| JasonB | 06/06/2023 14:39:52 |
25215 forum posts 3105 photos 1 articles | No just a steel fabrication, should not be much worse than cast iron like the original. I usually slosh something around inside to as a bit of protection. Three is a cast iron sleeve that passes right through to form the cylinder Loctited in at each end which is the usual way that most of these models from castings are done as it makes for a much simpler core to form the hollow inside rather than having to have it wrap around a cored cylinder to form the jacket
These models can often be run without water if they are just ticking over for short display runs as they only tend to get hot when being worked or run for long periods and in the case of the hit & miss ones you are pumping cold air in and out of the cylinder during the miss strokes which helps with cooling. |
| Nicholas Farr | 06/06/2023 15:33:39 |
 3988 forum posts 1799 photos | Hi, in my last day job I once had to repair part of a Go-cart chassis, It was a tubular frame and a couple of small struts had broken away from a main tube where it joined another one. When I clean the area of paint, the struts and the two tubes were MIG brazed together. Well, the firm had no equipment for doing MIG brazing, and when I told the supervisor about it, I was told to do it with Oxy-acetylene, so I said it won't look as good as it was done before, and it would show up against the existing well brazed part. He just said not to worry about it and just do it, so I did. Whoever did the brazing on it when it was made, was certainly good at his job. Regards Nick. |







Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > Equipment for brazing?