Member postings for Roderick Jenkins
Here is a list of all the postings Roderick Jenkins has made in our forums. Click on a thread name to jump to the thread.
| Thread: New Drummond Project |
| 26/06/2011 11:02:30 |
Alan, When I had a Zyto I used a continuous thin flat belt that came off a scrapped diamond wheel cutter. This was very good, much, much better than the leather belt with clicking joiner the lathe came with. You have to remove the spindle to get it on the pulleys but that was not much of a task - you'll probably be doing that anyway. http://www.lathes.co.uk/page4.htmlseem to sell the sort of thing I had. HTH Rod Edited By Roderick Jenkins on 26/06/2011 11:02:51 Edited By Roderick Jenkins on 26/06/2011 11:06:03 |
| Thread: Something to ponder 01 |
| 24/06/2011 12:32:27 |
As a man who has absoulutely zero experience of steam engines large or small I feel eminently qualified to join in the discussion
 I guess that the 1200HP comes from the rate at which the steam is generated. When the engine is standing in the station and the safety valves are gently hissing then the fire is only just big enough to keep it at that pressure. When the train starts then the pressure will rapidly drop as the steam is consumed in the cyclinders until the fire is built up again in order, at full chat, for that 1200HP to be available continuously. And thereby lies the skill of the fireman, ensuring that the safety valves are sizzling in the station but wailing like banshees at the bottom of a steep bank, feeding the coal and water at the appropriate rates and adjusting the blast to keep the fire just right. Has this got anything to do with question2?
Rod Edited By Roderick Jenkins on 24/06/2011 12:33:45 |
| Thread: flip up toolholder |
| 21/06/2011 09:14:53 |
My comments referred to the practise of setting the topslide to half the thread angle, I should have made this clearer. No method is universal, the Tubal Cain system falls down when you are cutting a small thread between centres: the topslide fouls the tailstock. There have been several designs for retracting/rising tool holders over the years and this one seems to me to be the simplest and most practical - I shall be making one for myself, 'cause the memory is failing! So, thanks chaps.
cheers,
Rod |
| 20/06/2011 19:58:40 |
I favour the screwcutting method advocated by Tubal Cain in "Simple workshop Devices". He set up his topslide to be parallel to the job and used the cross slide to set the depth of cut. On larger threads he advances the topslide by a thou or so every cut to ensure that the tool only cuts on the leading edge. He describes a cross slide depth stop but I just set the cross slide dial to zero and can then advance the tool cut by cut until the proper depth for the screw is reached. I only have to remember the setting for the time it takes to return the tool to the start of the thread and even I can remember it for that long (mostly). Rod |
| Thread: Speed Increaser |
| 19/06/2011 17:14:06 |
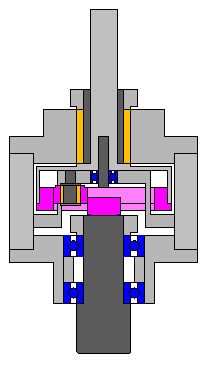 I've created this cross section from the Hemingway drawings, the pink bits are the gears. Clearly some tweaking will be required on manufacture to get the gears meshing properly. I'll make it according to the drawing and see how it goes. I am a bit nervous about locating the ball bearings using only Loctite but we'll see. It can always be dismantled and modified later. Rod Edited By Roderick Jenkins on 19/06/2011 17:15:05 |
| 18/06/2011 14:47:34 |
John, Thanks for those comments. I bought the kit and started manufacture without really thinking about it but have now become uncomfortable with the design. Whilst it may be fine for engraving I do not think it is robust enough for a 3mm endmill. The drawings seem fine but could really do with a cross-section. There are some 3D views but these do not show the critical internal workings. I'm drawing up the cross-section myself and will give serious consideration to your suggested improvements. many thanks, Rod Edited By Roderick Jenkins on 18/06/2011 14:49:21 |
| 17/06/2011 18:22:46 |
John, Thanks, I am aware of that. I wondered, when I put an inverter drive on the mill, what on earth use reverse would be. Now I know cheers, Rod |
| Thread: Gib Adjustment - how tight is too tight? |
| 17/06/2011 15:57:59 |
I guess it might avoid distortion of the gib by having the screw bite into it but probably it just makes the adjustment smoother. |
| Thread: Speed Increaser |
| 17/06/2011 14:32:43 |
Has anybody made Dick Stephen's speed increaser as supplied by Hemmingway? Any comments on construction?
Rod |
| Thread: Gib Adjustment - how tight is too tight? |
| 17/06/2011 14:29:33 |
Clive wrote: My Myford has the standard gib screws fitted (whatever Myford supply). Now I've not checked the ends of these yet to see the shape, but I'm guessing they'll be the commonly-available conical (pointed) or flat, rather than domed.
Not on my S7, they are beautiful black screws with the end reduced to the core diameter finished in a hemisphere. This thread has shamed me into taking out my locking screw and shoving a BB down the hole. There's quite a bit of inverse snobbery about Myfords on this site but it's little touches like this that make me grateful to have been able to buy a good s/h one.
Rod |
| Thread: Tachometer. |
| 15/06/2011 21:01:27 |
AS11G purchased from Wilkos in Basingstoke lunch time today. Fitted to my Sharp mill (with inverter drive) in about 10 mins. Thank you Michael. Regards, Rod Edited By Roderick Jenkins on 15/06/2011 21:03:10 |
| Thread: never seen anything like it |
| 15/06/2011 19:58:40 |
Robert, Taper reamers for making the holes for musical instrument pegs have only 3 flutes on half the circumference, the rest being plain. If you try to cut a hole in a soft material like wood using a conventional reamer the reamer tends to pivot around the cutting edges in turn and you end up with a facetted hole. I guess a similar thing can happen in soft metals, it certainly can happen in sheet material. I would expect your reamers to be very accurate, if a little slow cutting. Spiral flute reamers are now available for musical instrument which helps to eliminate the problem but they still have a least one flute missing (or at least that's how it is on my lute peg reamer). Rod |
| Thread: Gib Adjustment - how tight is too tight? |
| 15/06/2011 14:36:35 |
Beagle,
As I'm sure you are aware, backlash is caused by the loseness of fit of the screw in the nut so adjusting the gibs to tighten up the movement will not eliminate the backlash, it will just make it more difficult for cutting pressures to move the slide until the nut bites on the other flank of the screw. I suggest therefore that you tighten up the gibs so that they eliminate any rock but allow free and easy movement of all slides. Any backlash issues should be addressed, if necessary, by locking the slides when making a cut. I have replaced one of the middle gib adjustment screws with socket heads and without a lock nut on both cross and top slides so that I can nip them up with an allen key which I keep handily by the lathe. Having given that council of perfection, I do tend to keep my topslide just a lttle bit stiffer than the saddle and cross slides but I don't tend to use the topslide as much as the other two.
Rod |
| Thread: Three Jaw Chucks |
| 15/06/2011 14:08:11 |
I use my 3 jaw exactly as Andries says, I should have explained it more clearly. If you want true concentricity then nothing beats using a 4 jaw and a DTI. Even collets have some run-out.
cheers, Rod |
| 15/06/2011 08:50:50 |
When I got my S/H S7 a couple of decades ago I discovered that the 3 jaw chuck had been mounted on a loose spigot with oversize holes in the back plate for the mounting screws. This means that there is about 10 thou movement available to true up the chuck by loosening the screws, centring the job with a DTI and then nipping up the screws. This system works very well and I have never had any issues with slippage, even after a floor shaking dig in..
Rod |
| Thread: My Big mistake with spraying |
| 15/06/2011 08:39:28 |
Some years ago we had a spill of an industrial solvent. A couple of operatives donned gas masks to clear up the mess while everybody else retired to a safe distance. But, crucially, the masks had dusk catridges fitted, not vapour. One of the operatives ended up with permanent lung damage. So, a salutory warning that your PPE is appropriate to the task.
Rod |
| Thread: BOXFORD Metric Threads on Imperial Model A |
| 14/06/2011 19:31:01 |
Ady, Metric Myford S7s are (and as far as I am aware only ever have been) sold with an 8TPI leadscrew. Does anybody know how many divisions there are on a "metric" leadscrew handwheel? Rod |
| Thread: Tachometer. |
| 13/06/2011 17:45:11 |
Lord knows what a cyclist wants to know RPM for. They are usually interested in cadence, that is, the number of revolutions that the chainwheel makes and thus the rate at which their legs are going round. This is usually taken from a second sensor on one of the cranks. You can't calculate cadence from the wheel RPM without also knowing which gear you are in. I suppose it allows them to quote an extra function on the packaging (up to 11!). Anyway, an interesting idea - I'm off to Wilkos. Rod |
| Thread: Threading Inserts |
| 10/06/2011 12:33:30 |
Full form inserts will give you a thread with the correct root and crest radius for their particular thread. With a general insert you will, in general cut a V form thread. Since the strength of a thread comes from the flanks and a 60% engagement gives you pretty much full strength then the only real advantage of the "correct" thread form is to avoid having stress raisers at the root of the thread and a flat at the crest. So for 99% of model engineering applications the V form is perfectly satisfactory. My prefernce is to run a tap or die down the thread if I have one, but really only to avoid the trial and error cuts at the end of the process neccessary to get a matching thread to fit.
I have to say that my experience with recently acquired TC thread cutting tips is that it is a much pleasanter processs than I have ever had with my own hand ground HSS tools. |
| Thread: LBSC Locomotive designs |
| 21/05/2011 21:38:56 |
Stirling Single, Not, I think, the same magazine. English Mechanic (no S) stopped publication in 1926. |
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!