Member postings for Andrew Johnston
Here is a list of all the postings Andrew Johnston has made in our forums. Click on a thread name to jump to the thread.
| Thread: Travelling Steady. |
| 13/03/2011 22:27:38 |
Hmmmmm, slowly but surely the memory is grinding into action out here in the sticks. I'm sure I have bought round stock with a helical pattern on it in the past. I have in mind that it was stainless steel of some variety. It's too late to ferret around in the workshop now. I'll have a look tomorrow evening to see if I can find some. Regards, Andrew |
| 13/03/2011 22:23:25 |
Posted by KMP on 13/03/2011 19:19:53: Hi Andrew, An ex MOD man, Hmmmmmmm  Oeeeeer, may be I should be economical with the truth on my CV! Keith; I've certainly seen nothing wrong with your sense of humour. There's no harm in disagreeing with people, and is indeed part of what makes such fora as this interesting. It is only when disagreements become personal that problems arise. Fortunately that seems pretty rare on this forum. Regards, Andrew |
| 13/03/2011 18:53:20 |
Hi Keith, Oh dear you've been short changed; I make 0.07mm nearer 3 thou.  A tolerance of 0.07mm, up to a diameter of 18mm, comes under a h10 tolerance class. However, the 'out of round' condition is specified to be not more than half the OD tolerance. Regards, Andrew |
| Thread: casting small parts |
| 10/03/2011 19:53:48 |
Posted by Keith Wardill on 10/03/2011 15:04:27: I have read somewhere about allout alloying with copper - I experimented with this by dropping small chunks of copper pipe in the melt - they do 'disappear' - they are not left behind in the cannister. I assume the mechanism for this is the same as for stainless (i don't know for sure). I don't know how to go about any scientific testing of this, but the resulting castings did seem to be harder - it turned more like Dural than aluminium. Errr, that's because basically it is duralumin! The main alloying elements of duralumin are aluminium and copper, although it normally also contains maganese and magnesium. More generally the 2xxx series of alloys are based on aluminium and copper. These alloys were widely used in the aircraft industry, and also have the useful property of age hardening. A downside is that the copper makes the alloys prone to exfoliation corrosion. The 2xxx series are generally being replaced by the 7xxx series in the aircraft industry, as they are less prone to corrosion. Regards, Andrew |
| Thread: Brown & Sharpe No 7 taper tooling required |
| 09/03/2011 09:09:10 |
Hi Morgan, My gut feel is that B&S taper tooling is pretty rare in the UK. There may be the odd dealer with some hidden in the back room, but I expect that any individuals who have some have it because they need it , not because it is surplus. I think that B&S taper tooling is rather more common in the US. Try a search on: Doing that I found this link: It might also be worth keeping an eye on Ebay in the US, ie, www.ebay.com, for surplus items. Regards, Andrew Edited By Andrew Johnston on 09/03/2011 09:09:43 Edited By Andrew Johnston on 09/03/2011 09:10:57 |
| Thread: VFD Drives |
| 03/03/2011 22:54:54 |
I doubt that the VFD itself will radiate large amounts of noise, as it is electrically small compared to a wavelength well up in the VHF region, and will presumably have appropriate internal shielding. However, if the cables to the motor are not correctly installed and shielded then it is quite likely that there will be significant radiated noise from said cables. The signals carried by the cables do not have particularly fast edges, but the currents and voltages can be significant so that di/dt and dv/dt are large, and will therefore radiate. Regards, Andrew |
| Thread: Milling a square lump of steel that isn't square |
| 03/03/2011 19:26:44 |
I believe the recommendation is a half to two thirds of a large surplus, and softened, ball bearing, to avoid indenting the vice jaw. Regards, Andrew |
| 03/03/2011 17:15:16 |
In an ideal world one would use a hemisphere rather than a rod, giving a point contact rather than a line contact. But, of course, we don't live in an ideal world.  Regards, Andrew |
| Thread: Rotary Table / milling machine |
| 03/03/2011 11:04:43 |
Could the Swiss Aciera mill on the cover of MEW 171 be an example of your definition? However, it appears that some dyslexia has crept in and the machine is labelled as an Aceria both on the cover and in Roger Trewinnard's Re-furbishing article commencing on page 40. I could be hopelessly incorrect but lathes.co.uk does not list Aceria. The table is able to rotate laterally to 45deg; swivel 30 deg. off the horizontal and the head swivels 90 deg. in either direction. This is the same issue where a certain Mr Johnston gives us his Experiences with a Tormach CNC Vertical Mill!! Wot? Good grief, it wasn't me guv, honest, I must be the victim of identity theft! I guess the Aciera, and the similar Deckel and others would be regarded as universal, and probably a bit more. But that raises a philosophical question; what, if anything, is outside the known universe? Very nice machines, and very versatile, but probably too small for a hacker like me, and definitely too expensive! Regards, Andrew |
| Thread: BBC TV show that might well appeal to ME readers |
| 02/03/2011 23:20:42 |
Hi Les, Thanks for posting the link; I'll probably end up buying the book! Damn sight more interesting than the programme. Regards, Andrew |
| Thread: Rotary Table / milling machine |
| 02/03/2011 23:16:21 |
Hi mgj, I got two of my 6DP involute cutters, and all of the required 5DP cutters, from a surplus store in America via Ebay. That left me still needing a 6DP No.2 cutter. Personally I haven't found any of the usual UK advertisers to be particularly helpful. After a fruitless trawl around every stand at last years' Midlands ME show that looked like it might know what an involute cutter might be, I finally bought a new 6DP No.2 cutter from Victor Machinery Exchange in New York. It was listed as an 'import' which almost certainly means it was made in China. Total cost including shipping, VAT and inport duty was about £100. I would exclude RDG from the list of unhelpful suppliers. I have bought some 18DP cutters from them in the past, and have been pleased with them. However, all their cutters are (annoyingly) 14.5°PA, and I'm committed to 20°PA. I have 6DP 20°PA cutters numbers 6, 5 and 2. Which ones do you need? Regards, Andrew |
| 02/03/2011 21:31:17 |
Hi mgj, I'm in the same boat as you. For my traction engine I need to cut 6DP gears with ODs of 10.833" and 11.833", and 5DP final drive gears that are 14.8" OD. I've got 16" maximum from table to spindle centreline on my horizontal mill. So the 6DP gears will go under, with the use of 1" riser blocks for the dividing head and tailstock. However, whichever way you look at it, the final drive gears will not go under the spindle with a cutter in place. If I had the plain version of the mill rather than the universal, I would have 19" from table to spindle, and no problem.  I'm contemplating three options. One, use the rotary table with the gear in the same plane as the table. Fortunately the gears have 72 teeth, so 5 degrees per tooth for simplicity. Two, similar to one, but use the dividing head with the spindle vertical. Three, make an undercutting attachment as per the picture: 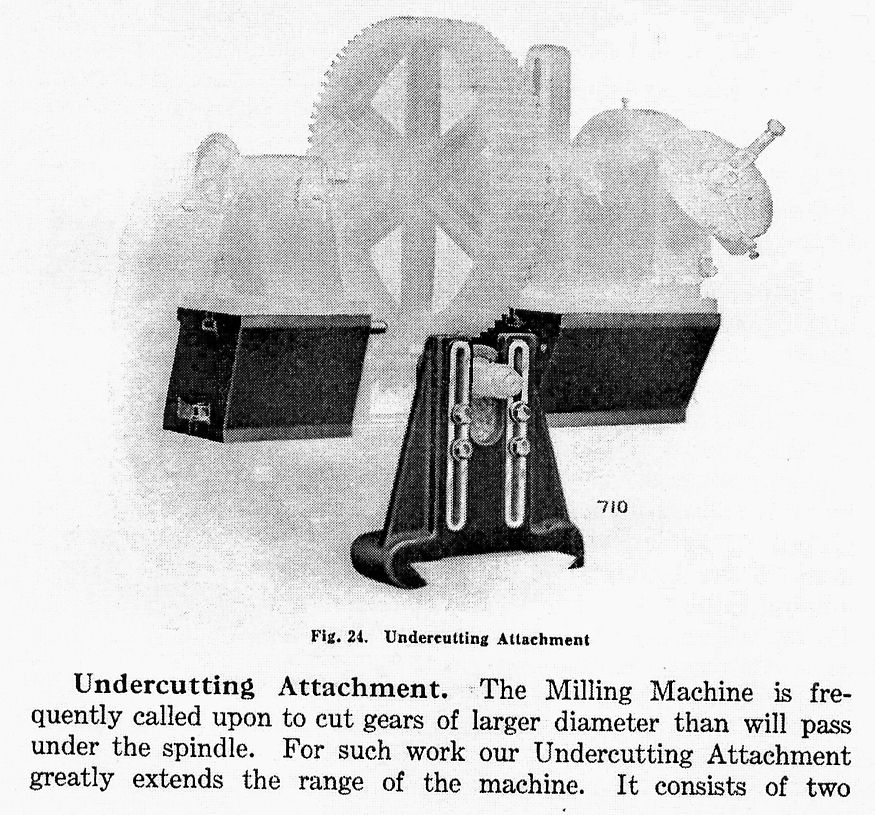 I expect I'll go with number two. It'll certainly build up the muscles, as I don't have power feed on the vertical axis.  Regards, Andrew Edit: Hmmm, the picture isn't very clear, for a better one look in my Odds 'n' Sods album Edited By Andrew Johnston on 02/03/2011 21:32:10 |
| Thread: BBC TV show that might well appeal to ME readers |
| 02/03/2011 21:04:04 |
Not much I'm afraid; almost an information free zone. Seems a nice enough chap, but definitely not the new Fred Dibnah. I don't think I shall be watching the rest of the series. Regards, Andrew |
| Thread: Rotary Table / milling machine |
| 01/03/2011 21:52:32 |
A few random thoughts: I would concur with Steve about the use of a vertical mill, with a DRO, as a drilling machine. I hardly ever use my drilling machine; using the vertical mill is just so much more convenient and accurate. And it makes drilling bolt patterns a breeze with the DRO. No more spotting through to one component from another; just drill the two patterns separately and they should fit together. Generally the horizontal mill is seen as a production machine tool, and is less flexible than a vertical mill. However, for a given size a horizontal mill will most likely be heavier, more rigid and more powerful than a vertical mill. So, if you need to move a lot of metal a horizontal mill will do the job much faster. By the way, a universal mill is not one that has both vertical and horizontal capability. It specifically refers to a horizontal mill that has a swivelling table so that, with the aid of a suitable dividing head, it can be used to machine spiral features, such as flutes on a custom cutter, or a helical gear. Regards, Andrew |
| Thread: Milling SFM or RPM |
| 26/02/2011 23:07:29 |
Chris, I do have an Ainjest unit lying on the bench. But I think they're specific to a given lathe, so unless you have the same lathe as me you will not be able to try it out. Secondly, because I was an idiot and made a stupid mistake when using the unit, it is now damaged and awaiting repair, when I get my enthusiasm back. Before I damaged it, I found it difficult to engage the half nuts correctly. Once running it was fine and dropped out instantly in the same place. I was being cautious and running at about 550rpm, cutting a 1.5" diameter 12tpi thread. To be more precise, when I tried to engage the half nuts when it wasn't set up to cut an actual thread, everything worked fine. When it was set to take a cut, it didn't always seem to engage properly. Finger trouble on my part probably. Regards, Andrew |
| 26/02/2011 12:58:58 |
Posted by chris stephens on 26/02/2011 12:45:20: A quick summary of inserts, great for cutting a thread if you have cut a run-out groove or have CNC, or quick reflexes, to withdraw the tool at the same point each time. Or an Ainjest high speed threading unit.......not that I've found them particularly easy to use. Regards, Andrew |
| 24/02/2011 12:06:29 |
Hi Chris, I must admit that I mis-read the original post too; I thought it was about machining with a HSS tool. It is very interesting that you machined HSS with a carbide mill. There is quite a lot about machining very hard materials, up to about 60Rc, on the professional machining forums. I assume that HSS falls into this category. Turning in particular seems to call for the use of ceramic inserts rather than carbide. Being curious, I have a few questions. I assume that the HSS was hardened, so about 55-60Rc? Did you use coolant, or machine dry? Lastly what chip load per tooth did you use? I don't have a need to machine HSS at the moment, but it's very useful to know it can be done. Thanks for posting the results. Regards, Andrew |
| Thread: MT2 collet slipping |
| 19/02/2011 11:50:38 |
I think most people would be surprised at the recommended torque levels for ER collets holding milling cutters. See the following link: That's why spanner flats are provided! Regards, Andrew |
| Thread: Notes on CNC Milling of 316 Stainless Steel |
| 16/02/2011 11:27:12 |
Ian, Well, I never knew that! I always thought it was for washing the workshop floor and walls, since that's where most of mine seems to end up. It's one reason I've given up using coolant when turning with carbide inserts. At any sensible speed the coolant only has to get onto the chuck and it's half way up the wall and across the floor. I use coolant on the lathe when using HSS tooling, for drilling and for parting off, except in brass and cast iron. Coolant gets used on the mills mainly for chip clearance, and for cooling on the horizontal mill, as all the cutters I use on it are HSS. At some point I expect I'll get around to replacing the coolant pump on the Bridgeport. I've had two pukka Bridgeport coolant pumps go down with partial shorts in one phase. In the end I bought a brand new three phase pump. I just haven't missed it enough yet to get round to fitting it. Regards, Andrew |
| 15/02/2011 21:45:21 |
Thanks for the replies, I'll try and answer, or comment, roughly in the same order. Both cutters were solid carbide. The small amount of manual milling I've done with stainless steel was with HSS cutters, and that was very slow. I reckon about 80% of my CNC milling is with carbide cutters. I'm beginning to see that feeds and speeds are bigger than a saga, more of a Wagnerian opera. There seem to be wildly differing figures, and opinions, published for similar cutters in a given material. I have used the G-Wizard software from the cnccookbook website, but to be honest I didn't find it that easy to use, and sometimes got some rather odd numbers out. When it went to subscription I decided not to use it any more. I can do the basic sums in my head, or with a calculator, more quickly; none of it is that critical. As I understand it the best way to utilise a smallish CNC mill as opposed to a manual mill is to take small cuts at fast speeds and feeds, rather than 'hogging' out slowly with a larger cutter. I regard 1200rpm as fairly slow. I haven't worked out the power required for the achieved metal removal rate, but I expect it to be well below the capability of the mill. I suspect I'm limited by the cutter, not the power available. All the internal radii were 3mm, so I needed to use a 6mm or smaller tool. It's certainly difficult to know where to set speeds and feeds. Some of the published data seems over-optimistic, but on the other hand some of 'hobby' magazines seem to be unduly pessimistic. In the end I suppose one has to experiment and build up one's own knowledge base of what works with the equipment one has available. The mill is a Tormach, so high end hobby. However, for this job I got paid, as part of a much bigger project. The downside is that I designed the parts, so I can't complain about iggerant designers if there's a problem making them! I also understand that industry often uses airblast to remove swarf. I have read that you can get a better price for scrap if it isn't contaminated with coolant. I don't have an air supply in the workshop so I used a coolant flow to remove the chips. That was the primary purpose of the coolant, to remove the chips, not to cool the tool. I normally turn S/S dry without any problems. Apart from hopping about and muttering naughty words if you get a hot chip on the back of the hand that is! I can't remember if I mentioned it, but all the milling was set to be climb milling. Regards, Andrew |
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!