Member postings for Andrew Johnston
Here is a list of all the postings Andrew Johnston has made in our forums. Click on a thread name to jump to the thread.
| Thread: Mill spindle trouble? |
| 11/01/2012 12:38:25 |
Posted by Wolfie on 10/01/2012 11:51:12: Incidentally talking of computers, it probably doesn't fit here as all of you reading this have to be using a computer, but I'm surprised about how many of the brilliant engineers I have met at my club who are clearly technically excellent are reluctant to take up the use of computers and the internet. I'm an ex truck driver but now an IT engineer (currently unemployed  ) and I'm coding a website for my club but when I suggested emailing our newsletter or even (shock horror) downloading it from a website there was a fair amount of opposition. It must be a generational thing, I am the second youngest in the club by quite a long way. ) and I'm coding a website for my club but when I suggested emailing our newsletter or even (shock horror) downloading it from a website there was a fair amount of opposition. It must be a generational thing, I am the second youngest in the club by quite a long way. Actually I think it's more of an attitude thing. My mother's an avid user of email and the internet, and she's 82. Regards, Andrew |
| Thread: Rina and T&K drawings |
| 09/01/2012 11:43:52 |
Hi Jim, Ah, I expect you're right. I'm using Alibre Design Expert, which comes with all sorts of export options. Having said that, I normally use PDFs for sending general views to items to clients, as you can rotate, pan and zoom the PDF. The JPG files are ok, but are quite low resolution. The machanism represents the hornplates and drive train for the 4" Burrell SCC traction engine I am building. The assembly is sectioned through the rear axle. I've had to do a re-design of the differential, and I don't trust the drawings anyway, so I modelled the whole assembly to make sure everything fits together before cutting metal. Sadly I made the second shaft according to the drawings before I did the drive train assembly. According to the assembly the shaft is 13 thou too short.  We'll have to see how it looks when I get the whole lot assembled. We'll have to see how it looks when I get the whole lot assembled.Regards, Andrew |
| 08/01/2012 12:53:45 |
Posted by Jim Greethead on 08/01/2012 03:26:28: Sorry I can't show you on this forum because I can only upload jpg files and Alibre CAD produces pdf. Maybe if we used HMEM we could do it. That's odd, because I can generate JPG files from Alibre, albeit not of terribly high resolution. Like this: 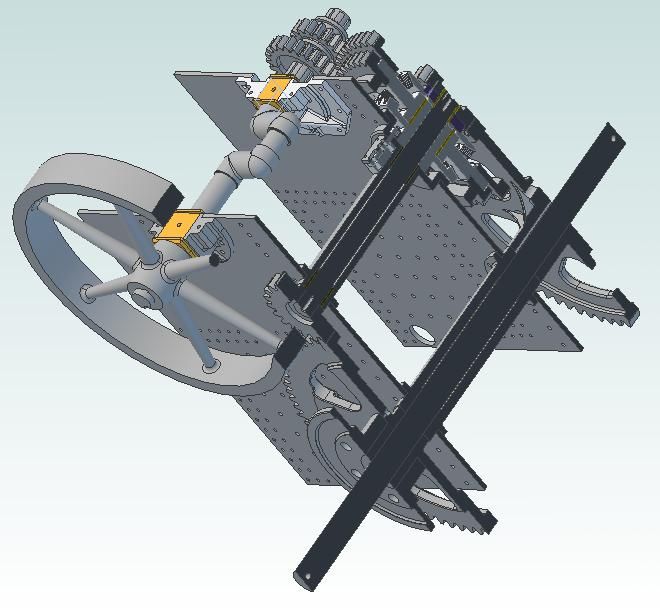 Regards, Andrew |
| Thread: Dehumidfier in shed would it help? |
| 06/01/2012 22:36:34 |
Posted by GRAHAM Meek on 06/01/2012 21:41:41: A small dehumidifier which has only one moving part the fan and runs off 12v supply takes care of all my condensation issues, the electrical device that is the basis of the unit has one side hot and one side cold, the electronics bods will know the device, it costs around £40. That'll be the Peltier effect then.  Regards, Andrew |
| Thread: Wheel Cuting thin tooth? |
| 05/01/2012 22:43:49 |
Err, I seem to recall that clock wheels, using a cycloidal tooth form, use a different formula to calculate the OD, than that used for gears using involute tooth forms. As Harold says, if four separate gears have been cut, all with the same error, it points to a systemic error in the indexing. Try a new blank, any size, and cut the first tooth, to any depth. Then index round all the other teeth, without actually cutting any more teeth. Once back to the start the cutter should pass through the original cut without cutting any more material. If it doesn't then you definitely have an indexing problem. Regards, Andrew |
| Thread: Angle Grinder Cut Off Saw Attachments any good? |
| 05/01/2012 20:04:02 |
| Given that hot iron has a great affinity for carbon I suspect it might not be conducive to a long wheel life. Regards, Andrew |
| Thread: Wheel Cuting thin tooth? |
| 05/01/2012 19:44:40 |
If the blank was a bit small, but the indexing was correct, then you'd end up with 115 teeth equally spaced, with all the teeth (or gaps) incorrect, but the same. If the indexing is slightly wrong, irrespective of blank size, you'll end up with the last tooth/gap being different. Regards, Andrew |
| Thread: Blacking |
| 04/01/2012 23:01:47 |
Posted by Terryd on 04/01/2012 10:29:59: Nevil Shute Norway to give him his full name was also a distinguished Aeronautics engineer and I think he had something to do with airship design before the project was abandoned, if I recall correctly. He dropped the 'Norway' for his novel writing. The 'eggs' are definitely in the book, and in a fair amount of detail. The airship reference is also correct. He was Chief Calculator for the R100, under the direction of Barnes Wallis. In 1931 he founded an aircraft company, Airspeeds. My grandfather joined Airspeeds in 1936, I think, as chief draughtsman, and thus knew Mr. Norway very well. Regards, Andrew |
| Thread: Cutting Tool Steel |
| 29/12/2011 13:38:37 |
I finally got around to trying this. I used an uncoated carbide Garr 10mm 3 flute endcutting endmill. The cutter isn't new by any means. The material used was a piece of new 5/16" square HSS from a model engineering supplier; so god only knows what it actually is! I did two trials at differing speeds and feeds. In both cases I cut dry and cut the full width of the material with a depth of cut of 0.5mm. 1. First, I tried 600rpm and a feedrate of 50mm/min. This equates to a surface speed of 62ft/min and a chip load of 0.0011". The cut worked, but the mill (Bridgeport) clearly wasn't thrilled, as there was a hint of vibration. The finish looks ok, if a bit uneven. The Ra measures as 0.86µm. 2. Second, I tried 2500rpm and feedrate of 150mm/min. This equates to a surface speed of 258ft/min and a chip load of 0.0008". The mill was happy with the cut, no detectable vibration, and as a bonus there was a rather pretty circle of orange light around the cut with tangential shafts of orange coming off, just like a Catherine wheel. The finish looks good, and the Ra measures as 0.26µm. My hardness tester is in a state of dis-assembly, so I haven't been able to make before and after hardness measurements. Best Regards, Andrew |
| Thread: Axminster Power Tools milling vices on offer |
| 28/12/2011 12:14:41 |
Posted by alan frost on 23/12/2011 18:23:24: You did very well if you got a proper shaper vice for £20, finding them is next to impossible and an Abwood one for £20 with 8 inch wide jaws is a real bargain, 8 inch wide jaws is a big B*gger. What size shaper have you got ? Only thing I am surprised at is that a Kurt has vee form thread. There must be a good reason for it as I would n't have thought they would have skimped on the thread without good reason. My shaper is an Invicta 4M, ie, 18". While I don't know that the vice is a shaper vice, it looks exactly like the vices illustrated in the manual I have for the shaper. That's good enough for me. I assume that Kurt use V form threads because they are cheaper, and do the job. The thread form is ground, which I suspect might be easier for a V form thread. As far as I'm aware the thread doesn't drive the movable jaw directly, but through a hemispherical ball that angles the applied force partly downwards, to prevent the jaw from lifting. Best Regards, Andrew |
| Thread: 2mm Milling Cutter |
| 28/12/2011 11:56:33 |
Hi Peter, Thanks for the information. The high speed spindle looks good; I'll have to put it on my wishlist. Best Regards, Andrew |
| 23/12/2011 09:39:01 |
I can corroborate the low noise; I've had a normal 'phone converstion with John while he was standing next to the high speed spindle running at, I think, 15000rpm. Andrew |
| Thread: Axminster Power Tools milling vices on offer |
| 23/12/2011 09:34:32 |
Alan: Thanks for the explanation; turns I knew the principle, just didn't know what it was called! As far as I'm aware my Kurt vice acts as a 'lockdown' vice. I did measure the movable jaw lift a while back; I can't remember the exact figure, but it was on the order of a few tenths. That's why I bought it; I was fed up with the 'no brand' secondhand vice that came with my secondhand vertical mill. It had a jaw lift of about 20 thou. I wouldn't ever use the Kurt vice on my shaper. I already have what I think is a proper shaper vice, made by Abwood. It didn't come with the shaper, bought later off Ebay, about £20 as I remember. It's a big b*gger with 8" wide jaws, too heavy for me to lift, so now it's on the shaper that's where it stays! Regards, Andrew |
| 22/12/2011 23:36:36 |
What's a lockdown vice? Andrew |
| Thread: 2mm Milling Cutter |
| 22/12/2011 21:53:26 |
Hi Peter, Is your high speed spindle the ArcEuroTrade high speed motor and associated VFD setup? If so I'd be really interested in your experiences. I keep running out of top speed on my CNC mill, particularly so when engraving. I like the look of the ArcEuroTrade high speed spindles, but there's nothing like practical experience! Best Regards, Andrew |
| Thread: Axminster Power Tools milling vices on offer |
| 22/12/2011 21:48:39 |
Posted by alan frost on 22/12/2011 13:06:29: Except for the v form thread mine seems very well made and for £57 I was n't expecting sub micron accuracy. Oh dear, my Kurt machine vice has a V form thread, and it only came in blue; I must have been diddled. Andrew |
| Thread: 2mm Milling Cutter |
| 18/12/2011 11:51:55 |
Hi Peter, First, and foremost, buy a new cutter! Second, I assume you need to plunge into the brass before starting the cut proper, so a slot drill, or centre-cutting end mill, will be best. Third, speeds and feeds. Machinery's Handbook gives machining speeds for brass with HSS tools of between 200 and 350 fpm, depending upon the exact material. Let's be conservative and take the lower speed of 200 fpm. For a 2mm cutter that equates to 9702rpm. I looked up the Sieg KX3; maximum speed 5000 rpm. So that sets the cutter speed. A starting point for chip load in soft materials is 1% of the cutter diameter, so for a 2mm cutter that's 0.02mm, or a bit under 1 thou, per edge. A chip load of 0.02mm by 5000 rpm is 100mm/min. If we assume that the cutter has two flutes that's a feed rate of 200mm/min. We could be cautious and make the feedrate 150mm/min. So, to summarise, 5000rpm and 150mm/min for a 2 flute HSS cutter. Fourth, I've always machined brass dry. I might use flood coolant on a CNC mill, but only to get rid of the swarf. Best Regards, Andrew |
| Thread: Top Slide Self Act? |
| 09/12/2011 10:48:51 |
Personally I don't like PIC micros. When they first came out they were pretty innovative in terms of size and simplicity. But the company seems to have lost its way a bit. I've found that the software and programming tools are a bit flaky - no use in the professional environment. There also seem to be a few quirks within the processors, which require workarounds. On the plus side the company does an interesting range of competively priced analogue and interface components; and it's easy to buy direct from them. I've never used the Atmel processors, but they do look good. Unfortunately most of my work these days requires processors with rather more grunt. Mind you that has a downside; the user guide for the processor on my latest project is 3600 pages long.  It'll take nearly a week to read it, let alone understand it and extract the important hardware points. Plus of course the datasheet and all the application notes on how to actually use the #*& thing and have a fighting chance of it working. It'll take nearly a week to read it, let alone understand it and extract the important hardware points. Plus of course the datasheet and all the application notes on how to actually use the #*& thing and have a fighting chance of it working.Regards, Andrew |
| Thread: Girder crown stays - are they overstressed? |
| 07/12/2011 21:46:52 |
Paul, While your example of an aircraft as a pressure vessel is valid, I think some of your numbers are a little awry. Commercial aircraft normally operate at an internal cabin pressure equivalent to about 8000 feet. From the ICAO standard atmosphere this is 753mb. It is rare for commercial aircraft to operate above 40,000 feet, where the equivalent pressure is 187mb. So the maximum pressure differential is 566mb. I don't know about modern airliners, but the original Comet fuselage was subjected to considerable hydrostatic pressure testing before certification. Unfortunately it didn't find the metal fatigue failure that later led to two fatal accidents. I suspect that metal fatigue is a more serious problem for pressurised aircraft than straight over-pressure. Here's a link to a survivable decompression: Regards, Andrew |
| Thread: Victoria HO Mill - INT 30 or 40? |
| 05/12/2011 21:11:32 |
I measured a range of my INT40 tooling; they all came out at 1.75". A value of 1.375" doesn't seem to agree with anything? For INT35 the value should be 1.5". Regards, Andrew |
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!