Member postings for Ajohnw
Here is a list of all the postings Ajohnw has made in our forums. Click on a thread name to jump to the thread.
| Thread: Building a small electric furnace / kiln |
| 07/02/2016 16:38:28 |
Some might wonder why like that. One aspect is size and cost. The size I want is pretty awkward in the usual size of insulating fire bricks and I want to keep the weight down which would mean cutting them into 1/2 thickness wise. It also means a lot of additional cutting to get the size. Loads of joints. The much larger bricks can reduce the joints to a more acceptable level but are not so easy to find and still need cutting to reduce the thickness. I've been thinking in terms of a chamber size 8" sq / dia and maybe 10" deep. The other reason is elements. .Thicker wire improves the emission area figures but it starts getting more difficult to fit in and cut the grooves as the length required goes up. Using super cheap wire that should work out just needs 32 turns around the former. Spacing circa 1/4" No worry about coils being too close wound the usual way and hopefully less risk of hot spots. If this wire is too thin not much of a problem making another core using thicker wire. Doors and lids are a pain. The cheaper furnaces seem to simplify this by moulding rigidised blanket to fit. I'me wondering if the other approach where the furnace is lifted off is easier and better too as it doesn't involve reaching in to lift things out. On the other hand there shouldn't be much of a problem using stainless for aluminium in an electric furnace. One thing I don't like about the arrangement is that it's round. Probably have to make some rolls - myfordboy style as they are so simple and obviously work.
One thing I have no idea about is just how thin castable refractory can be and still have a reasonable strength. It slows down heating up times but the high alumina cement will need some backing if it's used. The castable might allow higher furnace surface area emissions too as it's more conductive than the usual bricks used.
John - |
| 07/02/2016 14:41:35 |
I came across an interesting pdf on making furnaces. Sorry no link but it was from the University of Queensland. It mostly talks about making tube furnaces but points out that the element can be wound on a former and the refractory cast around it. The reason being to allow the inner ceramic in this case tube to be replaced without making a new element. The former is plastic tube with a slot cut in it plus end caps, all thread and a piece of metal to fill the gap. When that is removed the tube can be collapsed - big clips are needed to hold it all together so these could also be used to collapse it. Plastic ducting tube is available in all sorts of sizes. It also doesn't take all that many turns to loose say 20m of element wire round suitable tube sizes and no need to wind elements the usual coiled way. I'm thinking in terms of 200mm tube - on end but for heat treatment end on might be of interest.
My immediate thought concerning the the ceramic inner tube is just to simply not have one. An alternative might be rigidised fibre blanket if some one wants a muffle. Lots of cheaper kilns are being made like this now but details on producing items like this are none existent. The cheaper rigidisers seem to limit max temperature too - 1250C which probably means lower in practice. John - |
| Thread: Boiler fittings - is brass OK? |
| 07/02/2016 13:53:24 |
If anyone needs to get a life like me there is a decent run down on brasses here There are others about and other "brasses" Data sheets on many here and also some bronzes
John - |
| 07/02/2016 11:51:25 |
Thanks Jason. I needed some clarification because where I come from silver solder would be a specific and not generally regarded as brazing. I have seen comments on the web that anything over X C is brazing which seemed a bit crack pot to me. I'd be inclined to regard silver soldering as hard soldering. I'm not the only one either. Going back to the OP's question he needs to see dezincification as brass rotting. That might give him a better idea of what is likely to happen. If he has looked at older designs that use brass for fittings he might see the comment good brass. I have. Brass just like other metals can come in a variety of flavours that are intended for specific purposes and have varying analysis, some more controlled than others. I suspect the older sources were trying to avoid cast brass that might be any old thing. Gunmetal seems to be cast too though and is still about - copper, tin and pretty low zinc content. Sort of weak bronze. Many bronzes have zinc in them. Bronze comes in many flavours too. Natural bronze can be found by searching tin bronze - what it should be but some use aluminium or silicon and other bits and pieces. Many suppliers give information on fabrication. Solderability is usually stated as excellent. brazing as good - even for tin bronze. All probably down to tin melting at circa 230C. Lead melts at circa 320C. Some pundits mention that it has the effect of making silver solder less fluid. I'd wonder if it alloys with silver. Silver melts at circ 960C, bit hot for an ordinary gas torch so out of curiosity I tried to find out what is in sliver solder. Model engineering etc sources don't give any info but a major supplier does - interesting, lots of zinc.
John -
|
| Thread: Anyone know more about these modules? |
| 06/02/2016 15:37:33 |
If you ask the seller they will probably link you to a data sheet. I'm loosely reminded of emailing a chinese seller after buying a part of him. He miss understood and replied sorry we will get it right next time we makes some. If you google the entire listing title a number of links come up. Some are video's. Might be some info there. John - |
| Thread: Using 3D prints for casting |
| 06/02/2016 15:20:14 |
The resin printers tend to be much smaller and don't show any signs of dropping to the price of the printers. Resins can be expensive too.
Joking aside the shot does show that there is some sense in them. They can or / do use bearings and loads are low. Thy don't need anything like the degree of rigidity cnc machines need. One criticism I have heard is that running the stepping motor around along with the extruder spoils things. It seems some may have messed around with running the filament through a bowden cable. John - |
| 06/02/2016 14:10:31 |
Gluing sounds preferable to risking a twin extruder putting down soluble and then accurately putting something else on top. ABS has some bad press now - nano particles, all over the web. That sounds more worrying than what it really produces - smoke. Clearly breathing in smoke is best avoided what ever it's from. John - |
| Thread: Neil in for Overhaul |
| 06/02/2016 13:41:34 |
It's good to here you are on your way back into the swing of things Neil. John - |
| Thread: Stirling Engine : Laura |
| 06/02/2016 10:46:16 |
It's coming on well Brian. Well done. For the future when people look at this sort of post I think it's always worth including the usual 6" rule in the shot. This thread will probably show up in searches for a long long time. I'm going to make one from a kit mostly based on cardboard to find out a little bit more about them. Alignment has been bugging me as it comes but I think I came up with a solution as I went to sleep last night. John - |
| Thread: Using 3D prints for casting |
| 06/02/2016 10:33:11 |
My interest in casting has led to an interest in using 3D printing to make patterns for sand casting. There are some caveats. The machine at the price I am likely to spend will probably break from time to time and will also probably need some sensible modifications. Going on results produced by various people there is clearly a learning curve as well especially related to machine settings. 3D printing can be used to make all sorts of things. It's another area where just like a lathe it fits in with an interest in astronomy. That's just a for instance. I'm also interested in model aircraft and helicopters at times. From my product design days I know that ABS is one of the more interesting plastics but it seems nylon and polycarbonates are also possible but have their own problems. The main problem with 3D printing really is that it's incredibly slow otherwise it would probably be used to make all sorts of things. As it is it's basically most suitable for prototyping. Looking at previous posts - pay some one to do it. I suspect that would be a none starter compared with owning one of the cheaper one such as rep rap etc. The process also has some limitations on what can be printed but things like twin extruder printers are available - John - |
| Thread: Boiler fittings - is brass OK? |
| 05/02/2016 23:32:08 |
I would still be interested to know what temperature silver solder people use on boilers. John - |
| Thread: I wish I could have an under drive lathe |
| 05/02/2016 23:29:40 |
Posted by Robbo on 05/02/2016 18:53:32:
"Be interesting to see how long it takes to sell"
Well it's gone, that didn't take long. I'm not surprised. Sales like that can be a bit strange though. My ME10 was on ebay came equipped much like that one, more so really John - |
| Thread: Boiler fittings - is brass OK? |
| 05/02/2016 16:36:19 |
A little off topic but when people are silver soldering what melting temperature silver solder is usually used? The reason I ask is that brazing to me means a gas plus blown air torch and temperatures up to circa 8 - 900C or more The question crops up from noting that many bronzes state excellent solderability and only good for brazing and wondering where silver soldering fits in. More like soldering I would have thought. John - |
| Thread: How long is a piece of string |
| 05/02/2016 13:21:17 |
1000 hrs sounds great - around 25 weeks at 40 hr per week. The times I have heard of, loco's traction engines, range from roughly 2 to 4 years even when people spend a lot of their time doing it and have the materials and the equipment and the skill needed. Maybe sources like this one speed things up John - Edited By Ajohnw on 05/02/2016 13:21:51 |
| Thread: Stirling Engine : Laura |
| 05/02/2016 13:05:35 |
You could look through what these people have for screws Brian. The only problem is that they will usually come in packs of 100 so choose sizes you are likely to need. In my case I have a couple of sizes in nickel plated brass as they usually get used on electronics bits and pieces - BA too but those tend to be a bit expensive now. You'll find all types of screws kicking around on there. I just picked out M2 plain brass. Often it's best to search a general term and then use the filters to home in. There will also be model, say aircraft etc suppliers around at your end that sell screws. There was a good one in the uk, Initially Giant Shark, then Giant Cod and now rcliffe.co.uk but no longer selling screws. For shortening I usually use the lathe. Unwanted bit in the chuck, part part off, chamfer with a file and then finish off or lock 2 nuts on the thread and grip those, saw off and finish off the end with a file. There are various ways. If I was doing this a lot 1 would make a holder with a split to grip in the lathe. There are all sorts of options but I like neat ends that screw in without any problems. John - |
| Thread: 3D printing seems to have gone quiet. Where are we all at? |
| 04/02/2016 23:11:25 |
I haven't found it that bad Timothy. I have used other 3D packages but a long time ago and all in some respects all are similar. I mentioned the things I should have known about in my other post, mainly key presses. Some of the problems I have may well be down to running it on an emulator under Linux. One odd one though - not recognising the basic angle plate as a solid. It did recognise the parts I drew up to use solid operators to make slots. I wonder if this is down to adding the fillet. Also making slots the other way - I could select and extrude one I drew. The other wouldn't select I can run it on windows and probably will but I don't think it will do all I want it to be able to do. There appears to be another way of getting sketchup to form 3D from work in 2D and back and forth between the 2 - camera buttons that allows normal views and iso. My finding problem was purely down to the initial scale across the screen which was in 1000's of metres not mm. A 100mm line needed an amazing amount of zoom to show. They could have at least part automated that. I had a good look at Onshape too. That will do most of what I want but when I saw how a correctly formed sprocket had to be constructed my immediate thoughts was no way. Gear teeth could be produces in a similar way also timing pulileys but my feeling is that this sort of thing should be built into the package. Thread forms too. All of these can be printed. Sketchup has similar problems. Add ons are needed. It has a enormous number of them available. Finding may be difficult. It also involves agreeing with this and that web wise. I do have a google account so can get at some directly. Sketchup can't connect to the internet the way I am running it - a msg pops up - works a lot better if it can. I'd hope that just relates to loading extensions but I do know that when google were handling it there was regular web chat. Onshape looks very cnc to me not 3d printer. Over time I'd guess that will be fixed but it may well involve buying plugins and extensions. I haven't tried to run Fusion on Linux, very unlikely to run but did try to get Cubify Design to run - it wont. In some ways FreeCAD looks to be most suitable but until I update my Linux I can't run it. John - Edited By Ajohnw on 04/02/2016 23:13:53 |
| Thread: DC Motors Vs AC induction (single or three phase) |
| 04/02/2016 09:49:25 |
I suspect what John means Martin is no net flux in the core which is some what different to no flux. The wiki link is poor really. There is no point in trying to explain an ideal transformer as all sorts of anomalies will crop up. John - |
| Thread: I wish I could have an under drive lathe |
| 03/02/2016 20:37:54 |
There has been some debate about Boxfords and bed hardening on the yahoo group. One VSL owner seems sure his was. I vaguely remember an ME10 add in one of the model engineering mags that I think mentioned it in a sort of look at all of this compared with Myford. Must admit I am not sure. Could it be that flame hardening was used at some point? In the distance past I have seen a video of one of the makers doing it like that. Not sure which one and it was years ago, many of them. John _ |
| Thread: DC Motors Vs AC induction (single or three phase) |
| 03/02/2016 19:35:26 |
The only problem with windings that have a infinite inductance is that they will also have an infinite resistance to any ac current which would mean driving them with an infinite voltage across them. John - Edited By Ajohnw on 03/02/2016 19:35:58 |
| Thread: chinese sellers refunding rather than supply |
| 03/02/2016 18:14:46 |
I don't think paypal hold money away from sellers for any specific period of time. I've sometimes sold items on ebay for significant amounts of money and transferred it a few days after it was bought. I have a suspicion that they could claw it back if needed but am not sure. I did have a dispute with a right cowboy that even changed the images in the listing where they appeared to do that. On the other hand I had £99 refund following a dispute a few weeks ago and still have the disputed item. Nothing wrong with it other than it's a case and way way heavier than expected at the price so I use the mail order return rights as the reason for the dispute. Not sure where that money came from. The seller just offered me a £20 refund which I refused. Once I had done that ebay sorted it out. John - |
 My view anyway.
My view anyway.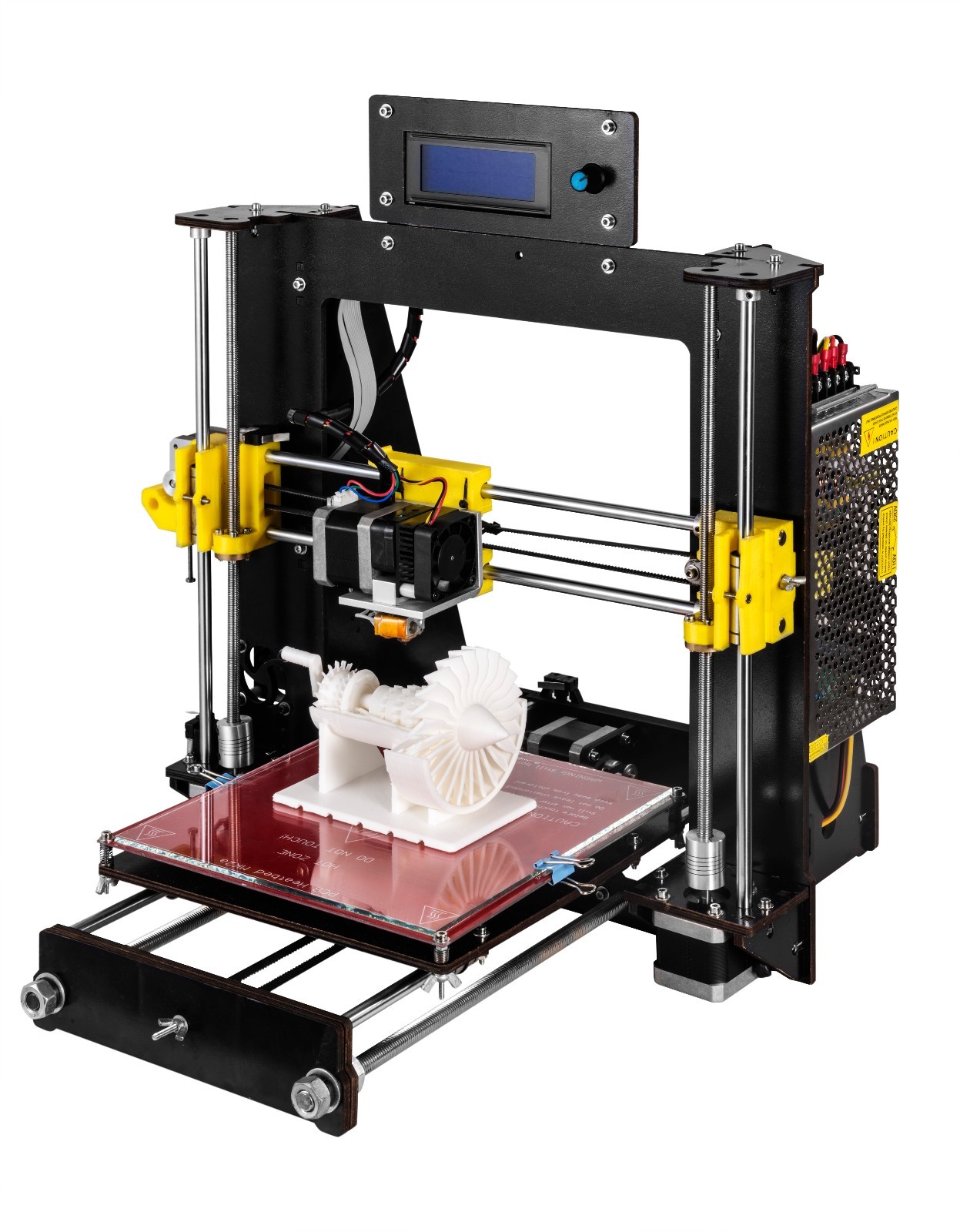
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!