Member postings for Nicholas Farr
Here is a list of all the postings Nicholas Farr has made in our forums. Click on a thread name to jump to the thread.
| Thread: Cast Iron vices |
| 13/01/2012 23:49:11 |
Hi Terry, I have a time or two welded brooken cast iron vices in the past, and to my mind they grind out and weld in a manner that I consider to be malleable cast iron, however not all cast vices are cast iron as some of the more, heavy duty type much used in industry are cast steel, I think.
In a Buck and Hickman catalogue of 1964 that I have, there are many different types and makes advertised, some of which clam to be unbreakable and some of them are classed as steel vices. One refference is to a "Record" Engineers' Heavy Duty vice, which is listed in five different sizes both in quick-grip and plain screw type. It has stated in brackets thus (Unconditionally guaranteed against breakage) At the bottom of the ad it says; "The Castings are made of high-tensile Pearlitic Malleable Iron, 30-35 tons per square inch. In a Croager Bros. Homerton London catalogue from around the period of the breakout of WW2, the same range is quoted as "Record" Heavy Duty Steel Vices.
I have in my time abused heavy duty 6" vices, by clouting things in them with a 14lb sledge hammer no less, but have not brooken any.
Even in the old days I think you got what you paid for.
Regards Nick. |
| Thread: Endmilling direction |
| 11/01/2012 19:56:55 |
Hi Wolfie, you sould return before your next cut otherwise you will be climb milling in the other direction. This has been discused in one or two threads, but the one below may help you understand the difference
http://www.model-engineer.co.uk/forums/postings.asp?th=44840 Regards Nick. |
| Thread: Angle Grinder Cut Off Saw Attachments any good? |
| 11/01/2012 09:08:57 |
Hi Ady1, I cannot advocate your use of cutting discs designed for angle grinders in a circular wood cutting saw. You do not say what diameter discs you have used, but none that I know of have a compalble RPM to a circular saw. If used in this manner in a commercial work place it would be in breech of the Abrasive Wheels Regulations. It is important that these discs run fairly close to the manufacturers designs, running them slower puts more strain on them and they will wear them down a lot faster. They of course must never be run faster than the specified speed in any circumstances.
One thing to note here about cutting and grinding discs in portable machines is to never use unreinforced discs. Unreinforced discs are for use in fixed machines only, and never use a cutting disc of any type for grinding.
Regards Nick. |
| Thread: Grinding on the side of the wheel |
| 09/01/2012 20:52:32 |
Hi, I believe the reason for not griding on the side of a straight-sided wheel is to do with the bond of the grinding particles. While the bond has very good strength while griding on its face, it is not sufficiently strong enough for shear forces of any great amount.
Below is an extract from my Abrasive Wheels Regulations 1970 booklet.
Misuse of the Wheel
Wheel breakage can occur if excessive pressure is used to apply the workpiece to the wheel. Operators may be tempted to do this if the wheel is running slower than the speed recommended by the manufacturer, or if the wrong wheel has been selected so that the wheel face has become loaded or glazed.
Grinding on the side of straight-sided wheels is dangerous, particularly when the wheel is appreciably worn or if sudden pressure is applied.
The above is from a Lloyd's British plant and safety training course.
The most important thing about grinding wheels is that the peripheral speed of the wheel should NEVER be exceeded of that stated by the manufacturer. It is also important that the wheel runs as close as possible to the peripheral speed set by the manufacturer. Running a wheel significantly slower than that set by the manufacturer will tear out the grinding particles faster and will wear away the wheel quicker and also increase the risk of wheel breakage.
Having said that I have been guilty of using the side of the wheel, lightly of course, so if you must use the side, do not put undue pressure on it.
Don't put so much pressure on to the face of the wheel, that it significantly slows the wheel down, as it will create more heat and cut less, let the wheel do the work.
Regards Nick. Edited By Nicholas Farr on 09/01/2012 21:01:27 |
| Thread: Mill spindle trouble? |
| 08/01/2012 23:24:38 |
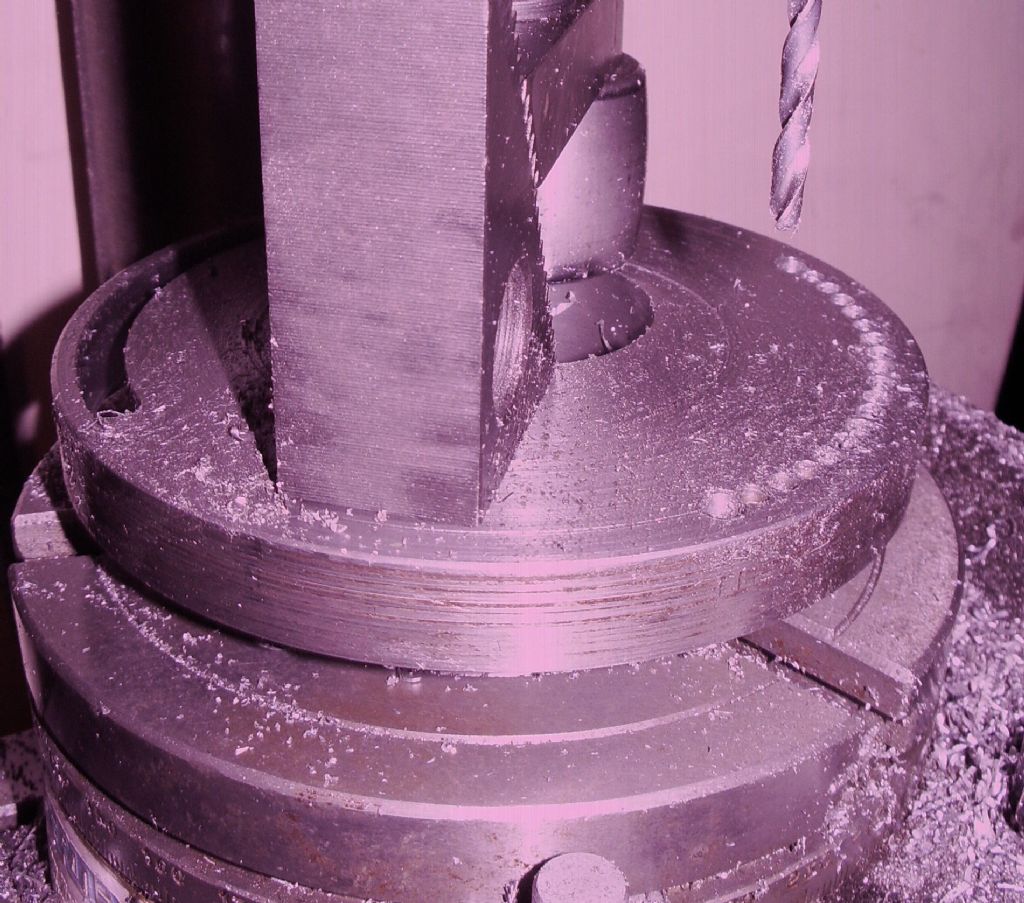
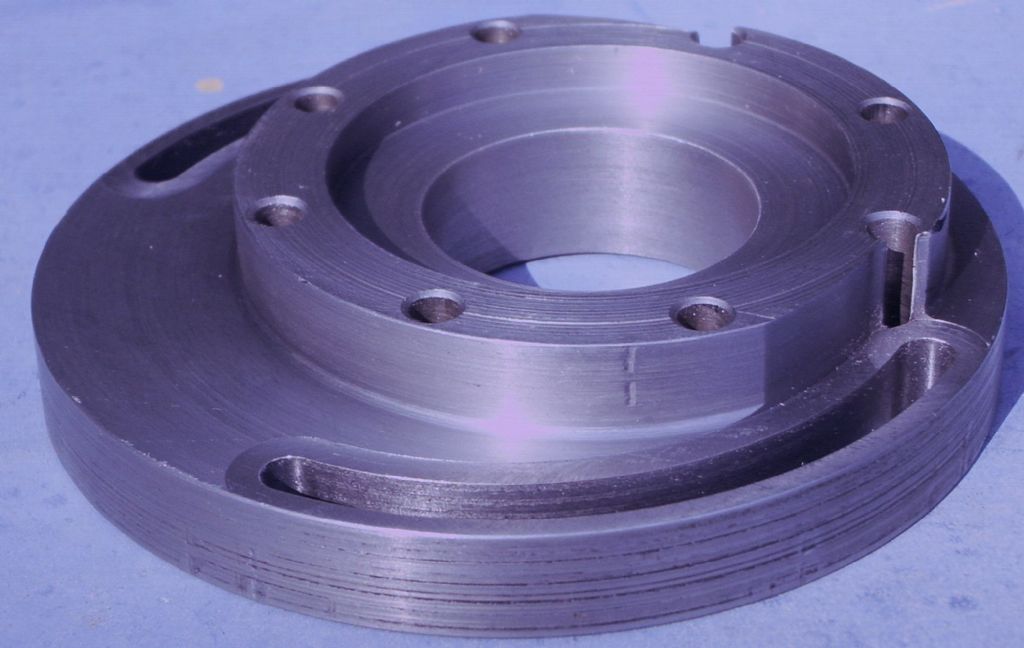
Hi Wolfie, I drill holes at the beginning and at the end of a slot before using a slot drill. Below is a picture of a eccentric plate that I made as part of for an attachment for my milling machine, it shows a series of holes I drilled either 6 or 6.5 mm before slotting with a 7 mm slot drill. The second picture shows the finished plate with a good view of one of the slots.
  Regards Nick.
P.S. The thickness of the plate where the slot is, is around 15 mm and the diameter of the plate is around 130 mm. Edited By Nicholas Farr on 08/01/2012 23:29:12 |
| Thread: Quality of Engineer's squares |
| 07/01/2012 12:05:48 |
Hi, I also agree that the turn around test is the best method for general use. There are a couple of things to consider though, firstly using this method you are only checking the inside edge of the stock to the outside and/or inside edge of the blade, therefore you will have to either accurately measure parallelism of the inside to outside edges of the stock, or have a reference for the outside of the stock to rest onto which has a rebate wide enough for the stock to lay into, to at least the depth of the stock to blade sides. Also the reference edge must be reasonably flat and straight and square to top of the side you will scribe your test line onto.
Checking a square against a cylinder square has some of its own problems to get a true interpretation, apart from the cylinder squares accuracy. Firstly the blade must not have any significant curve long its length in its flat dimension, and secondly the base of the stocks face, sideways, must be square with the sides of the blade, because the side of the blade will have to stand exactly in the same plain as the side of the cylinder square when the stock is sitting on the same surface as the cylinder square, i.e. assuming that the cylinder square is perpendicular to the reference surface, the side of the blade must be also, to get a true reading.
Regards Nick. |
| Thread: Laser centreing |
| 05/01/2012 01:01:29 |
Hi Jeff, I've used the pin idea very often. My one is an unused plunger that holds and reciprocates the needle in an industrial hand operated paper bag stitching machine. It just happens that it is precison ground 1/4" with a integral pin vice end, and fits nicely into a collet in my vertical mill, and as you say spinning it wil show any wobble on the needle point, but it is easy enough just to correct it by bending the needle with finger pressure.
Regards Nick.
P.S. can't get much cheaper than freebie surplus to requirement scrap spare parts. Edited By Nicholas Farr on 05/01/2012 01:08:02 |
| Thread: Blacking |
| 02/01/2012 21:32:38 |
Posted by Jim Greethead on 02/01/2012 21:30:01:
I prefer to avoid heating the object but if anybody wants some suitably dirty oil from a Fergie, I am prepared to swap a sump full for some clean stuff.
Jim
Hi Jim, that must be a fair trade for someone. Regards Nick |
| Thread: A Happy new Year to One and All |
| 02/01/2012 21:13:55 |
Hi all, and thank you Neil and a Happy New Year to everyone, and may you do many a good Turn for yourselves.
Regards Nick. |
| Thread: Rivet snap dimensions |
| 02/01/2012 21:02:12 |
Hi Bob, I guess Terry means Fred Dibnah, the famous Bolton steeplejack as seen on TV.
Regards Nick. |
| Thread: Milling Course |
| 02/01/2012 19:40:23 |
Hi Wolfie, you don't say which piece you can't find the depth of the blind holes, but the ones that I have looked at with blind holes don't give a depth on the drawings, however, all these holes have a letter designation and the hole size and depth is given in the text that accompanies them, e.g. B M6 X 15 deep 2 off, C M5 X 12 deep 4off ect.
Hope this helps.
Regards Nick. |
| Thread: Is a refund in order |
| 02/01/2012 12:46:19 |
Hi, I've always saved any pages from the digital issues into the Microsoft XPS Document Writer, which is in my Vista OS, that I wanted, which can be viewed or printed whenever I require. This morning I have downloaded the pdf printer that Keith has mentioned, and I have printed page 47 from MEW 184 with both the PDF and the XPS document writers on my Cannon PIXMA IP1000 with the same preferences, and cannot see any difference in the quality between the two, however, while the XPS document writer prints the page to the same width but a little shorter than the magazine page, the PDF writer prints the page less than the width than the magazine and shorter still than the XPS writer.
They were both printed onto A4 paper, and the resulting overall print area aspect ratios are 1.4375 for the PDF writer, and 1.467 for the XPS writer, as opposed to 1.5 for the magazine. The respective print area sizes, which includes the date ect. at the bottom of the page are; PDF 258 X 176, XPS 267 X 182 and 273 X 182 for the magazine. (not precision measurements) I'd say that although the PDF print is smaller both ways, it is probably a closer match to keeping the aspect ratio the same as the magazine. Weather the length on the XPS was restricted due to the permissible margins on an A4 page, I don't know, I may try them both again on my A3 printer when I get my desk top system set up again.
regards Nick. Edited By Nicholas Farr on 02/01/2012 12:47:01 |
| Thread: Brass against brass |
| 30/12/2011 13:22:03 |
Hi Maurice, well to ease your mind a little, a clack valve is just a simple hinged flap that shuts off a liquid flow if/when it flows in the wrong direction, it can also be just a floating ball that does the same thing. A snifter valve is just as the name suggests, that is it sniffs a little air when required, to prevent a vacuum forming, it is usually associated with steam engines when the steam is cut off and the engine is allowed to coast and prevents dirt and ash to be sucked in by the pistons.
Regards Nick. |
| Thread: Anyone got 4420 yet? |
| 30/12/2011 10:20:32 |
Hi Jason, mine arrived Wednesday morning.
Regards Nick. |
| Thread: Half nuts |
| 27/12/2011 11:03:45 |
Posted by John McNamara on 27/12/2011 05:07:48:
Hi All
If a full size nut is used as a lock nut on top of a same size nut clamping a bolt or stud that uses the lower nut to clamp a member, the lower nut will most likely not be holding the load. the upper nut will press down on the lower nut disengaging the threads as the stud bolt or stretches, passing the load to the upper nut.
Not desirable as it increases the effective length of the fastening, allowing more spring.
If however a thin nut is used there will be less threads engaged in the thin nut. Provided the tolerances of both nuts are the same. the thin nut will expand more radially and be unable to disengage the lower nut (if it is properly tightened) from the bolt or stud; while firmly locking it in place.
Cheers
John McNamara.
Edited By John McNamara on 27/12/2011 05:10:53 Hi John, I'm sorry I can not agree with you. Firstly to achieve this you would have to tighten the lock-nut up to a greater torque than the load-nut, and secondly you would not do this, and further more in my life time of using nuts and bolts most every day in industry and the many hundreds of times I've used two nuts of the same thickness and rating, I have never experienced this situation.
It is worth reading Tubal Cains artical "Bolts, Nuts and Screws" in ME vol 140 issue 3500 pages 1069-1073.
Regards Nick. Edited By Nicholas Farr on 27/12/2011 11:10:18 |
| Thread: What use is a washer |
| 27/12/2011 00:39:47 |
Hi Wolfie, you have said it yourself, they spread the load, and as Jeff says will prevent stress concentration and pullout, they do also aid tightening up bolts without causing undue damage to the parts that you are fixing together. This assuming you are talking about the standard flat washer, as there are many types, including star, shakeproof, sping, wavey ect. There are also what is knowen as hardend flat washers, which are very often used with high tensile bolts/nuts, and are often used in situations of extreme vibration e.g. vibrating screens, as ordenary washers will tend to creep under such conditions, thus making the fixture to become loose and the bolt to rattle in the hole, causing wearing of the hole and bolt.
Regards Nick. |
| Thread: Half nuts |
| 27/12/2011 00:19:29 |
Hi Wolfie, yes another normal nut will do the job of locking a nut to stop it coming loose. The reasons for using half thickness nuts are varied, but basically, when buying several hundred they work out cheaper, add less wieght and of course you don;t have so much sticking out, so your stud/bolt can be a bit shorter.
The half thickness nut goes on top, this was mentioned in the "Metric Taps" thread.
Regards Nick. Edited By Nicholas Farr on 27/12/2011 00:20:37 |
| Thread: Christmas 2011 |
| 25/12/2011 00:36:55 |
Hi all, Merry Christmas to everyone and a Happy New year.
Regards Nick. |
| Thread: Merry Christmas 2011 from the staff of Model Engineer |
| 25/12/2011 00:31:52 |
Thanks David. Very fitting card, and I'll join in with everyone to wish yourself and all the staff a happy deserving holiday.
Merry Christmas.
Regards Nick. Edited By Nicholas Farr on 25/12/2011 00:32:32 |
| Thread: Reamers - hand vs MT |
| 24/12/2011 17:21:53 |
Hi Wolfie, Machine reamers have a Morse taper for fitting into you tail stock, and I think chucking reamers have a parallel shank without a square at the top, to fit into a collet chuck.
Regards Nick.
seasons greatings to all. |
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!