Member postings for John Coates
Here is a list of all the postings John Coates has made in our forums. Click on a thread name to jump to the thread.
| Thread: Advice re: holding workpiece to cut taper |
| 09/10/2010 21:21:23 |
Update on this I used the adjustable headstock on my Barker to re-cut the centre and remove the "nipple" at the end. Measured the centre as 60 degrees so set the headstock over 30 degrees (its maximum anyway). Like this: 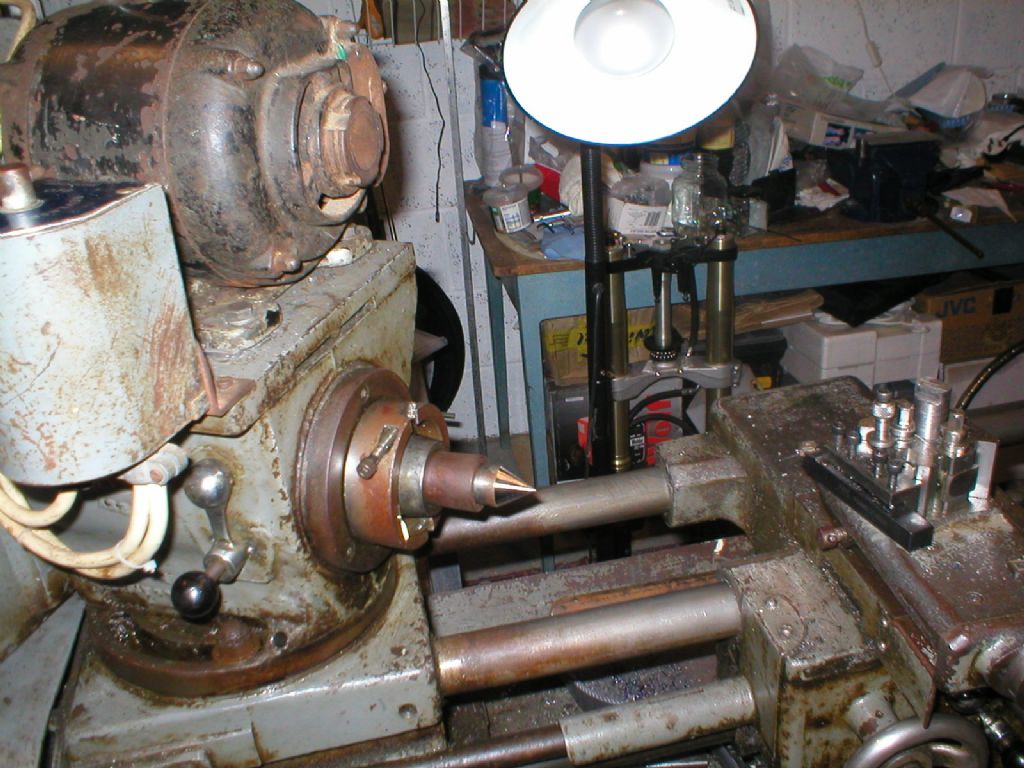 I then used this method to cut the MT3 taper for the die holder. Set the headstock to approx 1.5 degrees and cut it in no time. Didn't blue it up and test it in the MT3 socket (will do that later) but just swapped the MT3-MT4 adapter, put the new taper in and cut the end down to 12mm as the shaft for the die holder Quite impressed by the Barker in this respect. It made taper cutting less of a daunting prospect. As with all my newbie work at the moment, its not pretty but its functional and will get me started tapping and cutting straighter threads ! John |
| Thread: Which milling vice |
| 08/10/2010 12:34:24 |
Having done more research I need some more help
Contacted Chronos and basically none of the Vertex swivel vices (from 4" to 6") are suitable as the spacing between the furthest slots on my Chester's table are 90mm c/l to c/l and Chronos say the smallest 4" vice would need the swivel base removing which kind of kills my need for indexing
So given the 90mm spacing what are my options? Find a smaller swivel vice where the fixings for the swivel base will fit the spacing?
Anyone using a Chester Champion or mill with similar sized table (with slots at similar spacings) who can recommend a swivel vice or some way of indexing a workpiece to be able to cut e.g. hex shapes, triangles etc
Thanks again chaps
John |
| Thread: Lathes?? |
| 05/10/2010 12:20:13 |
My Barker 5" x 24" is of 1947 vintage and as my voyage down the road of newbieness progresses I find it has more capability than I realise. Having got past the early learning phase (I hope) of smashing cutting tools into the rotating chuck or blunting them, I am enjoying the benefit of a very rigid and sturdy lathe as I start to actually make things.
The down side is its size and weight (quarter to half a ton it felt like) but it's in the garage and I had two hefty mates to get it set up.
Got joined by a Chester Champion mill (heavy bugger to lift on my own but I did it!) within 6 months and that's my engineering set up complete for now
Must admit the advice on here has got me going further and faster than the tools I'm using but they are extremely capable as I find out every time I use them
|
| Thread: Advice re: holding workpiece to cut taper |
| 28/09/2010 07:51:05 |
| Andrew;- I put a piece of 31mm dia bar in the 3 jaw with enough length in the chuck to be covered by each jaw which left 225mm projecting. It was rock solid. Same with locking up the tailstock with the barrel fully extended. But I did notice the tip of the centre is worn and the centre is not a true cone. It has effectively a nipple on the end. So I'm putting it down to flex in the workpiece and the worn centre Thanks for all the help and I'm going to follow Bogs' method Regards John |
| 28/09/2010 07:48:42 |
| Andrew;- I put a piece of 31mm dia bar in the 3 jaw with enough length in the chuck to be covered by each jaw which left 225mm projecting. It was rock solid. Same with locking up the tailstock with the barrel fully extended. But I did notice the tip of the centre is worn and the centre is not a true cone. It has effectively a nipple on the end. So I'm putting it down to flex in the workpiece and the worn centre Thanks for all the help and I'm going to follow Bogs' method Regards John |
| 27/09/2010 20:46:13 |
| Andrew:- how long for the longish bar? 12"? |
| 27/09/2010 20:19:03 |
Keith:- the tailstock seems to lock good and tight to the bed. Its the barrel fully extended that seems to exhibit the looseness. I shall have another play when I am allowed back into the garage by SWMBO John & Bogs:- I did think about buying some pre-formed tapers but then thought that attempting the MT3 would be a good learning experience on my road from newbieness. This is my fall back position though if my skill is outrun by time i.e. the need to get cutting some threads with the tap and die holder |
| 27/09/2010 13:23:15 |
Andrew: - the headstock is MT4. How do I check for a worn chuck or tailstock? Yes everything was locked down but the lathe is from 1947 and I'm not sure if it isn't worn. I got some good cuts on 60mm bar for the die holder using the 4 jaw without a centre in the tailstock
Keith:- I was planning to angle the topslide but I think clearance is going to be my big problem. The lathe does have a rotating headstock with degrees marked on the casting and base which is what the Barker is/was famous for so I can rotate the headstock to the angle for an MT3 (about 1.5 degrees I have read) and adjust the tailstock |
| 27/09/2010 12:21:19 |
I am making a tap and die holder. Basically the holder(s) will slide along a shaft held by an MT3 taper in my tailstock
It might be that I have gone about things in the wrong order. The shaft workpiece started as 25mm dia bar and I cut the shaft onto one end (12mm dia and about 80mm long). I am now holding the shaft in the 3 jaw but even with a centre held in the tailstock there is noticeable flex when cutting the bar to clean up the rough surface before attempting the taper.
I can see the tailstock flex because the MT3 taper holding the centre is at full extent to clear the saddle and to give a good seat to the the centre into the workpiece
Do I need to start with a fresh piece of bar and do the taper first and then the shaft? Or try lighter cuts?
Don't say use a 4 jaw as that is holding the die holder which has cut nicely and has a nice finish after practising my finishing cuts
Thanks for any help
John |
| Thread: Is this hobby dying? |
| 08/09/2010 12:45:28 |
I think Peter makes a very good point
I want to transplant the front end (forks and yokes) and swingarm from two other different bikes onto mine. This will require spacers making and existing parts machining to fit. I could take everything plus designs for the new bits to a local engineering firm and pay but it will total hundreds of £'s and several re-visits to fine tune the fit.
So I thought I would buy a lathe and make the bits myself plus learn new skills into the process. The lathe cost me £350 plus the 350 mile round trip down to Hereford and back to collect in my estate. I then went a bit mad buying stuff that I probably didn't need as a newbie or that didn't fit an old British lathe but, hey ho, I live and learn from my mistakes. At least now I am able to make them fit e.g. Myford vertical slide. Then, after further reading and contemplation of the project in hand, I decided I would need a mill. One came up on eBay within 6 miles so I bid £375 and won and that's where I am today.
At the moment I am making some extra tooling (tap and die holders as I have found that I can't do these straight and true by freehand) which is teaching me basic lathe and milling skills. The main lesson I have learned is that when the rubbing noise starts, take the tool out and sharpen it !
All in all I have probably spent in the region of £1200 thus far on two second hand but sizeable machines plus tooling. This probably exceeds what I would have spent down at the local engineering firm but they are there for whatever future jobs turn up (restoration of a "free" 1982 Yamaha motorcycle I have been given is the next project), plus a work colleague wants me to make some spacers to get some crash protectors to fit on a different motorbike, and I am having a ball learning about lathe work and milling and making mistakes along the way.
I've bought quite a few of the Workshop Practice series and am looking forward to making some of the tools and tooling in there as well
All I am short of is time, being in full time work with a young family (1, 5 and 19). That's where I envy all you retired folks as this gets further away for me every time the Govt ups the retirement age!
John
|
| 06/09/2010 20:48:45 |
Posted by Axel on 06/09/2010 13:50:45: Surely more individuals have machine tools in their shops now, but are they making models or tuning motor bikes? It's motorbikes for me! |
| 04/09/2010 20:47:17 |
Well I'm a newcomer, albeit starting at 45 yrs old !
I'm not into trains but motorbikes and am here because this is where the knowledge is about lathes and milling, which are the skills I need to learn.
So maybe some people are joining and spending their money to help keep everybody going. I've subscribed to MEW, spent about £650 on tooling, joined my local model engineering society, and will shortly subscribe to Classic & Motorcycle Mechanics.
And thanks for everyone on here who answers my questions, which probably seem basic and obvious to some!
John |
| Thread: Which milling vice |
| 04/09/2010 08:59:42 |
Hi Jason
It is second hand and I can't find a model name or number on the machine but the table measures 150 x 630mm
Thanks
John |
| 04/09/2010 08:17:11 |
Having started using the Chester Champion to begin my learning journey on the milling front, I have found that the vice I have is a bit basic and limiting. It's not very big nor indexable so I need something else.
It's a basic 2 1/2" vice that I bought at a car boot years ago for no particular need but just to have. I've used it a couple of times in a pillar drill but that's about it. Now I've got the Chester I needed something to hold stuff that can't be fixed in the t-slots. Don't think I need a tilting vice as the Chester has a tilt head.
So I am contemplating this one
What do more experienced members think?
Thanks again for any replies
John
|
| Thread: Phase Converter Which Type? |
| 25/08/2010 20:33:40 |
If my single phase motor on my 1947 lathe is rated at 1425 rpm and I'm thinking of going 3 phase, is there a limit to the capacity of the 3 phase inverter I could buy? e.g. there are various converters offered by Transwave and Digital from 1/8th HP up to 10 HP. I don't know what my lathe motor equates to but I would guess 3/4 HP to 1 HP working on Myford equivalents Could I get a 1 HP or 3 HP inverter in their eBay sales and match that to a 1 HP or 3 HP star/delta motor Would this cause any problems for my lathe? |
| 24/08/2010 12:24:17 |
A really useful thread btw folks as I plan to change my lathe and mill to 3 phase for the variable speed at some time in the future so this is great for my research
One thing that hasn't been touched on yet is replacing 1 phase motors to be able to take advantage of this. I know old motors (1940's on my lathe) have a footprint - something along the lines of B56 for mine I seem to recall - and then there is the spindle (5/8" on my lathe) whereas a lot of the 3 phase motors seem to have bigger spindles
But if I can summarise what has been said I will need an inverter with a speed controller, a switch or isolator to switch between lathe and mill, a new motor for each machine. I like the idea of re-wiring the controls on the mill though. Mine is a Chester Champion with start/stop/reverse/isolate whereas the lathe just has a Dewhurst forward/stop/reverse lever switch
Keep on posting and I'll keep reading
John |
| Thread: Where to buy indexable tool tips |
| 24/08/2010 08:23:19 |
Posted by DavoJ on 23/08/2010 08:26:27:
Hi,
I have just joined and I saw this post and thought I could help you.
Certainly looks like you've found the right set. I'll get in touch with the seller. Funny how the answer to my problems lies on the other side of the world
 Thanks Dave |
| 21/08/2010 19:43:06 |
KWIL - you may be correct about the cheap non-standard item When I put the codes of the three knife tools into Google (PSSNR1215H09, PSBNR1215H09 AND PWGNR1215H06) I get results for several Chinese manufacturers offering bulk sales (1000+ units) of the nine piece set I bought Going to their websites does provide product numbers for the carbide inserts, namely 41005V, but no UK stockists Seems like my only choice is to replace these tools with better ones where I know I can get replacement tips as well Bugger! More expense when I could be buying metal |
| 21/08/2010 10:22:11 |
Hi folks Here is the tool tip - a good one taken off one of the other tools. I have checked my measurements again and found that the top of the square measures 10.05mm per side and the bottom 10.00mm per side so there is a slight rake (clearance). On the underside there is a slight recess (counterbore) around the hole but it is very shallow and I can't measure it Over to you   t |
| 20/08/2010 12:08:28 |
Sorry all
Should clarify that what I mean is I am having difficulty relating my metric measurements taken off the carbide tool tip to the imperial references in the standard
Thanks for anyone who can help me. Once I've got the code I can try and find a supplier just for the square tool tips only
|
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!