Forum sponsored by:

Advice re: holding workpiece to cut taper
It's flexing and not cutting true
| John Coates | 27/09/2010 12:21:19 |
 558 forum posts 28 photos | I am making a tap and die holder. Basically the holder(s) will slide along a shaft held by an MT3 taper in my tailstock
It might be that I have gone about things in the wrong order. The shaft workpiece started as 25mm dia bar and I cut the shaft onto one end (12mm dia and about 80mm long). I am now holding the shaft in the 3 jaw but even with a centre held in the tailstock there is noticeable flex when cutting the bar to clean up the rough surface before attempting the taper.
I can see the tailstock flex because the MT3 taper holding the centre is at full extent to clear the saddle and to give a good seat to the the centre into the workpiece
Do I need to start with a fresh piece of bar and do the taper first and then the shaft? Or try lighter cuts?
Don't say use a 4 jaw as that is holding the die holder which has cut nicely and has a nice finish after practising my finishing cuts
Thanks for any help
John |
| Andrew Johnston | 27/09/2010 13:00:06 |
 7061 forum posts 719 photos | I think I'd have probably done it the other way round, ie, machine the taper first and then the shaft. Two reasons for doing this; one, if I bog up cutting the taper I haven't lost a lot of other work. Second, assuming that if the lathe has MT3 in tailstock then the headstock must be at least MT3, the part can then be held in the headstock taper and be supported by the tailstock. However, that's not where we're at. Even as described I don't think the shaft should be flexing. I assume a reasonably robust lathe if it has a MT3 tailstock. So, something is not right. Could be the 3 jaw chuck is worn, the tailstock barrel might be worn if it is locked and still flexing. Not enough pressure on the tailstock centre? Is everything tight and locked? Regards, Andrew |
| Keith Long | 27/09/2010 13:07:48 |
| 883 forum posts 11 photos | Hi John How are you planning to get the taper - set over tail-stock or angled top-slide? If set over tail-stock the I'd do the job between centres with a very sharp tool and light cuts. Provided that you get the taper that you want - how you get there is of secondary importance. Doing the job between centres means that you can take it out of the lathe for checking against a sleeve and put it back without worry to carry on. If you're having to hold the shaft in a chuck then trying to use the tail-stock offset method means you will be bending the workpiece and flexing it so you will see the tail-stock at full extension moving in all probability. If you are using the top-slide at an angle then I think it will be a case of again a very sharp tool and light cuts. At least if you leave the job in the chuck and just retract the tail-stock you should be able to check the taper against a sleeve if you have or can borrow one. I personally would not be happy with trying the taper in the tail-stock spindle as that would mean removing the centre to carry out the check with the possibility of it not seating exactly as it did before when you want to carry on. Those are my thoughts - others with more experience may disagree or have other suggestions. Keith
Edited By Keith Long on 27/09/2010 13:09:05 Edited By Keith Long on 27/09/2010 13:09:45 |
| John Coates | 27/09/2010 13:23:15 |
558 forum posts 28 photos | Andrew: - the headstock is MT4. How do I check for a worn chuck or tailstock? Yes everything was locked down but the lathe is from 1947 and I'm not sure if it isn't worn. I got some good cuts on 60mm bar for the die holder using the 4 jaw without a centre in the tailstock
Keith:- I was planning to angle the topslide but I think clearance is going to be my big problem. The lathe does have a rotating headstock with degrees marked on the casting and base which is what the Barker is/was famous for so I can rotate the headstock to the angle for an MT3 (about 1.5 degrees I have read) and adjust the tailstock |
| Keith Long | 27/09/2010 14:17:34 |
| 883 forum posts 11 photos | Hi John I'm in the process of trying to align the head-stock bearings on my lathe, so I wouldn't recommend anyone to "de-adjust" a lined up head-stock just to cut a taper, especially as you'll be trying to set it to 1 degree, 26 minutes and 15 seconds - and the 15 seconds matters for a good fit!! I think I'd still back my previous suggestion, keep the lathe and the tail-stock straight, angle the top-slide, if necessary make up a tool holder that will allow a reasonable overhang of the tool in the tool-post to open up clearance to use the top-slide. Make sure the tool is SHARP and use LIGHT cuts - you're not in a race, and check the taper - OFTEN. By doing this you should be able to compensate for any movement in the tail stock barrel. As an after thought can you rig any form of support at the back of the tail-stock barrel. A piece of timber wedged between it and something else solid should give that bit of extra support to reduce the flexing that you're seeing. Keith
|
| John Haine | 27/09/2010 16:43:46 |
| 5563 forum posts 322 photos | When I made one of these I used a commercial soft taper, bored out to accomodate a 1/2" piece of silver steel which I loctited in place. Would make one by cutting a taper first, parting off, mounting in h/stock, and boring out. |
| Bogstandard | 27/09/2010 17:35:13 |
| 263 forum posts | The first bit of this post shows how I cut a 5MT to fit into my lathe spindle, but you could use the same metthod for a smaller one. Forget about the grinding, use a good machining steel and you will be OK. In fact I wouldn't even bother cutting a 3MT, just buy a blank nosed one for a few squid and work from that. Bogs |
| John Coates | 27/09/2010 20:19:03 |
558 forum posts 28 photos | Keith:- the tailstock seems to lock good and tight to the bed. Its the barrel fully extended that seems to exhibit the looseness. I shall have another play when I am allowed back into the garage by SWMBO John & Bogs:- I did think about buying some pre-formed tapers but then thought that attempting the MT3 would be a good learning experience on my road from newbieness. This is my fall back position though if my skill is outrun by time i.e. the need to get cutting some threads with the tap and die holder |
| Andrew Johnston | 27/09/2010 20:29:15 |
7061 forum posts 719 photos | Hi John, As a first step you don't need anything fancy to check if the chuck jaws and tailstock are worn. For the chuck, put a longish bar in the chuck and tighten moderately. Then see if you can move the bar by pushing and pulling by hand. The most likely error is that the jaws no longer grip parallel. If this is case the outer end of the bar should move. I assume that you have a Barker lathe, with the round bar bed? Interesting design concept. The tailstock looks a little short, so this may be where the play is. Wind the barrel out, apply clamps and see if you can move the barrel by pushing and pulling on the end. The most likely fault is some wear in the barrel housing, and this will be most apparent when the barrel is fully extended. I wouldn't even think about swivelling the headstock to turn a taper. Once it is set up to turn parallel, leave well alone. Apart from anything else, I don't think it will be that easy to set. Much easier to move the topslide. It's a right royal pain in the posterior adjusting a cylindrical grinder for Morse tapers, where it is relatively easy to adjust the table the odd thou at a time with a fine pitch screw. It'll be more difficult on the headstock. According to my calculations 1 thou over 3" gives an included angle of about 1 minute of arc. That's the sort of accuracy you will need to achieve. Best Regards, Andrew |
| Keith Long | 27/09/2010 20:30:27 |
| 883 forum posts 11 photos | Hi John It was supporting the barrel that I had in mind - didn't express it very well Keith |
| John Coates | 27/09/2010 20:46:13 |
558 forum posts 28 photos | Andrew:- how long for the longish bar? 12"? |
| Andrew Johnston | 27/09/2010 22:29:05 |
7061 forum posts 719 photos | Hi John, Yes, 12" would be fine. It's not critical, just long enough to get a good purchase on. Regards, Andrew |
| John Olsen | 28/09/2010 01:52:43 |
| 1294 forum posts 108 photos 1 articles | Hi Guys, May not be much help with this one, but I have found when turning tapers that it can pay to have the small end towards the headstock That way, when you angle the topslide, the handle end is getting further from the tailstock, not closer. On a Myford, clearance there can be a real problem. I would usually do a taper with the job held between centres so that it can be removed and replaced, which allows trying it in a suitable socket if one is about. (Hard to make a good fit if one isn't) I hate offsetting the tailstock, and the headstock would be even worse. If you set up a taper on the topslide using a dial guage against a known good taper, the dial guage must be exactly at centre height on the job. regards John |
| John Coates | 28/09/2010 07:48:42 |
558 forum posts 28 photos | Andrew;- I put a piece of 31mm dia bar in the 3 jaw with enough length in the chuck to be covered by each jaw which left 225mm projecting. It was rock solid. Same with locking up the tailstock with the barrel fully extended. But I did notice the tip of the centre is worn and the centre is not a true cone. It has effectively a nipple on the end. So I'm putting it down to flex in the workpiece and the worn centre Thanks for all the help and I'm going to follow Bogs' method Regards John |
| John Coates | 28/09/2010 07:51:05 |
558 forum posts 28 photos | Andrew;- I put a piece of 31mm dia bar in the 3 jaw with enough length in the chuck to be covered by each jaw which left 225mm projecting. It was rock solid. Same with locking up the tailstock with the barrel fully extended. But I did notice the tip of the centre is worn and the centre is not a true cone. It has effectively a nipple on the end. So I'm putting it down to flex in the workpiece and the worn centre Thanks for all the help and I'm going to follow Bogs' method Regards John |
| John Olsen | 28/09/2010 08:49:55 |
| 1294 forum posts 108 photos 1 articles | You can true up a worn centre by using one of those little Dremel tools as a tool post die grinder. I did a half centre recently like that, except I used a little (5/8" Diameter) air die grinder, which works even better than the Dremel ones. The centre goes in the headstock and you set the topslide to the correct angle. Of course some do not like to grind in the lathe, if you do you should cover everything possible and clean up well afterwards. regards John |
| Andrew Johnston | 28/09/2010 11:26:38 |
7061 forum posts 719 photos | Hi John, Sounds like the chuck and tailstock are in reasonable condition. A poor finish on the centre would certainly cause issues. Sounds like you have identified the cause of the problem. Regards, Andrew |
| John Coates | 09/10/2010 21:21:23 |
558 forum posts 28 photos | Update on this I used the adjustable headstock on my Barker to re-cut the centre and remove the "nipple" at the end. Measured the centre as 60 degrees so set the headstock over 30 degrees (its maximum anyway). Like this: 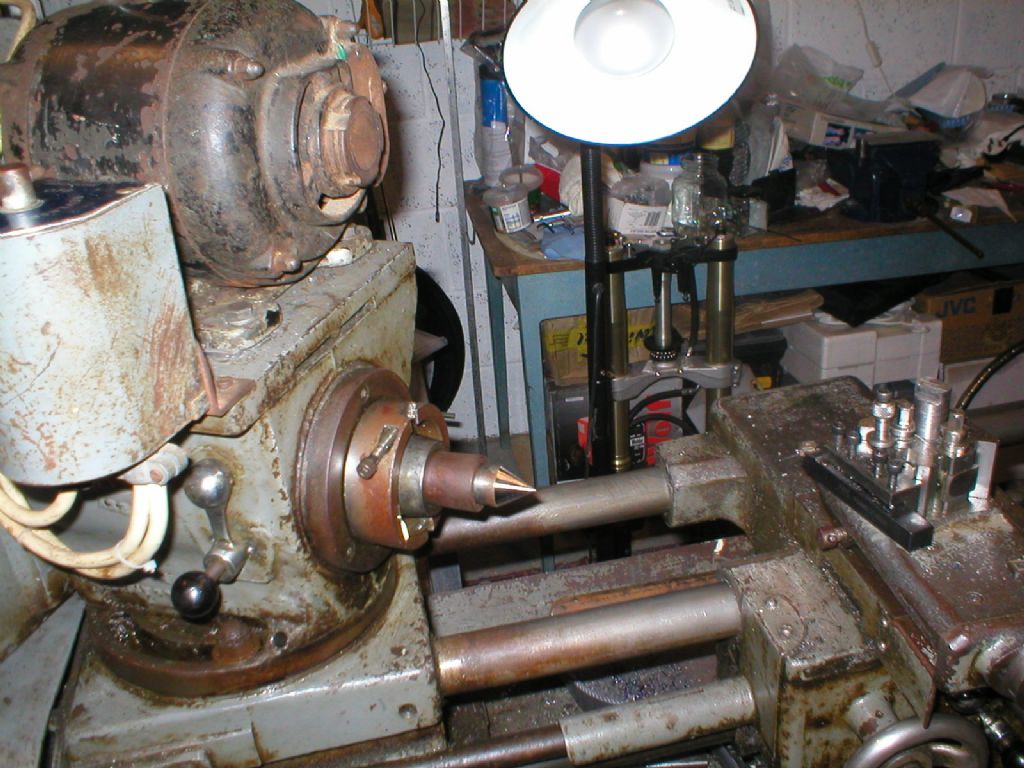 I then used this method to cut the MT3 taper for the die holder. Set the headstock to approx 1.5 degrees and cut it in no time. Didn't blue it up and test it in the MT3 socket (will do that later) but just swapped the MT3-MT4 adapter, put the new taper in and cut the end down to 12mm as the shaft for the die holder Quite impressed by the Barker in this respect. It made taper cutting less of a daunting prospect. As with all my newbie work at the moment, its not pretty but its functional and will get me started tapping and cutting straighter threads ! John |
Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Workshop Techniques > Advice re: holding workpiece to cut taper