Member postings for Ramon Wilson
Here is a list of all the postings Ramon Wilson has made in our forums. Click on a thread name to jump to the thread.
| Thread: Super Steel epoxy |
| 20/11/2022 13:20:32 |
Posted by JasonB on 20/11/2022 12:24:43:
Best not ask Ramon about his soft jaws if anyone is of a delicate disposition
Well, they are still in use Jason, used them only yesterday in fact
'Horses for Courses' of course but that old phrase "Don't knock it till you tried it" could be well applied to JBW for sure
PS are kneadable 'butties' similar to bacon ones? Sorry couldn't resist Edited By Ramon Wilson on 20/11/2022 13:22:39 |
| 20/11/2022 10:43:44 |
Chris - it is the standard 24 hr cure JBW that has the best attributes. The faster cure does not have the same strength nor temperature resistance.
|
| 20/11/2022 09:32:14 |
You are correct there Bernard, not everyone is As I recall I made my first silencer for an IC engine sometime in the early seventies. It was for an OS-40 glow motor fitted in my first model boat. The engine was not a water cooled version but the standard unsilenced R/C motor, the manifold made from brass with a brass collector silver soldered to it leading via silicone tubing to an expansion chamber in the rear of the boat. Well over-engineered in respect to the engine but the only materials available to me at that time. It was much to my surprise that the first run showed that the silver solder had melted with the heat, clearly evidenced by the way the solder had run. What's this to do with JB Weld you may ask. Well, a few years later and well before any use of JBW in an ME application I made another silencer from aluminium for a similar engine - an OS Max 35S. This was for use in a control line model. At an early competition the central bolt that held all three components of the chamber came loose in flight and the silencer left the aircraft - an immediate loss of all points due to the jettison rule. One of the other competitors came over to me after and said something like "JB Weld will cure that" I queried what it was and once told doubted that an epoxy would stand the heat involved. However, well before the use of any computer, I finally found a supplier and bought some. Still with a high degree of scepticism the silencer was reassembled with JBW but still retaining it's central bolt. I was expecting to witness burnt residue around the joints but no, nothing even after many flights. I decided to remove the bolt to see what happens - nothing - it just carried on being a silencer the whole thing held together with nothing more than the JBW. This was my first realisation of just how strong this stuff was in high temp conditions. (Anyone who has used glow engines know just how hot they get). Simplistic? Well maybe but the proof was in the pudding. I have made quite a few silencers since using nothing but JBW. Flown considerably I have had only one failure where the single 8BA cap head bolt holding the silencer itself to the manifold sheared. On first use I grabbed the first thing at hand to mix it on, a piece of flat steel plate, the residue curing in a solid lump. Quite sometime later I looked for a similar piece of steel and thought I could quickly chisel the JBW off. How wrong that assumption proved to be as it was extremely hard and resistant. I gave up and looked for another piece of material,l the JB coated piece still lurking in the workshop somewhere as a good example. It was this prior use and the discovery of just how hard it was that lead me to the conclusion that it would make for a good bonding agent to fabricate 'castings' - the Waller engine, much much later, finally being the first real use in this application. As readers can no doubt surmise - I am a convinced advocate of the product based on a high degree of success with its attributes. Yes there are other products available but none, as far as I am aware, match them like for like at the reasonable cost that JBW is available for. This product has been the subject of other threads before - a quick search of JB Weld will soon find them
Best -Tug |
| Thread: Oils for Hardening |
| 19/11/2022 12:04:20 |
The best, and traditional oil for that is whale oil but I doubt you'd find any of that these days. For simple at home use, any mineral oil will do but if you use old car oil (which is perfectly ok for home use) be prepared for it to flame over upon the initial quenching. I always use oil rather than water for silver steel to eliminate the potential for cracking.
Tug |
| Thread: Oh no - not another newbie! |
| 19/11/2022 09:04:51 |
Tim, further to my last reply and agreeing with the separate task approach - I should have added that I have always found it best to make each component to lead to the next - where the important fit of parts are required eg - case first, liner to fit case, cylinder head to fit liner, shaft to fit case etc May seem like stating the obvious but some do take the 'easy' parts to do first and that isn't always the best approach from a fit perspective. Besides if you haven't got a crankcase first you haven't got a start! If it's of interest there's also a detailed account on lapping a diesel piston to the liner on MEM Best - Tug |
| Thread: Super Steel epoxy |
| 18/11/2022 23:02:13 |
Well each to his own John, though being sceptical (even to a degree) is one thing, being dismissive without trying is another. I think I've done enough with JBW to know that I don't need a TIG welder for the uses I have put it to in the field of model engineering. It's not the amount used but the application of it that counts. The comparison between a full size boat and a cylinder head for a Double Ten for instance is, I'm sure you would agree, quite considerable. I'm a firm believer in not knocking something unless you've tried it - if you don't try you don't find out that's for sure but I'm well confident in it's strength for the applications I have used and advocated it for to date. I can well imagine the heat required and potential for distortion, not to mention the clean up required had this lot been silver soldered - can you actually TIG weld cast iron BTW?
As always it's down to the individual to make their own minds up but I know where I stand where this product is concerned
Regards - Tug
|
| 18/11/2022 18:05:40 |
Posted by Dalboy on 18/11/2022 16:38:46:
I take it from all of the comments that no one has used it or even knows what it is like No, indeed I haven't - it's probably a perfectly good product but not in the same league as JBW from a model engineering point of view - I certainly wouldn't use it for fabricating a cylinder head for instance but it's probably okay for cosmetic fillets etc. JBW can be a bit runny but that's it's only drawback as far as I have found. Tug
PS Thanks for the link Jason - JBW it is then Edited By Ramon Wilson on 18/11/2022 18:07:32 |
| 18/11/2022 14:59:31 |
Posted by Bizibilder on 18/11/2022 14:12:08:
"Plastic Padding" is now marketed under the "Teroson" brand - same stuff just a different name, still made by Henkel. Not 'Plastic Padding' per se but Super Epoxy ordinary epoxy adhesive that used to be made by Plastic Padding but thanks for the tip. ChrisH - So JBW is second in line Chris to the KBS Numetal on strength but what a price difference. I doubt if the advantage is 400% Any idea what the temperature resistance is on the Numetal. Thanks for taking the time to list all these products BTW I watched a similar if not the same video and made a positive comment on here JB Weld but it was met with derision by one due to his previous videos not impressing. What it showed to me, and others however, was it's strength over the other components tested in similar fashion and reinforced my belief in JBW's suitability for use in model engineering Regards - Tug Edited By Ramon Wilson on 18/11/2022 15:08:09 |
| Thread: Flycutting |
| 18/11/2022 11:31:38 |
Well what's a milling machine if it isn't a shaper Bernie Lovely finish on that example Andrew - is that copper or phosphor bronze? Nice set up in that last pic too but you have to admit you have a very sturdy machine there with plenty of power to boot for a good cut like that
Tug Edited By Ramon Wilson on 18/11/2022 11:34:15 |
| 18/11/2022 08:39:21 |
Unless a flycutter is set such that it cuts only on the front stroke you will get this situation. Doing that increases the other problem with flycutting, that of a concave surface. There is also the temptation to make the fly cutter as large as possible to cover the area machined in one sweep. This in itself slows things down as the diameter requires a slow rotational speed which in turn has an effect on surface speed. Depth of cut is also minimal. It is much better to mill a flat surface with smaller cutters but I appreciate your concern regarding the cost. Making a much smaller diameter fly cutter is one answer - you can convert an old, say 1/2 end mill or slot drill by grinding the teeth, save one, back and sharpening the remaining tooth much like you would a flycutter tool. This works but of course again only for shallow depths but everything speeds up considerably. Yes the surface finish doesn't not look so nice to some eyes but it will be much flatter and achieved far quicker. I'm fortunate enough to have a variety of cutters to call on but personally I mostly use HSS 6mm FC3 'Throw Away' cutters for this type of operation, reasonably cheap and readily available compared with standard end mills/slot drills. Carbide cutters will give you a longer life but are easily chipped/shattered and not likely to be reclaimed by the kit in the average workshop so I avoid them save for when a situation calls for it. There is nothing wrong in flycutting but it's not the easy alternative that it's sometimes seen as. Best - Tug
PS I am not suggesting by my first statement above that this is how a fly cutting operation should be set up - merely pointing out that this is the only way to eliminate cutting on the backstroke which, due to the nature of the operation, even with perfectly trammed mill, will occur - the larger the diameter the more it will do so. Edited By Ramon Wilson on 18/11/2022 08:42:51 |
| Thread: Super Steel epoxy |
| 18/11/2022 08:14:47 |
Not this exact product though the original Plastic Padding Super Epoxy 20 min epoxy adhesive was an extremely tough adhesive - sadly no longer available for some reason. I'm not certain of the characteristics of the product referred to but as a long time user of JB Weld I personally don't think there's a comparable product, strength and temperature wise for a comparable price It has always worked so well for me I see no reason to try anything else as an alternative unless of course a stronger or more temperature resistant version became available though the JBW standard version gives a good result in that direction anyway Best - Tug |
| Thread: Oh no - not another newbie! |
| 16/11/2022 22:52:50 |
Another good choice as a first off Tim and a good idea to treat each component as a separate task. I have posted quite a bit about my diesel engine builds from start to finish on the 'Model Engine Maker' and 'Home Model Engine Machinist' sites which you may find of use, one word searches of either Tiger, Tigre, Hunter, Eta should get you there if you feel so inclined. 'Domestic Interference' is a bane at any time when a model project calls so I empathise but do keep us informed once you begin that journey.
Tug |
| Thread: scaling |
| 16/11/2022 17:26:45 |
Peter - Further to Jason's post some further thoughts etc. 'Scaling' in itself is easy enough but as Jason says the original design plays a big part too so it is something to keep in mind. As I already mentioned the direct doubling up leads to an eight fold increase in mass of all components so the final result can be way over what would be expected if designing a similar sized engine from scratch and conversely the opposite if scaling down, some components can then be too weak for their designed use. Some of the IC engines I have made, all scaled to give a constant 5cc capacity, have suffered from the increase in mass situation. This Super Tigre 1cc was notable for this - the outcome though a direct copy (within the scope of machining from stock) was considerably heavier than you would expect for a commercial 5cc engine. It made a great project though. The Waller engine that Jason refers too was also described on Home Model Engine Machinist (HMEM) some time back. This will take you there The current thread I have in progress on here with the Marine Condensing engine will also show that direct scaling (down in this instance) works ok but I stress again that all dimensions are scaled by .625 and the result worked to, however odd they might be to the original 'stock drawing size'. Obviously the quality of the original design plays a big part but if it's a proven design with the bugs ironed out then most will allow an increase or decrease to suit ones personal choice. Enjoy yourself - Tug
Edited By Ramon Wilson on 16/11/2022 17:55:54 |
| 16/11/2022 11:12:24 |
Posted by Paul Lousick on 16/11/2022 10:53:42: Often the details in a model that has been scale down is a simplified version of the original and and material sizes are slightly larger than calculated to suit available plate and bar sizes. (smaller standard sizes may be too weak). If a drawing is scaled up from a small model and a slightly larger, standard size plate, etc is used than that which was calculated, you may end up with a chunky model that does not have all of the detail of the original design. Always best to work from full size if available.
I'm afraid I can't agree with that surmising Paul, my good friend Chris Collinson has scaled down a considerable number of steam engine designs to half size all of which work very well if a little fast. As said above though, like myself he works to the dimension and does not change things to suit stock material unless there is no option - that is where matters begin to go wrong as one change leads to another. Here's a pic of his two M'c Onie Oscillators one standard size the other half size
and another of his Galloway
Scaling does bring issues depending on the amount scaled but it's a well worth objective and does give a personal touch to a project. Tug Edited By Ramon Wilson on 16/11/2022 11:12:50 |
| Thread: Oh no - not another newbie! |
| 16/11/2022 08:19:34 |
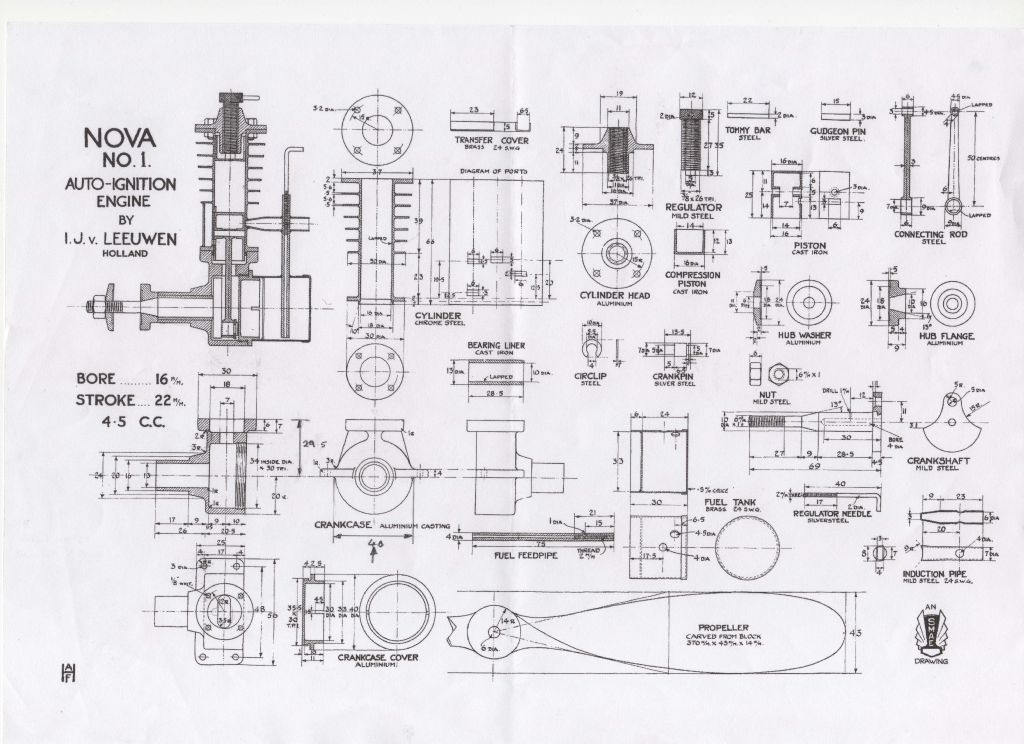
Welcome Tim from another life long aeromodeller - mainly control line and free flight with some R/C glider I've had many small engines over those years (sixty plus) but it was quite late when I decided to make my own. I do believe I covered the build on here somewhere and it was serialised in ME mag. Once that first attempt broke into a run I was hooked on making them for quite a while. I made all mine from scratch without using any castings so the latter is not something that is necessarily required. There are several other builds on Model Engine Maker too of my other projects if that's of interest. Biggest pitfall is to start with something too small in capacity - yes many have been made around the .8cc mark but getting the piston liner fit becomes more challenging the smaller you go. A good project to begin with would be the Nalon Viper -2.5cc diesel and as designed completely made from bar stock material. A good performer too if made well. There are several glow engines to choose from too as no doubt you have found but my preference are diesels As my interest in making engines comes to an end however it's good to hear of someone with a new interest in them so good luck with the start of your adventures with the delights of 'making your own' - if I can be of any help just ask. Best - Tug PS Here's the one that kicked it all off for me - The Nova 4.5cc BTW Ignore that fuel recommendation!
Edited By Ramon Wilson on 16/11/2022 08:22:23 |
| Thread: scaling |
| 15/11/2022 16:45:03 |
Peter, you can scale any model to your desired size but as others have said various factors need to be taken into account beforehand. As Jason I have scaled several model projects - commercial 2.5cc model aircraft engines to a constant 5cc for example and an Anthony Mount Waller Engine to 1.333. Currently I am working the other way and building a marine compound engine to 5/8ths of the original drawing dimensions. Something to take into account when going up is mass - a straight forward 'twice the linear dimension' will give eight times the volume for instance - quite an increase in material costs for a start. Heat absorption or retention is another if an IC engine or an engine running on steam. Construction techniques is another - something adequate for the original size being overkill or inadequate for the scaled item, up or down. Personally I would think of scaling (in your instance) as a percentage of the original and convert each dimension directly - and work to it - no rounding up or down on anything. Doing the latter quickly leads to having to change things to suit further on and usually, if not always, brings further problems down the line. Castings are not always an essential - it's amazing what can be produced from stock material and JB Weld for instance. Plus the benefit of firm datums, soft homogenous cast iron if bought as such and no casting alignment problems either. On that note "The world's your oyster" just pick your subject bearing the above in mind and go for it, there are some great designs out there that just beg for being made a bit larger or indeed a tad smaller. Best - Tug
Edited By Ramon Wilson on 15/11/2022 16:56:47 |
| Thread: Another EVRI calamity. |
| 14/11/2022 11:50:07 |
This is all very clever; but is it progress ? MichaelG
Well depends on how you see progress Michael but I'd say it's a lot better than someone telling you "It's in the post" when it clearly isn't. Have to say I've had no issues with any of the delivery companies inbound or out over many many transactions but can recall a certain Veron Vertex R/C glider kit that had allegedly been sent when it hadn't - way before Internet buying but lie after lie passed this way before it was finally resolved. It was finally 'found' about 6-8 weeks later in the "local post office lurking behind some bench". Strangely enough the shop took it back to the shop, re wrapped it and then reposted it according to the date mark. ??? Yeah, lost alright! Best - Tug |
| Thread: Graduating a Hemingway Taper Turning Attachment |
| 08/11/2022 18:19:00 |
Mike - just a further note on a practical application. I did this 360 degree ring for my RT on the lathe using the change gears for division and a detent.
The engraving was carried out with a cross slide mounted slotting tool but could, if a lot slower, have been done using the top slide. The change gears may not be as accurate on division for your taper turning needs but does show you that you do have the means. Certainly sounds like you do so why not have a go at it
Tug Edited By Ramon Wilson on 08/11/2022 18:20:54 |
| 07/11/2022 13:48:16 |
Using the tilted head would be another option - I don't have that luxury on my Linley. Were I to do it the RT would be mounted vertically and set to one axis of the mill at the required angle to match the angle on the part. The workpiece - plate - is set horizontal on the C/L of the R/T with the radius and angle pre machined and set such that the radius matches the arc of rotation. The cutter is set dead on centre height and the grooving done as if cutting a gear by moving the relevant axis, depth of cut provided by the other axis. If the spindle can be locked (not usual I agree) then the cutter can just scribe the work. Not an ideal set up I agree too but something that can be done. Tug
PS just found this - similar to this set up for cutting bevel gears
Div Head set a an angle to axis as suggested - as you can see a sub plate was required in order to enable this to be achieved Edited By Ramon Wilson on 07/11/2022 13:56:01 Edited By Ramon Wilson on 07/11/2022 13:59:01 |
| 07/11/2022 12:24:05 |
Whilst I agree this is not the best of design from a manufacture point of view if the rotary table can be mounted vertically as some can or against an angle plate (as I do for similar instances) then it should be easy enough to do if the mounting of the RT can be swung across the table at the desired angle. A rotating single point cutter should do the job as long as everything is set on the RT centre line. Tug |

.jpg")
.jpg")
.jpg")






Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!