Member postings for JasonB
Here is a list of all the postings JasonB has made in our forums. Click on a thread name to jump to the thread.
| Thread: turning a large diameter |
| 05/09/2023 13:32:46 |
It will be as accurate as you make it. As Bazyle says the method I describe is commonly used to make parts of the valve gear on locos and traction engines 0.025mm or 0.001" accuracy is quite possible. Though you will need the equipment to measure 39" to the accuracy you feel you need. Edited By JasonB on 05/09/2023 13:39:49 |
| 05/09/2023 12:23:56 |
39" makes no real difference to the method I showed, might just need to extend the pivot point out beyond the R?H end of the lathe but that is simple enough.
All the curves on this bench I made were done in a similar sort of way and radiate out from a single point, from memory the top of the rear rail is 6.5m radius
|
| Thread: An unexpected weight |
| 05/09/2023 11:23:23 |
Michael may be pass some more time by contemplating why they give the nutritional value of a typical pear weighing 133g |
| Thread: TIMED AUCTION WEDNESDAY |
| 05/09/2023 10:29:03 |
Looking at the lathe boxes they may well be customer returns so who knows what you may get, also Micro lathes not mini lathes |
| Thread: turning a large diameter |
| 05/09/2023 10:14:24 |
Here you go. Pivot at far end will need to be something clamped to the bed. If you put a slot towards the other end to take a pin fitted to a cross slide tee nut then winding the cross slide in and out will move the workpiece on the end of the bar in an arc. Could also be arranged vertically with the pin that goes into the slot mounted on a vertical slide and the pivot 500mm out to the front of the Myford anyone who has read the Minnie book will know the method as it is the same for the expansion link machining.
PS Younger guys will give an answer before 7.00am Edited By JasonB on 05/09/2023 10:15:29 Edited By JasonB on 05/09/2023 10:22:10 |
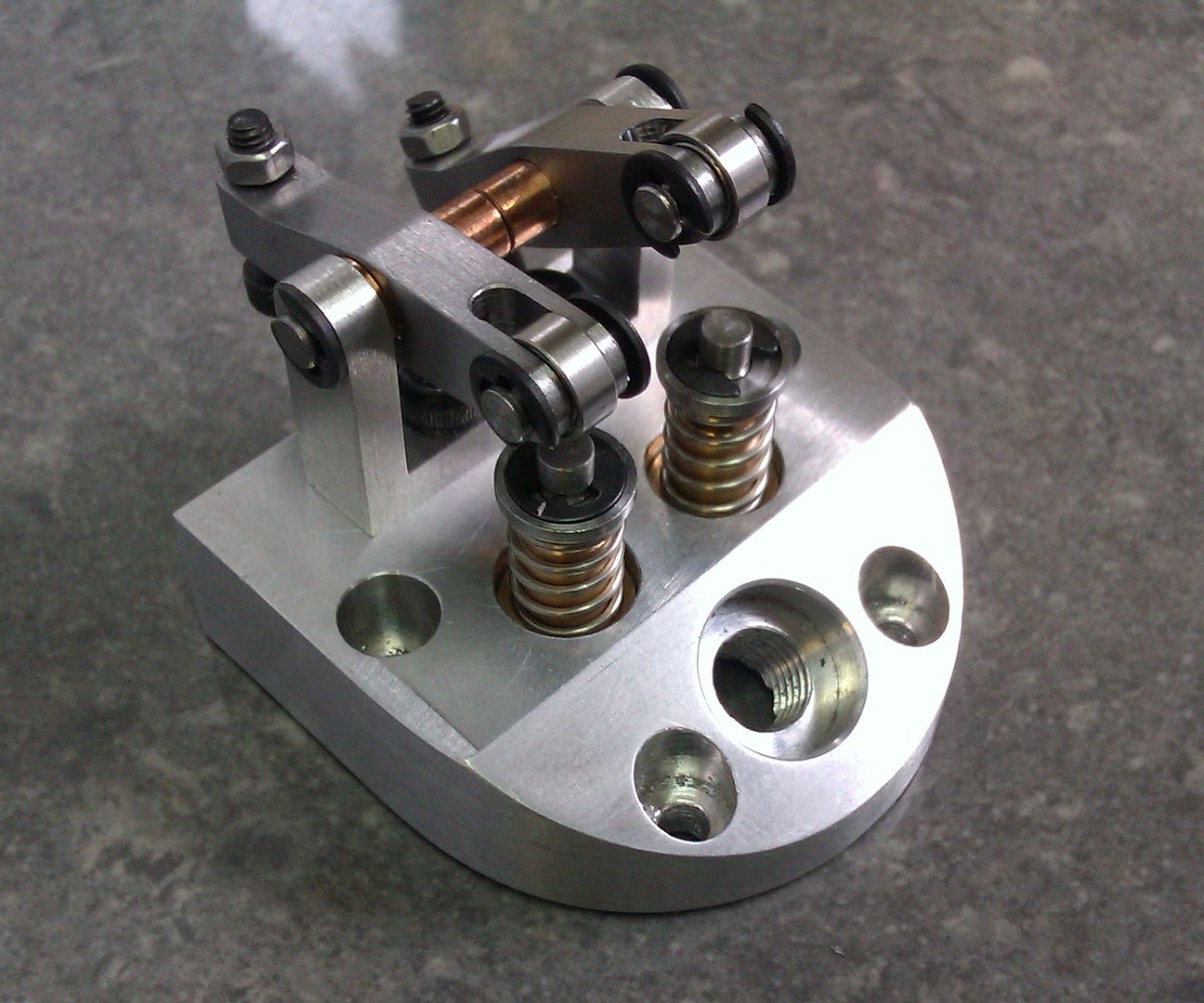
| 05/09/2023 10:05:21 |
One I made earlier
As I said earler clamp/screw your bit of metal to a longer piece that has a pivot hole, provide a pivot which will be approx 500mm from the cutting tool then sanding disc held in the lathe chuck. Simples. |
| Thread: An unexpected weight |
| 05/09/2023 08:18:52 |
Maybe average of what 4 pears that pass their size criteria weigh. Would take a lot of sorting to find 4 pears that weigh a nice round number and too much of a faff to weigh each group of 4, print weight label and charge on a weight basis.
|
| Thread: The crumbly concrete problem |
| 05/09/2023 06:58:20 |
Yes deleted as the first post mentioned polititians twice and tax payers once. Several other posts in this thread that wander from the technical side also deleted completely including Howards, Mike was lucky and only got an edit. Moderators are giving up a lot of their time at the moment trying to get the new forum usable and don't need to be wasting time here watching yet another tea room topic drift into Government /politics. Not wasting more time going through the last few posts since I last looked in so will lock it as people can't seem to stick to what they are asked to do. |
| Thread: turning a large diameter |
| 05/09/2023 06:50:26 |
As Jeff says we really need the 3rd dimension. If you hade a 40" length of 2 x 1/2 and needed the radius on the end it would be easy to put a pivot hole at one end and cobble something together so the other end could be swung against a moving tool then a grinding wheel / sanding disc held in the lathe chuck. If you need the radius on a shorter piece of metal then it is just a case of mounting it to an arm that can be swung as above Also what sort of Section of a circle once the radius is done is it pie shaped or cut along a cord Edited By JasonB on 05/09/2023 06:51:41 |
| Thread: Ignition Electrodes |
| 04/09/2023 20:43:54 |
I have made several ignition electrodes from pieces of tungsten TIG welder electrode. From ignitor contacts to spark plug electrodes. Probably have to silver solderor weld a threaded section on. |
| Thread: Poor quality drill bits |
| 04/09/2023 14:33:48 |
The old green and orange radial arm saws were what carried the DeWalt name, I had one. B&D bought them out. They also did the planer thicknesser in the same livery The handheld powertools were Elu then became Dewalt when B&D started to use the Dewalt name on the handheld and portable stuff and colour changed from grey to yellow in the late 90s Look at the commonly used Elu MOF177e which was the industry standard (Euro plunge type not US fixed type) and compare that to the Early Dewalt 625 router and they were the same except colour of the plastic Porta-cable (US) which was also bought by B&D will have added something to the parentage of the later tools and the fixed body routers that are now yellow but still not as popular here as in the US Edited By JasonB on 04/09/2023 14:38:15 |
| 04/09/2023 13:26:40 |
Though most of the Dewalt stuff can trace it's parentage back to Elu which WAS German Edited By JasonB on 04/09/2023 13:28:25 |
| 04/09/2023 13:09:02 |
John, Trend Direct UK have them though may take a while to get through 5, plenty of others on google do them too if you search that part number such as Isaac Lord and FFX. They are long shank rather than long flute that standard extra length drill bits are. |
| 04/09/2023 11:47:02 |
The trend stuff is usually imperial and would have been 7/64th (2.75mm), they do them as spares |
| Thread: Diamond Inserts |
| 04/09/2023 08:16:07 |
I was thinking about tip build up when working with aluminium which does not tend to be a problem when working steel. |
| 04/09/2023 07:31:54 |
Quick question for those using the PCD, do you use them dry on Aluminium or with some form of lubrication such as paraffin as you might with **GT inserts? |
| 03/09/2023 20:11:40 |
I seen several of the model aero engine builders mention them as being able to take off extremely fine cuts which make them ideal for sizing Pistons. Another well respected one says they have transformed the accuracy of his small hobby lathe and he can turn parts for international competition engines with it. I keep meaning to put one on an APT order to try out but I've not had a project that reallyneeds them yet. |
| Thread: Runout on a collet chuck? |
| 03/09/2023 16:39:21 |
Inside of my 5C shows 1/2 a thou which does for me. |
| Thread: Farm Boy |
| 02/09/2023 19:34:52 |
Should be fine on a slow runing Hit and Miss engine, I've smaller bearings on the Bobcat based opposed twin and not heard of anyone building the Bobcat or jaguar having issues and they run a lot faster nor the several 100 Farmboys out there. 6mm dia bearings on 3mm valve stems
|
| Thread: Horizontal miniature steam engine |
| 02/09/2023 13:40:08 |
Try it with less pressure and the nut on the spring would out. If you have the pressure too high it can lift the cylinder off the port face or you end up tightening the spring more to keep it in place which causes friction. I usually air run at 0.2-0.3bar Also check for a hydraulic lock if condensate is trapped in the cylinder Edited By JasonB on 02/09/2023 13:40:38 |



![20230905_082221[1].jpg](/sites/7/images/member_albums/44290/927770.jpg "20230905_082221[1].jpg")
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-in{kind=link}
{kind=link}
{kind=link}
Model Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!