Member postings for Sonic Escape
Here is a list of all the postings Sonic Escape has made in our forums. Click on a thread name to jump to the thread.
| Thread: What did you do today? 2023 |
| 11/08/2023 09:05:26 |
I found a nice die holder. It was rusty but I applied some rust converter and now it looks much better.
|
| Thread: Improve 3-jaw chuck repeatability |
| 08/08/2023 21:22:51 |
I'll try to summarize the main ideas so far:
I'm looking for a C-spanner to remove the chuck. Now I'm curious to see who is causing this runout. If the spindle is fine I'll replace the chuck. Anyway this one feels very gritty and usually it requires both hands to turn the key. |
| 08/08/2023 12:21:24 |
Then I think it is time to try to remove the chuck to see where is the problem. One more thing, if I push the chuck I can make the indicator to deviate by up to 0.025mm at 2cm from the chuck. Is this normal or maybe the bearings are worn out? |
| 08/08/2023 11:48:27 |
Posted by gerry madden on 08/08/2023 11:37:06:
I notice there is a '0' mark adjacent to one of the key socket holes in the chuck. Isn't one supposed to tighten this one first to minimise runout ? (Another of those things I have meant to investigate the effectiveness of but just never seem to get around to doing.) Gerry I didn't noticed it. I just tried now to use that socket hole. I got repeatedly 0.2mm runout! With the other socket holes the runout was again bellow 0.150mm. So maybe that mark means to don't use it |
| 08/08/2023 11:15:46 |
Posted by Roderick Jenkins on 08/08/2023 10:55:27:
In my experience ER collet chucks are not that hard and can be turned with a carbide tipped boring bar so I would mount the hex collet block in the 3 jaw, true up the tapered collet seat using the top slide set to the correct angle using a dti. Mark one of the hex sides so that you know which side goes against which jaw and remember which pinion is used to tighten the scroll. You should now have good concentricity and repeatability. Worth a try I think. Rod That is a better idea than trying to grind the jaws or the hex! I think I'll try it. Meanwhile I made some measurements with a test bar: The maximum runout is 0.130mm at 20mm away from the chuck. I repeated the measurements from the video for different levels of forced applied to the chuck wrench. In any case the runout didn't exceeded 0.150mm at maximum distance from the chuck. It is interesting that for a moderate force used to close the chuck the runout is bellow 0.08mm. How good are these numbers? Edited By Sonic Escape on 08/08/2023 11:16:35 |
| 07/08/2023 16:23:43 |
I looking for a way avoid to loose concentricity every time I remove the workpiece from the chuck. Also I want to avoid to remove the 3-jaw chuck. It is fine if I find a solution for diameters up to 20-30mm. My first idea is to hold this kind of ER collet in the chuck: There are two options I could think of. I could try to scrap the faces of the hexagonal part until there is no runout. And next time put the ER holder in exactly the same position. I suppose that this will take a lot of time. The second option is to make an ID grinder for the tool post and to cut a little the jaws while they are opened exactly at the same diameter as that hexagonal part. And of course the jaws should apply pressure on something during grinding. Does any of these two ideas have any chance to work? Because if not then I have more Edited By Sonic Escape on 07/08/2023 16:29:32 |
| Thread: Centre-Height Gauge in 5 minutes |
| 06/08/2023 21:06:53 |
Posted by samuel heywood on 06/08/2023 21:02:34:
Posted by Sonic Escape on 06/08/2023 20:31:03:
...... Being lazy can take you to the simplest solution Edited By Sonic Escape on 06/08/2023 20:31:54
I must be even lazier I've never felt the need to make one. I just use a dead center in the tailstock or more usually a small drill in the tailstock drill chuck. Close enough, Or you could do same using the headstock if you suspect your tailstock's way above center height.
I did the same. But lately I did a lot of turning between centers. I had to remove the workpiece to check the live center height. |
| Thread: What did you do today? 2023 |
| 06/08/2023 20:41:36 |
I made a plastic sleeve. In this way I can use longer bars that extend on the left side of the lathe. So less waste of material.
|
| Thread: Centre-Height Gauge in 5 minutes |
| 06/08/2023 20:31:03 |
I'm not sure if this even deserves a separate thread. For a long time I wanted to make a height gauge. Without one it was time consuming to adjust every time the tool height. I kept putting it off because it didn't looked like a very interesting project. But it seems that it's not always bad to keep putting things off. Today it occurred to me to do this:
It took only a few minutes to use the vise to insert a piece of soft aluminum together with a depth gauge into that knob. It is very solid and it works well. The two horizontal arms are at exactly the same height. Being lazy can take you to the simplest solution Edited By Sonic Escape on 06/08/2023 20:31:54 |
| Thread: Parting tool recommendation |
| 06/08/2023 20:05:26 |
3 months ago I used a brazed parting tool on stainless steel. It worked fine. Even considering that the workpiece was not supported with a live center. But it is about 5mm wide so it is wasting material. Also later I was not able to duplicate the operation. On the same type of material. Edited By Sonic Escape on 06/08/2023 20:06:23 |
| 06/08/2023 17:35:20 |
Posted by Michael Gilligan on 06/08/2023 08:56:16:
Posted by samuel heywood on 05/08/2023 20:23:53:
. […] You don't say for which lathe. […] . There are probably some good clues in Sonic’s concurrent thread: **LINK** https://www.model-engineer.co.uk/forums/postings.asp?th=187551&p=1 MichaelG. My lathe is a medium size industrial machine. 750mm between centers, 140mm chuck, 800kg
|
| 05/08/2023 14:16:04 |
Posted by DiogenesII on 05/08/2023 12:21:39:
The center section was cut with a hacksaw? |
| 04/08/2023 15:38:39 |
Thank you for all replies. They were very useful. I didn't knew about RDG tools, there are a lot of interesting stuff there. I think I'll try a T shaped HSS blade. For parting I don't like to make deep cuts required for carbide tools. On my lathe I can't use a rear tool post. But I can reverse the motor direction. So if I mount the tool upside down it should be the same thing. I remembered that I have this tool (20x20mm). Does it worth the effort to try to make a parting tool from it? This would mean to decrease the width of the top part to 2-3mm. A lot of grinding.
Edited By Sonic Escape on 04/08/2023 15:51:45 |
| 03/08/2023 16:27:25 |
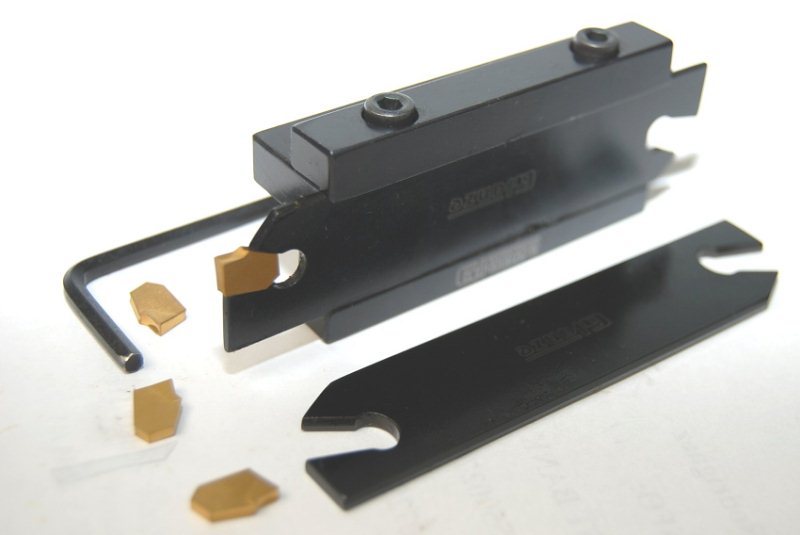
I had a look on other parting tools on that site, Chronos, and I found this model: It is not a HSS blade type but unlike other models it doesn't hang outside the tool post. Maybe this helps. Edited By Sonic Escape on 03/08/2023 16:27:56 |
| 03/08/2023 16:06:36 |
That is interesting! I suppose it cuts more efficient than a plain blade. |
| 03/08/2023 15:23:23 |
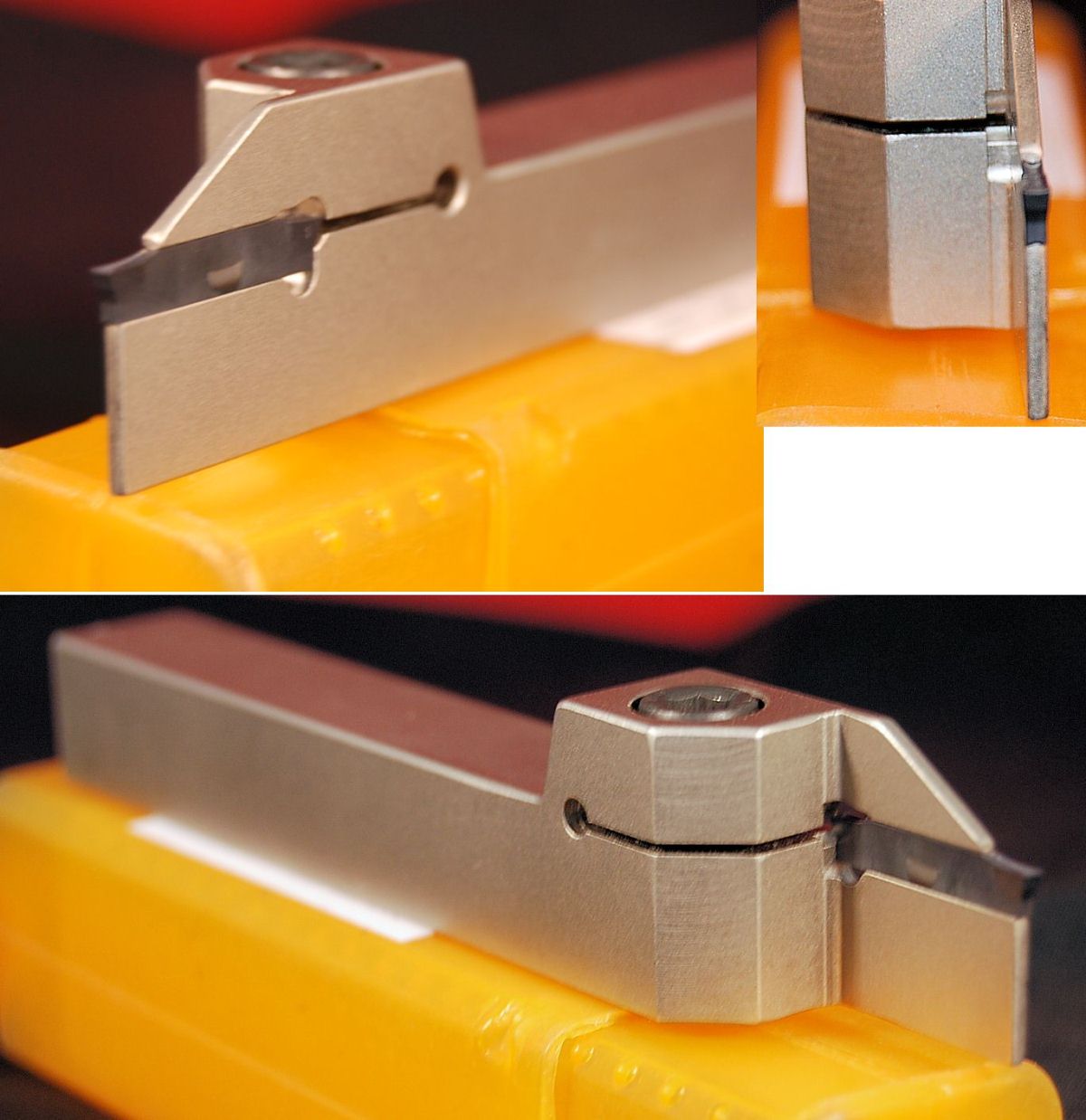
I'm looking for a good parting tool, preferably with a HSS blade. Something like this:
It should cut to a depth of at least 10mm. My tool post can hold tools up to 23mm tall. So I would avoid those 10mm tools that seems to be so common. Anybody tried this kind of parting tools? I don't see how that insert can stay there ... Edited By Sonic Escape on 03/08/2023 15:24:10 |
| Thread: First job |
| 02/08/2023 18:38:32 |
Today for the first time made something useful on the lathe. A friend needed 4 stainless steel spacers for a packing machine that he is fixing. It took me almost 3 hours. I think I would starve to death if I'll have to make a living from my lathe skills.
I bought a 6.5mm DeWalt Extreme Cobalt drill for the holes. This drill is worth the money. After drilling ~170mm of stainless steel in total the cutting edge is still very sharp! It has also a triangular section on the tail so it doesn't slip in the chuck. I don't know why they don't make all drilling bits in this way. This was a good time to use also my latest finding on the Sunday flea market, a huge Jacobs chuck. This relict has stamped on it Carpati (Carpathian). So it is an old Romanian model. I suppose this is the largest chuck made for MT3. It looks like it was used a lot but it opens/close smooth and the jaws are in very good condition. It is heavy and I like it a lot.
After every few mm I removed the drilling bit and add more paste and remove the swarf. There was a lot of swarf compressed inside. I don't know if it is ok to make such a deep the hole in one single drill.
In exchange I got an 8mm H7 reamer. It doesn't have a square tail but it still useful.
|
| Thread: Evolution TCT blade |
| 31/07/2023 16:56:58 |
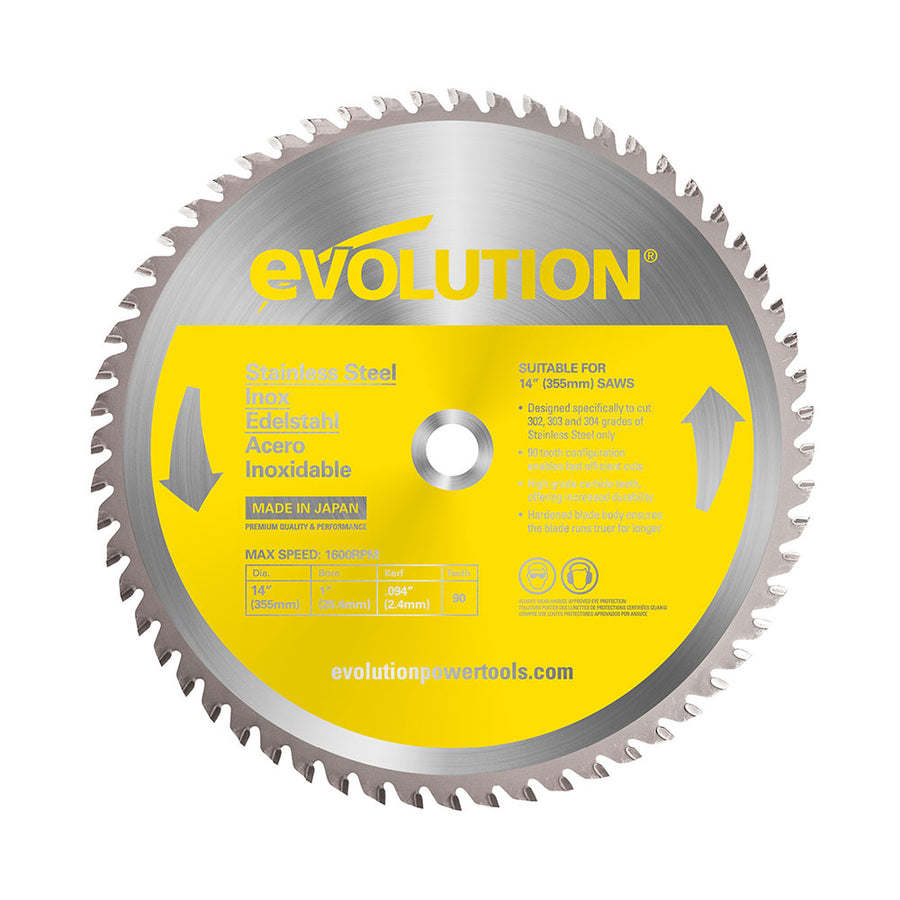
I think that is a cold saw. It cuts at speeds as low as 20-80 rpm. Why there is a different blade for stainless steel? I want to cut both stainless and mild steel. But I don't want to buy both
Edited By Sonic Escape on 31/07/2023 17:00:02 |
| 31/07/2023 14:43:49 |
Posted by HOWARDT on 31/07/2023 13:53:16:
What sort of steel section are you cutting and with what? I have only cut metal with industrial machines and personally wouldn’t use anything in my workshop other than a band saw. Most blade manufacturers can supply metal cutting blades but are specific for material being cut and speed of machine. I want to be able to cut mild steel plates up to 10mm thick. Or square bars up to 20x20mm. Speed is adjustable up to 1400rpm. Edited By Sonic Escape on 31/07/2023 14:44:14 |
| 31/07/2023 13:22:21 |
I want to buy a large TCT blade to cut steel. I found the Evolution brand and I wonder if it is any good. There are many positive reviews but also cases when people complain that after a few cuts the blade didn't work anymore. Or are there better alternatives?
|















Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!