Member postings for Rainbows
Here is a list of all the postings Rainbows has made in our forums. Click on a thread name to jump to the thread.
| Thread: Making a new mill over arm, accurately measuring long distances? |
| 06/09/2017 15:41:39 |
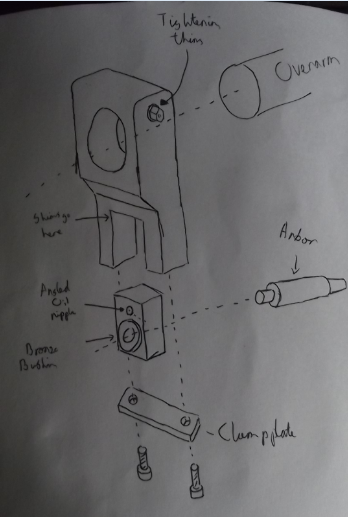
Heres some sketchbook CAD My idea for getting over the inaccuracy was having the bearing in a block that slides up and down the arbour support. Shim it into position and then securely clamp in place.
Re: boring in situ. That was my first through too and would be very good for accuracy but I can't think of any way to hold the support steady while feeding it in. There is no key in the over arm to keep it steady in place rotation wise and unlike some higher-end mills there isn't a rack and pinion to move the arm back and forth. Re: using the lead screw dials. I like the idea but I would need to invest in a coaxial indicator first I think. Other issue is I think the table might be ever so slightly shy of having enough height travel. 178mm according to lathes.co.uk though I could use a parallel to make up the difference. Re: Dave: thanks for the offer how close are you to Macclesfield? Edited By Rainbows on 06/09/2017 15:43:37 |
| 06/09/2017 14:38:34 |
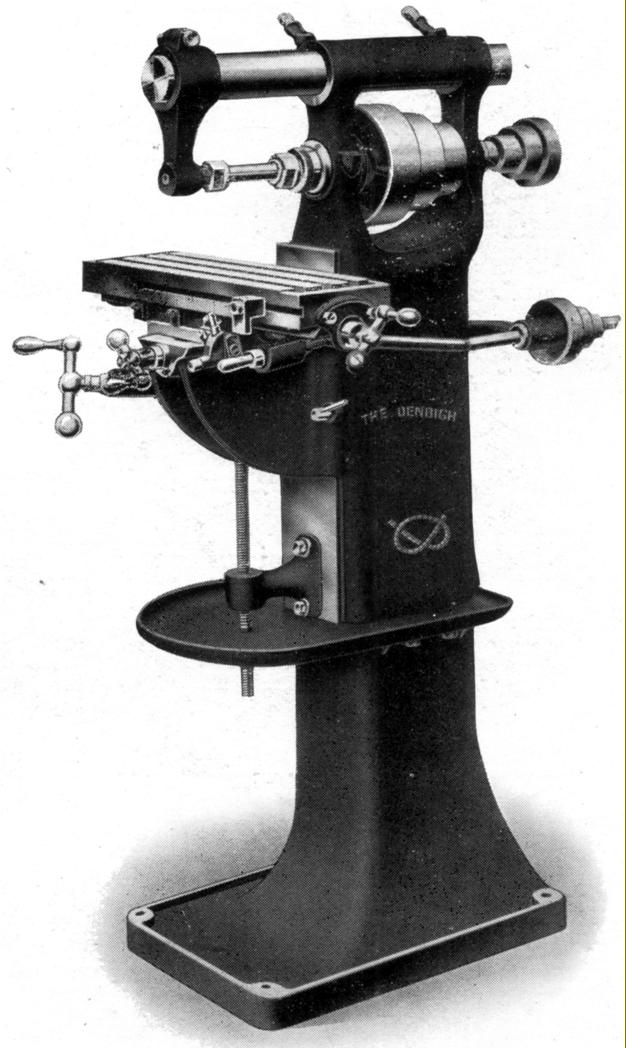
So for various reasons I want to make a new mill overarm. The current overarm is a cast iron tube with the arbour support cast as one with it. The quite thin walled cast iron tube is I imagine less rigid than the solid steel bar used in the alternate set up for my Denbigh mill. I want to mount a vertical milling head which means having a new over arm anyway. The existing arbour support has no convenient way to lubricate the bearing which is a slug of bronze help in place by 4 screws probably cause the person who made it had the same issue as I do right now.
I need to find the distance between the hole for the overarm and the hole for the bearing. However the distance between them is something like 182mm, to measure across the overarm and the arbour would be longer. I can't use a mic or even my calipers and I want to be chasing 0.01mm. Considering getting a 300mm caliper for £20 off fleabay so that I can at least get an approximation. Anyone know of an old engineers magic trick that can give me a very accurate measurement without resorting to buying a big expensive micrometer?
Also once I get around to building it I will probably post picture of the new arbour support here too. |
| Thread: Renzetti 1-2-3 blocks |
| 06/09/2017 00:16:00 |
https://www.youtube.com/watch?v=FxVPM08jnGM
Interesting idea for 1-2-3 blocks here. Think I am gonna make some out of O1 tool steel (easier home heat treat than A2/D2) and borrow a surface grinder.
|
| Thread: Ideal amateur lathe spindle nose? |
| 05/09/2017 18:18:09 |
Might be worth going for name brand bearings for peace of mind. A bayonet fixing ( BS4442) or a version of it with a step rather than a taper to directly take common chucks would be in my mind the best that can easily be made. Camlock could be difficult depending on your tooling. If you are willing to lose 8mm off your bore you could add integral 5c collet nose. I couldn't think of a good way to add ER collets integrally cause you would need to make the spindle threaded for the nut. |
| Thread: Source of SK30 Arbours |
| 05/09/2017 14:00:21 |
Worth noting you could always try and build the tooling yourself
https://www.youtube.com/watch?v=a2LcYKi0o3U
though this does require you to work out if your using SK or INT tooling first. Depends how you value your time.
|
| Thread: Powering high frequency grinders with a VFD? Also how good are HF tools? |
| 29/08/2017 02:32:43 |
Yikes well thats one hell of a way to lose some tools. Hopefully it all gets picked out again or you might need to start testing out VFDs to replace the generator. My method of muffling generators was going to be a fancy enclosure but in the end piling sound insulation over it in a baffle configuration worked out so well I never made a real enclosure. Come to think of it collapsing a house over it would probably do a pretty good job of masking the noise too. That sounds like a very fun pile of tools to own, though to buy them when they come up would probably fill my garage and cost more than all its current contents. If you ever sell it all on then a week later find a grinder you forgot about I think I could stretch to buy 1 or 3 of them. Interestingly I can't find anything on high frequency tools other than grinders. Wonder if the MOD commissioned the rest specially so they wouldn't need 2 generators for different frequencies. |
| 28/08/2017 14:16:54 |
A bit of a side line off the original topic but out of curiosity what brand / model are the ex MOD tools? |
| 27/08/2017 01:44:50 |
Spotted some high frequency power tools on ebay. Not sure if I will actually buy them (£75 for a 125mm angle grinder? ouch) but it did make me curious. The tools run on 3ph 300hz 200V power. Standard industrial practice is to have a transformer attached to the 3ph power lead that jumps the frequency up. Since I have no 3 ph main power or access to a Fein dealer to buy a transformer I was wondering if a VFD would work? I have a 1.5kw capacity one that I bought for £20 a while ago as a just in case. Could set it to 300Hz and mount it in an enclosure on the wall. Recently broke my Makita. Can either get a new one for £40 or go £75 (ONO) on this Fein. Has anyone here worked in industry and can say whether there is noticeably better performance on Fein/HF tools? I don't do 8 hour shifts with it but its certainly one of the most heavily used tools I own. |
| Thread: Tolerance for horizontal milling arbours |
| 25/08/2017 19:55:41 |
After scurrying about shady areas of the internet I found some British Standards documentation. Arbours should be –0.000 5 in. –0.001 in. Cutters should be +0.000 75 in. +0.000 25 in. That gets metricated to -0.0127mm, -0.0254mm and +0.01905mm, +0.00635mm.
That was the 1953 edition. 1995 gives h6 on arbors and H7 on cutters. -0.000. -0.013mm for 22mm and 27mm arbours. Sufficiently close that when over the length of the arbour I will be glad to have a new CNC lathe do it rather than my unleveled Keighley. If I had to thought then I would be very glad that both my lathe and mill use MT3 spindles. Stick the machined taper into the spindle and then machine in situ. Originally I think the overarm "bearing" was in essence a dead centre poking into the end of the arbour. Since that someone stuck a lump of bronze on with four cap head screws to adjust it into the right position. Tempted to replace the entire assembly. Have the bronze bushing made out then lap some bearing bushes to suit it. |
| 25/08/2017 15:26:13 |
So I want to make a 27mm arbour for metric milling cutters and a 22mm arbour for involute gear cutters. Plan to get use of a CNC lathe for these though so need an actual tolerance to work to rather than feel but tolerances are one of my larger weak points. Can anyone recommend what sort of size I should shoot for? |
| Thread: My ALBA 2S NC Shaper nears completion |
| 20/08/2017 23:19:47 |
If the entire dovetail is a bronze does it or the gib wear first? :v |
| Thread: Welder current draw |
| 19/08/2017 00:51:20 |
The new welder I can pick up one handed without any effort. My oil cooled one in the garage needs a sack truck to move about, can barely lift it at all. Also this new one makes a DC arc where I think all the oil ones are AC. Allows simple TIG welding and I think it can make some electrodes work better? As mentioned you can also fine tune to the amp how much current you use. |
| Thread: Small horizontal mill ID, celtic knot logo? |
| 18/08/2017 19:11:25 |
Will try a narrower cutter on Monday. There isn't actually any data plate on the motor so everything is by guess and feel which being new to the mill isn't easy.
The cutter is a 4" long, 3" dia cutter. Might have overestimated the ability of the miller just a tad Bazyle, thats actually a very nice way to think of it. Would the amount of cutter teeth divide the load compared to a lathe though? Either way that helps a lot. Edited By Rainbows on 18/08/2017 19:17:16 |
| Thread: Welder current draw |
| 18/08/2017 18:46:43 |
So my shiny welder came today. On it is a 16A euro plug. Be fun to see how well that would cope with 40A.
It happily laid 2 rods at 160A while on a 13A fuse. Was going to see how high I could get before the fuse went but 4mm was the largest electrode on hand. |
| Thread: Small horizontal mill ID, celtic knot logo? |
| 18/08/2017 14:59:09 |
Quick question, what sort of cut should this be able to take? Attempted to use a slab mill on a 90mm wide cast iron piece. Can't take any depth of cut without either the belt slipping or the motor stalling. Its a 1" belt on a 2 1/4" wide pulley and the tension pivot is really gummy so I guess a new belt is first port of call, failing that a new motor and poly vee pulleys |
| Thread: CVA Minature precision Metal Lathe |
| 18/08/2017 02:28:33 |
I imagine the seller sent a picture to see if tony had any information and then Tony put it up on the page afterwards. The listing has pictures not seen on the lathes page.
As for the actual lathe, if you need a lot of bar facing then chamfering then ooh is that the lathe for you. Otherwise probably just a curiosity with that centre distance. |
| Thread: 3D printing a new handle for a big drill |
| 18/08/2017 01:17:09 |
The super glue has gone pretty well so far. Now only missing one paddle and a bit of the body. The printer can't do Nylon so ABS will be the material. And why not function and form
And the drill is double insulated so trying to avoid good old conductors where possible. The only close electrical connection is I believe low voltage for the speed selection and the entire thing is only 110V anyway but if possible will keep it properly insulated.
The steel wire is a good idea but the shape here is a lot more fiddly, will see how the printing goes first. |
| Thread: MaccModels still going? |
| 16/08/2017 22:15:26 |
Quite a while ago now I ordered some bits from MaccModels, just some bits of brass and so on. On the check out it says
Store Pick Up, Please do not pick up your order until you recive a email to say your order is ready to do so. Postage will be taken off the order when you pick it up. I waited for that email and it never came. Got the automated confirmation of order all right but never the one to say the bits were ready.
Has the business folded and its just the automated bots left? |
| Thread: 3D printing a new handle for a big drill |
| 16/08/2017 20:38:11 |
I bought a Kango 3814 and in all respects its a superb drill, only downside is that when bought the entire back was covered in tape and a bit wobbly. After getting the tape off the back was cracked into 3 pieces with about half missing. As a temporary measure Im super glueing it back together then gonna wrap it in tape again As a long term solution I have a friend with a 3d printer. Would PLA or ABS have the strength to make the part? Failing that I was considering some lost PLA casting and making an aluminium handle.
Functionally speaking it needs to house the speed selector switch and take the force of leaning into the drill as well any drops and bangs. |
| Thread: John Edgington & Co Ltd blower whats it for? |
| 16/08/2017 14:04:29 |
Picked up this box a while ago at auction. Out of curiosity does anyone know what it is for? John Edgington made tent and rope and canvas parts so a blower doesn't seem to be in their usual product line. |

 Same model drill, black part to the left is broken on mine.
Same model drill, black part to the left is broken on mine.



Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!