Forum sponsored by:

Ramping G code
| mick | 12/01/2014 16:40:23 |
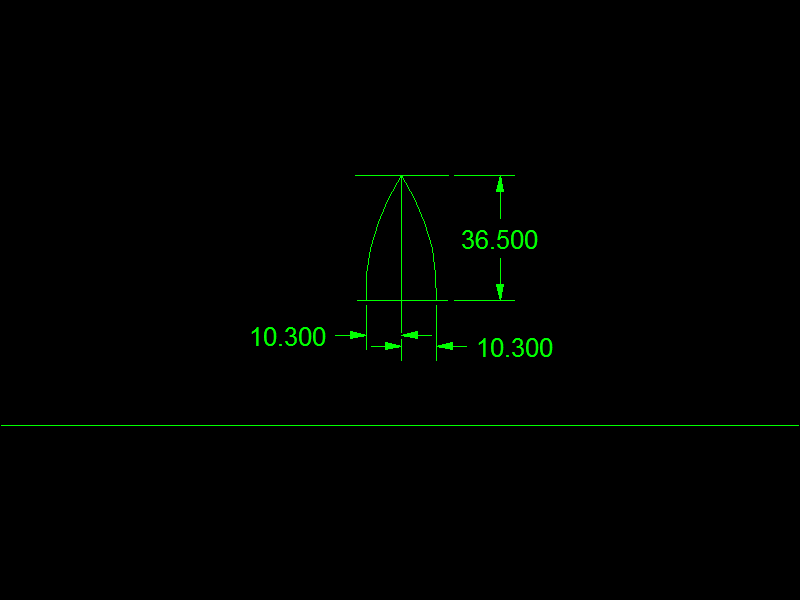
| 421 forum posts 49 photos | Being an old school G code programer I've never embraced CAD/CAM but wouldn't be without the conversational programing my control offers. I now need to machine an upstanding arc, with its centre at Z-36.5 the arc starts at X10.3 and finishes at X-10.3 (there is no Y motion involved) Having had a look at the manual G18 would appear to be prefix before G02/3 with the arc values signed by I & K. I've tried different combinations on the graphics but nothing runs. Can anybody supply a template for a ramping arc, (that runs) where I can fill in the values. Thanks |
| John Stevenson | 12/01/2014 18:17:11 |
 5068 forum posts 3 photos | Unless I'm missing something I'm having trouble seeing how you would machine an arc that steep ?
|
| mick | 13/01/2014 09:10:04 |
| 421 forum posts 49 photos | I not making myself clear. the arc centre is at Z-36.5 the arc itself would start some where around the Z-3/4 mark at X10.3 then a gentle sweep to X0 then on to X-10.3 |
| mick | 13/01/2014 17:05:07 |
| 421 forum posts 49 photos | |
| John Stevenson | 13/01/2014 19:44:31 |
5068 forum posts 3 photos | OK got it, my bad, sorry.
Only way I can help is to show you a bit of code that I did back in June 2006 according to the code. This was similar to the rocking boat type toolholders but was massive, about 100mm square and 224m long, again according to the code.
I'm presuming the K862.76 was the radius as it was only a shallow curve and from memory this was opposite to yours. i.e. concave instead of convex.
Hope this helps. ;( Produced :- 20:16:07 Tuesday, June 06, 2006 )
Edited By John Stevenson on 13/01/2014 19:46:31 |
| mick | 14/01/2014 08:29:19 |
| 421 forum posts 49 photos | Thanks John, I'll try altering the values and see how I get on. |
| mick | 16/01/2014 08:58:27 |
| 421 forum posts 49 photos | Hi. John. Took out the G44 & G49 and it seems to work on the graphic screen, I'll try a dry run on the machine when I reach a suitable stage in a couple of days, its a starting point anyway. Thanks. |
| John Stevenson | 16/01/2014 09:34:12 |
5068 forum posts 3 photos | OK the G44 is specific to my machine . It's the tool length offset which on most is G43. G49 just cancels this. |
| JasonB | 02/10/2018 16:10:27 |
 25215 forum posts 3105 photos 1 articles | New Post moved to it's own thread. |
| Andrew Johnston | 02/10/2018 16:42:13 |
 7061 forum posts 719 photos | Posted by JasonB on 02/10/2018 16:10:27:
New Post moved to it's own thread. It's sure gonna be lonesome on it's own, as the new thread is closed. Looks like the anti-CNC brigade have taken over the asylum. Andrew |

This thread is closed.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!