Forum sponsored by:

Countersinks angles
| pgrbff | 27/01/2012 19:43:55 |
| 261 forum posts 31 photos | What angle countersink do I need for an M3 countersunk machine screw? Most seem to be 90 degree.
Any sugestions on the best type of countersink to use on carbon/glassfibre sheet which I need to attach to an aluminium frame. I believe the general rule is highest speed possible with carbon fibre sheet.
|
| Andrew Johnston | 27/01/2012 20:01:32 |
 7061 forum posts 719 photos | Most British countersunk screws have head angles between 90° and 92°, so a 90° countersink will be fine. Personally I use three flute countersinks; they seem to cut well without chatter. Both fibreglass and carbon fibre are abrasive, so ideally a carbide countersink, but if you're only doing a few then HSS will be fine. I'd limit the speed; if you go too fast you'll end up softening the resin, and countersinks seem more prone to chatter at higher speeds.. |
| pgrbff | 27/01/2012 20:33:50 |
| 261 forum posts 31 photos | Thanks. I only have 4 holes to do.
At such a small size I imagine there won't be much time for the resin to overheat as long as the tool is sharp.
|
| pgrbff | 19/02/2012 16:22:26 |
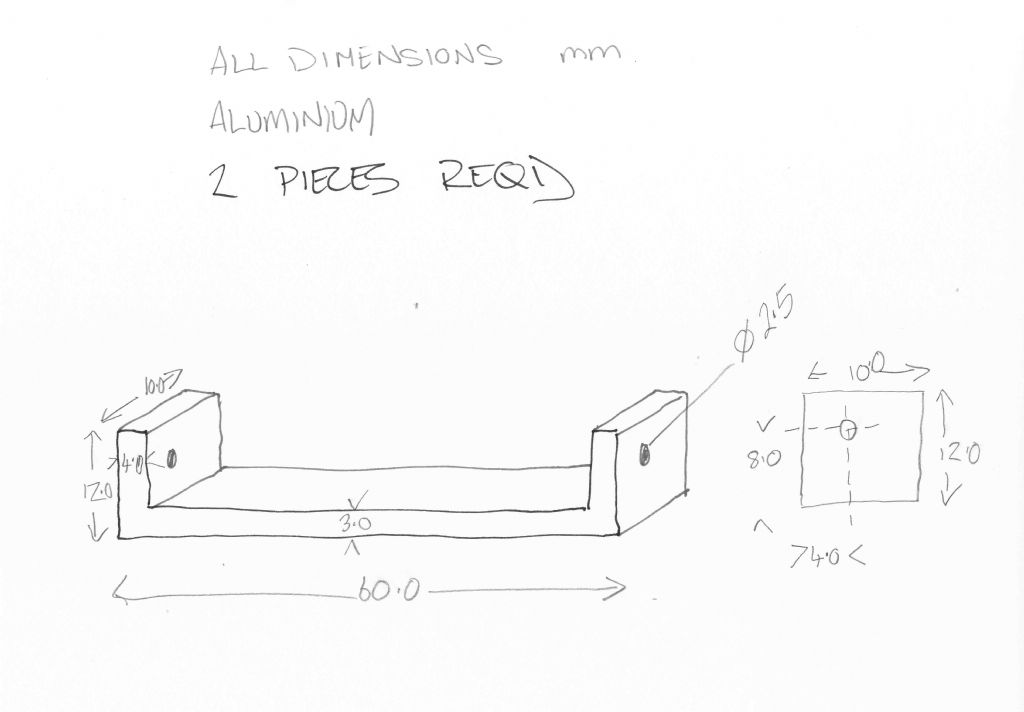
| 261 forum posts 31 photos | I enjoy the challenge of making parts for my model helicoters and have had great help on this site with learning how to perform simple engineering tasks. My problem is that whilst I enjoy the practical side, I don't have my own machines and rely entirely on using a neighbours workshop. Add to this that I usually end up buying my own tooling and large pieces of stock, it works out extremely expensive. What is the best way to find a small workshop that is happy to perform small jobs? The drawing below is an example of the type of parts I need.
|
| elanman | 19/02/2012 16:31:28 |
| 47 forum posts 4 photos | Hi, For work on carbon you need a carbide or better still a diamond cutter as HSS has a very short life. Another way I have found OK is to make a solid point on a piece of MS or alloy bar and super glue some wet and dry abrasive paper to it. It does not last long but it's cheap and the paper is easily replaced. When counter sinking I use a hand brace, that's fast enough. Cheers John Edited By elanman on 19/02/2012 17:02:12 |
| Another JohnS | 19/02/2012 17:06:38 |
| 842 forum posts 56 photos | All metric countersunk screws should be 90 degree. You might find that the North American screw threads are 82 degrees; although I live where the UNC/UNF reign supreme, I use solely metric, so don't quote me on other threads, like BA and ME! I generally use a 90 degree countersunk; most of mine are about 6 flute. Take it slowly for metal, the cutting surface is rather large. (don't know about fiberous non-metalic surfaces) In theory, you should have a countersink that matches the OD of your screw head so that there is a very slight parallel where the widest part of the screw head is, so that the screw head goes flush, but the countersunk hole does not look overly large. I generally just don't bother worring about this part! Another JohnS. |
| KWIL | 19/02/2012 17:53:53 |
| 3681 forum posts 70 photos | pgrbf, Even if you can find a "local" jobbing workshop, you will still be paying for minmum purchase of material to suit your job and also be paying their overhead costs (wages, rent, tooling etc), so I doubt it willbe cheaper for small jobs.
K |
| pgrbff | 19/02/2012 20:03:17 |
| 261 forum posts 31 photos | If I could find somewhere local I'd be happy. I can't! Even if tools and materials are relatively inexpensive, a company like MSC charges £10 for delivery to Ireland. So if I need a 2.05mm jobber, and can't get one locally, ordering from UK costs a fortune. I'd rather give the money to someone who knows what they're doing and not have to worry about when my neighbour will have time to help me out. |
Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > Countersinks angles