Forum sponsored by:

Hobbymat
| john holmes 8 | 27/09/2010 15:43:53 |
| 6 forum posts | I would like to know if I can fit morse tapers to my Hobbymat milling machine, if so how do I do it ?( I don't have any collets ) if not where can I purchase collets ? |
| joegib | 28/09/2010 09:54:04 |
| 154 forum posts 18 photos | Well, it depends on what version of the milling head you have. The earlier geared-head version (BFE65) came with a piddling MT1 spindle hole plus an MT1 endmill holder that could be secured via a 6mm drawbar. I believe a later version of the milling head (belt drive?) came with an MT2 taper spindle. So, first you need to establish what MT your version has. Using calipers or a rule, can you measure roughly what size the spindle hole is where it meets the spindle flange? Roughly will do but measure the size at the lip of the actual tapered hole, not the edge of the bevel. Report back the measurement and we'll tell you what MT it is. Given the age of these machines, you'll have trouble getting hold of the maker's endmill or collet holders now. Nowadays it makes more sense to use ER series collets/holders for these small machines — these are pretty much a 'standard' in Europe and elsewhere (except the US!). The maker's recommended milling maximum diameter is 16mm so a set of ER25 collets would be suitable (range 1.5 — 16mm). Assuming your spindle is MT1 an ER collet chuck can be had for less than £20 — see here, for instance: But don't order anything till you've reported back! Joe |
| john holmes 8 | 28/09/2010 13:26:25 |
| 6 forum posts | Hi thank you for your reply,by my measurements the size of the hole is 18mm, could I be right ? |
| john holmes 8 | 28/09/2010 13:26:44 |
| 6 forum posts | Hi thank you for your reply,by my measurements the size of the hole is 18mm, could I be right ? |
| joegib | 28/09/2010 15:32:58 |
| 154 forum posts 18 photos | Hi John, I measured my spindle hole and it came out at 11.5-12mm at the junction of hole and flange -- which corresponds to MT1. If yours measures 18mm that suggests you have an MT2 spindle -- lucky you! I'd feel more comfortable if you had a known MT2 shaft, e.g. an MT2 lathe centre, drill chuck or drill bit, to test the matter more positively. I assume you don't have such a device or you wouldn't have asked in the first place! Do you have a friend with an MT2 lathe headstock or tailstock who can lend you a centre to check the point? All that said, if you're confident your measurement is correct, I'd say there's a 95% likelihood you have an MT2 spindle. I've never heard of a variant of these machines other than MT1 or MT2. In that case, the ER25 chuck I referred you to above is NOT correct. Clearly, you'll require an MT2 variant of the type. However, there's another factor you'll need to resolve first -- what kind of drawbar thread there should be on the tail end of the chuck. That'll depend on the size of the through-hole running through your spindle. My machine only has a 6mm through-hole but it's likely that the manufacturer made more generous provision for their MT2 machines. You can check this by accessing the top of the spindle. On top of the milling head you'll see a sort of 'top-hat'-like fitting and on top of that there's a large hex nut. Remove the nut and the top end of the spindle will be visible. Assuming you have a set of metric drills, start poking drills of appropriate size down the hole until you find the largest one that will enter freely and not bind in the hole. That will be your maximum drawbar size. Commonly, a metric spec ER25 MT2 chuck has a 10mm drawbar thread so, hopefully your spindle through-hole will be that size or greater. Come back to us if you find something different when checking this feature. Joe |
| john holmes 8 | 29/09/2010 17:20:46 |
| 6 forum posts | Hi I tried what you said about the drills and the largest I could get in was 6.8mm, does this help me ?
John. |
| joegib | 30/09/2010 10:24:50 |
| 154 forum posts 18 photos | Hi John, That's a real poser because the only MT2 ER25 collet chucks I'm aware of come with 3/8" (Imperial) or 10mm (metric) drawbar threads but your spindle won't accommodate drawbars of that size. Needless to say, you should NOT contemplate running an MT collet chuck/endmill holder/boring head without using a drawbar. Before making any suggestions, can I get some idea about your situation, please. 1. Are you in the UK? 2. Is your Hobbymat mill the geared-head or belt-driven type? 3. What kind of lathe do you have? 4. How much machining experience do you have? 5. If you're inexperienced, do you an experience friend locally that can help you with machining? 6. Finally, can you just confirm that the 18mm caliper measurement you made was between the points shown in the rough drawing here: Joe |
| Ian S C | 30/09/2010 10:58:34 |
 7468 forum posts 230 photos | John, If the MT that you get has a 10mm/ 3/8" thread in it, make a short piece of threadedrod with a 6mm thread through its length. Now locktite the threaded piece in the MT arbor, then make a suitable draw bar. Ian S C |
| john holmes 8 | 30/09/2010 16:05:25 |
| 6 forum posts | Hi thanks for the replies, I have had a good look at my machine and I can fit a MT1 in the bore, also I took a good look at the top of the spindle and found the shape I show on diagram a 9/32 drill will fit the hole, am I getting nearer
 to my goal ? |
| Roger Woollett | 01/10/2010 11:02:02 |
| 148 forum posts 6 photos | I have a Hobbymat mill with an MT1 taper. I got an ER20 collet set and MT1 collet chuck from Gloster Tooling via eBay. You will need to make a drawer bar but that is not difficult. ER20 collets go up to 13mm but I prefer to use cutters of 10mm or smaller diameter - I do not think the mill is rigid enough for anything bigger. |
| john holmes 8 | 02/10/2010 19:19:53 |
| 6 forum posts | Hi, I would like to thank all who helped me with my problem with my HobbyMat, I have now got it sorted, many thanks again.
John. |
Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-in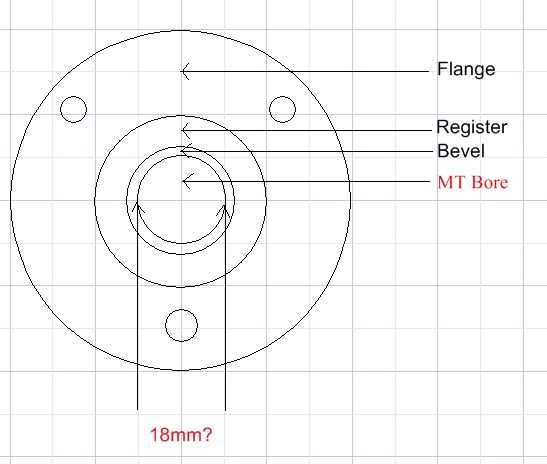{kind=link}
Model Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > Hobbymat