Forum sponsored by:

1.2 mm Insert tip radius
| Ron Laden | 12/02/2022 10:42:20 |
 2320 forum posts 452 photos | I use CCMT/GT inserts which I believe (could be wrong) only come in .04 and .08 tip radius. I have a job where a 1.2mm radius would be ideal but are inserts available at that size, I appreciate if they are available it would probably be another type of insert which would need a holder to suit. I have been searching but havnt found anything unless I,m looking in the wrong places. Ron |
| Emgee | 12/02/2022 11:06:26 |
| 2610 forum posts 312 photos | Hi Ron I've not seen inserts with 1.2mm radius and always prefer an 04 or even 02 radius so when turning to a shoulder there is not too much cutting length that may cause chatter. Emgee |
| Andrew Johnston | 12/02/2022 11:17:28 |
 7061 forum posts 719 photos | They do come in 1.2mm radius, but a bigger size than is common in the ME world: Andrew |
| JasonB | 12/02/2022 13:48:03 |
 25215 forum posts 3105 photos 1 articles | If I want a bit bigger to form fillets on "cast" parts I use these quite often which give a 1mm radius, any bigger than that then I have a couple of the brazed carbide inserts and then its upto HSS or a RCGT with 6mm dia insert J
PS CCMT & CCGT 06 size also come with 0.2mm radius
|
| Ron Laden | 13/02/2022 07:27:09 |
2320 forum posts 452 photos | Thanks guys for the links. Jason the APT inserts are new to me not seen those before, there is some interesting tooling there. I see they do a 3mm (1.5 rad) which would suit the job better than the 1.0 mm going up on the 1.2 mm size rather than down.. Would you happen to know the holder for the MRMN inserts, I see holders for the MGMN inserts listed but not the MRMN or are they the same holder for both. A pity min qty is 10 off but so be it they will last me a lifetime. Thanks Ron. p.s. Me been a bit slow Jason I think they are the same holder, G = Groove R = Radius.
Edited By Ron Laden on 13/02/2022 07:43:40 |
| JasonB | 13/02/2022 08:16:08 |
25215 forum posts 3105 photos 1 articles | Yes same holder for both. A bit of web searching may find the inserts cheaper |
| Ron Laden | 25/02/2022 10:31:53 |
2320 forum posts 452 photos | Well the MRMN 1.5mm radius inserts and holder arrived, unfortunately the inserts dont fit the 8 x 10mm holder I ordered. Apparently the holder I have only takes inserts up to 1.0mm rad, for the 1.5mm inserts the smallest holder has a 16 x 16mm shank which is too large for my lathe. So I could get the larger holder and reduce the shank to 10 x 10mm or try to modify the small holder which would need the insert seat increasing in width by 1.5mm or drop down to the 1.0mm radius inserts though I would prefer to go with the 1.5mm. Decisions, decisions.
|
| Neil Lickfold | 25/02/2022 19:03:07 |
| 1025 forum posts 204 photos | Ron, I have cut down the holders, and I cut from the underside. On some of mine, I extended the cut to the under body bulk of the tool by about 6 to 8 mm or so. I did this to reduce the overall over hang of the tooling. As I have a Dickson toolpost, the closest it can get to the long work piece is the clamp plate of the boring bar tool block. Yeah some holders are tougher going than others. What really did annoy me, was to find that there are industrial tool holders for small machines that are all in 12mm shank holders for most of the insert tooling, including TNMG16040XX inserts and for holders like you may be looking for. Mitsubishi Carbide, may well have a holder for your insert. I just checked , and they don't do that insert type in the 10-12mm holders. 16mm is the smallest for the MRMN inserts I could find. Some do a cast iron grade insert in the narrow 2mm insert. It is basically flat or inclined with no pressed geometry. These can and are used to make Special radius inserts, and can be shaped with a diamond file, or diamond mounted points with a rotary tool, or on a suitable grinder for grinding carbide. So you could create your 1.2 or 1.5mm radius. Just hold the insert forward a little , then you do not need to modify the tool holder in any way.
|
| old mart | 25/02/2022 21:36:58 |
| 4655 forum posts 304 photos | I can recomment APT they are very good and fast. For home shop people they have a common range of inserts available singly, so you can buy an assortment to test out rather than a box of 10 which might be unsuitable. They also sell carbide threading inserts singly if you only have one job for them. |
| Ron Laden | 26/02/2022 07:02:21 |
2320 forum posts 452 photos | Thanks Neil and Mart, The holder and inserts I got from APT unless I missed something the MRMN 1.5 rad inserts came as a minimum 10 off. I must admit I was a bit surprised that the smallest holder shank size is 16mm for these inserts I just assumed that the 8 x 10 shanked holder would be correct. To be fair APT were very good on seeing my order they emailed to point out that the holder wouldnt fit the inserts but it went into my junk mail and I missed it. I am going to try and modify the holder which will need the bottom seat lowering by 1.5mm using a carbide cutter I,m thinking it should cut ok. The seat is V shaped so after removing the 1.5mm, angle cuts each side should re-produce the V, well thats the thinking. |
| JasonB | 26/02/2022 07:23:32 |
25215 forum posts 3105 photos 1 articles | A lot will depend on the individual holder, some I have milled down without too much trouble other s have taken the corner straight off a set of inserts. You could always rig something up to clamp the tool holder straight to the top of the compound slide and do away with the toolpost, have a look at some of the photos of myfords to see the clamp arrangement. |
| Ron Laden | 26/02/2022 10:47:18 |
2320 forum posts 452 photos | Thanks Jason, I will see how it goes modifying the holder if it doesnt work out I will get the 16mm holder and work out a method of clamping it to the compound, thanks for that I hadnt thought of it. |
| old mart | 26/02/2022 20:31:46 |
| 4655 forum posts 304 photos | Posted by Ron Laden on 26/02/2022 07:02:21:
Thanks Neil and Mart, The holder and inserts I got from APT unless I missed something the MRMN 1.5 rad inserts came as a minimum 10 off. I must admit I was a bit surprised that the smallest holder shank size is 16mm for these inserts I just assumed that the 8 x 10 shanked holder would be correct. To be fair APT were very good on seeing my order they emailed to point out that the holder wouldnt fit the inserts but it went into my junk mail and I missed it. I am going to try and modify the holder which will need the bottom seat lowering by 1.5mm using a carbide cutter I,m thinking it should cut ok. The seat is V shaped so after removing the 1.5mm, angle cuts each side should re-produce the V, well thats the thinking. The lathe at the museum has a tool height of 17.53mm and I buy 20mm tooling and just mill the 2.47mm off the bottom of the tool. No shims are required, so using 2 and 4 way toolposts is easy. I would steer clear of modifying the insert seat. |
| Ron Laden | 27/02/2022 10:08:04 |
2320 forum posts 452 photos | Mart, I have considered getting the 16mm holder and reducing the height but with the holder I have only needing the bottom seat lowering by 1.5mm I think it worth giving it a try. Providing it cuts ok it shouldnt be too difficult to do. Ron |
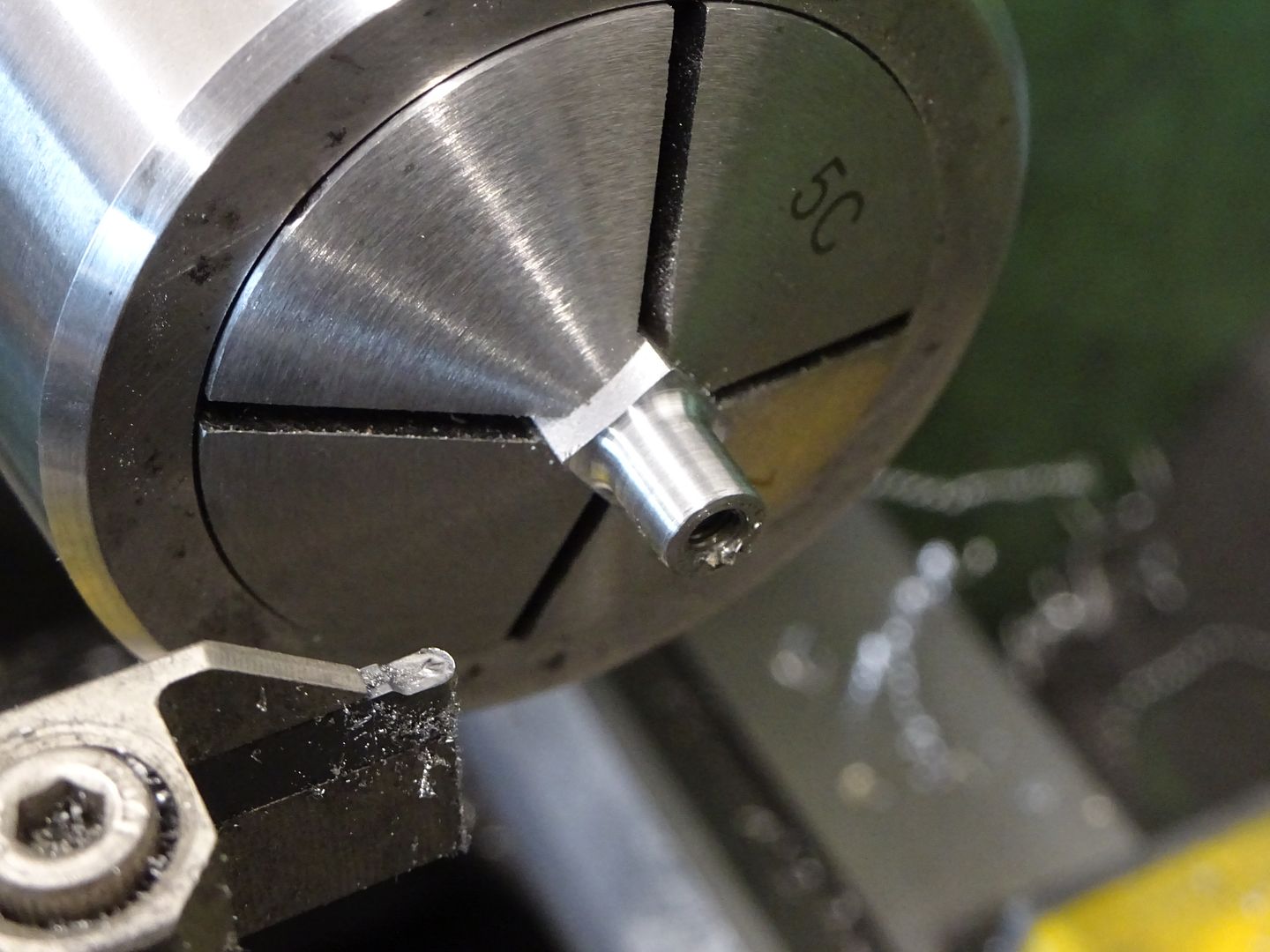
| Ron Laden | 27/02/2022 14:09:23 |
2320 forum posts 452 photos | Well the holder was easy to modify and impressed with the insert whilst cutting the 3 degree tyre angle on a test piece.
|



Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Workshop Tools and Tooling > 1.2 mm Insert tip radius