Forum sponsored by:

Making a series of small aluminium cones
| Dr_GMJN | 26/01/2022 15:44:45 |
 1602 forum posts | All, I've not posted here for a while, mainly due to health issues, which are hopefully now receding into the distance. So thoughts have been turning to getting back in the garage when weather permits. |
| roy entwistle | 26/01/2022 15:56:15 |
| 1716 forum posts | Whilst I can't help with your cones, Can I say welcome back, I wondered where you were Roy |
| Ramon Wilson | 26/01/2022 16:01:35 |
 1655 forum posts 617 photos | Using stock larger than 1.8mm dia preferably in a collet Keep the centring drill as deep in the chuck as possible and spot very gently at high speed Drill the 0.25mm to depth - again with minimum drill projection from the chuck Turn taper at 25degrees incl. Turn od down to 1.8 mm Part off to length - touch parting tool on tip of cone - move topslide required amount plus thickness of parting tool. The final diameter will define angle length
Given the small diameter, the fastest top speed on an ML7 and the softness of aluminium, a razor sharp HSS tool bit would be much the better option - well it would for me
Good to see you back on the tools Doc Edited By Ramon Wilson on 26/01/2022 16:06:44 |
| pgk pgk | 26/01/2022 16:11:54 |
| 2661 forum posts 294 photos |
Edited By pgk pgk on 26/01/2022 16:12:30 |
| Dave S | 26/01/2022 16:59:01 |
| 433 forum posts 95 photos | For something that small I would use a form tool. Drill the end then use form tool. If you make it so the thick end has an extra stick out it will make the stock for parting at the same time Dave |
| Baz | 26/01/2022 17:39:25 |
| 1033 forum posts 2 photos | Maybe I am just thick but I cannot see an overall length, taper is 3.5mm but how long is parallel 1.8 dia length? Also how deep is the hole ? Edited By Baz on 26/01/2022 17:40:52 |
| Dr_GMJN | 26/01/2022 17:40:27 |
1602 forum posts | Posted by roy entwistle on 26/01/2022 15:56:15:
Whilst I can't help with your cones, Can I say welcome back, I wondered where you were Roy Thanks Roy - appreciated. The daftest issue was breaking my foot on Christmas day, while carrying a huge box of Lego up to the house for the kids...2 weeks to go now before I can try walking properly again. |
| Dr_GMJN | 26/01/2022 17:41:30 |
1602 forum posts | Posted by Ramon Wilson on 26/01/2022 16:01:35:
Using stock larger than 1.8mm dia preferably in a collet Keep the centring drill as deep in the chuck as possible and spot very gently at high speed Drill the 0.25mm to depth - again with minimum drill projection from the chuck Turn taper at 25degrees incl. Turn od down to 1.8 mm Part off to length - touch parting tool on tip of cone - move topslide required amount plus thickness of parting tool. The final diameter will define angle length
Given the small diameter, the fastest top speed on an ML7 and the softness of aluminium, a razor sharp HSS tool bit would be much the better option - well it would for me
Good to see you back on the tools Doc Edited By Ramon Wilson on 26/01/2022 16:06:44 Thanks Ramon, it may be about time I tried grinding another HSS tool. Worked OK for the boring bar, but seems like decades ago. |
| Dr_GMJN | 26/01/2022 17:44:07 |
1602 forum posts | Posted by Baz on 26/01/2022 17:39:25:
Maybe I am just thick but I cannot see an overall length, taper is 3.5mm but how long is parallel 1.8 dia length? Also how deep is the hole ? Edited By Baz on 26/01/2022 17:40:52
Sorry Baz - it's 4.5 mm long. The hole depth isn't critical - it's just a location for some tube that will be glued in.
|
| Dr_GMJN | 26/01/2022 17:44:34 |
1602 forum posts | Posted by pgk pgk on 26/01/2022 16:11:54:
Edited By pgk pgk on 26/01/2022 16:12:30 Thanks I'll have a look at that after tea. |
| Dr_GMJN | 26/01/2022 17:47:22 |
1602 forum posts | I've not watched the video yet, so this may be answered in there, but I've often wondered how you batch produce parts like this? This is fairly simple, and for a model aircraft, but stuff like, say, model car hubs with multiple features - and they all need to be exactly the same. Do you do one machining process at a time, and somehow keep swapping the stock in a fixture, or is it just one at a time with very careful measurement, or what? |
| Michael Gilligan | 26/01/2022 18:25:11 |
 23121 forum posts 1360 photos | Posted by Dr_GMJN on 26/01/2022 17:47:22:
I've not watched the video yet, so this may be answered in there, but I've often wondered how you batch produce parts like this? […] . THEY do it like this: . . The rest of us probably don’t MichaelG. |
| Ramon Wilson | 26/01/2022 18:53:50 |
1655 forum posts 617 photos | Posted by Michael Gilligan on 26/01/2022 18:25:11:
Posted by Dr_GMJN on 26/01/2022 17:47:22:
I've not watched the video yet, so this may be answered in there, but I've often wondered how you batch produce parts like this? […] . THEY do it like this: . . The rest of us probably don’t MichaelG.
Yep they do Michael but did you not notice anything - Not a Myford in sight 'How- ever' did they make batch parts before CNC A matter of dead stops and gauges Doc - as many ops on one set up as possible, and extremely high tolerance fixtures for secondary ops. Many items made now would not have been possible on conventional machining. A good example are the 'Master' aircraft probes etc for plastic models that you must be familiar with. Search out the aerial for the 1/48 Apache helicopter for a fine specimen. It's all too easy to forget that CNC as we know it today was a very rare commodity not that long ago. All fascinating stuff though
|
| Dr_GMJN | 26/01/2022 19:20:19 |
1602 forum posts | Posted by Ramon Wilson on 26/01/2022 18:53:50:
Posted by Michael Gilligan on 26/01/2022 18:25:11:
Posted by Dr_GMJN on 26/01/2022 17:47:22:
I've not watched the video yet, so this may be answered in there, but I've often wondered how you batch produce parts like this? […] . THEY do it like this: . . The rest of us probably don’t MichaelG.
Yep they do Michael but did you not notice anything - Not a Myford in sight 'How- ever' did they make batch parts before CNC A matter of dead stops and gauges Doc - as many ops on one set up as possible, and extremely high tolerance fixtures for secondary ops. Many items made now would not have been possible on conventional machining. A good example are the 'Master' aircraft probes etc for plastic models that you must be familiar with. Search out the aerial for the 1/48 Apache helicopter for a fine specimen. It's all too easy to forget that CNC as we know it today was a very rare commodity not that long ago. All fascinating stuff though
Thanks Ramon. Yes, Master Model brass parts are incredible - I’ve used loads of their machine guns and cooling jackets in 1:72, plus a few pitot and AoA probes. They usually have a stall at Telford, and I’m often tempted to buy a particular kit based on what detail parts they have available. How they make them for the money is brilliant. |
| Michael Gilligan | 26/01/2022 20:26:42 |
23121 forum posts 1360 photos | Posted by Ramon Wilson on 26/01/2022 18:53:50: […] 'How- ever' did they make batch parts before CNC A matter of dead stops and gauges Doc - as many ops on one set up as possible, […]
. Yes, I think that’s the essence of it … The early history is briefly summarised here : **LINK** https://www.precipart.com/blog/need-know-swiss-turning/ MichaelG. . Edit: __ I’ve just found this: https://wisconsinmetaltech.com/swiss-machining-faqs/ which gives a little more description. Edited By Michael Gilligan on 26/01/2022 20:33:37 |
| Ramon Wilson | 26/01/2022 21:54:15 |
1655 forum posts 617 photos | Edit: __ I’ve just found this: **LINK** which gives a little more description. Edited By Michael Gilligan on 26/01/2022 20:33:37
Interesting links - thanks. Couldn't help but notice this in the second one- With the addition of CNC, Swiss machine tooling areas began to include turrets, gang slides, and secondary spindles, improving speed and accuracy. When parts are rotating at a speed of up to 15,000 RPM with live tooling up to 10,000 RPM and tolerances anywhere between ±0.0002” (±0.00508 mm) and ±0.0005” (±0.0127 mm), Swiss machines have the ability to support high volume requirements with just a single skilled machinist. A far cry from a Myford for sure! Ha, I'm a sucker for that aftermarket stuff Doc, especially the resin !! Master don't do the aerial as a separate item - it's in with the chain gun parts
Without checking it I would say the thinner part is no more than .3mm and yes it's turned along it's full length. As you say some remarkable items at very reasonable prices considering what it would entail to do like wise even if able to! Edited By Ramon Wilson on 26/01/2022 21:55:14 |
| Dr_GMJN | 26/01/2022 23:06:59 |
1602 forum posts | Posted by Ramon Wilson on 26/01/2022 21:54:15:
Edit: __ I’ve just found this: **LINK** which gives a little more description. Edited By Michael Gilligan on 26/01/2022 20:33:37
Interesting links - thanks. Couldn't help but notice this in the second one- With the addition of CNC, Swiss machine tooling areas began to include turrets, gang slides, and secondary spindles, improving speed and accuracy. When parts are rotating at a speed of up to 15,000 RPM with live tooling up to 10,000 RPM and tolerances anywhere between ±0.0002” (±0.00508 mm) and ±0.0005” (±0.0127 mm), Swiss machines have the ability to support high volume requirements with just a single skilled machinist. A far cry from a Myford for sure! Ha, I'm a sucker for that aftermarket stuff Doc, especially the resin !! Master don't do the aerial as a separate item - it's in with the chain gun parts
Without checking it I would say the thinner part is no more than .3mm and yes it's turned along it's full length. As you say some remarkable items at very reasonable prices considering what it would entail to do like wise even if able to! Edited By Ramon Wilson on 26/01/2022 21:55:14 That aerial is just insane if it’s turned. Some of their 1:72 machine gun cooling jackets are unbelievable too. |
| Dr_GMJN | 29/01/2022 16:11:08 |
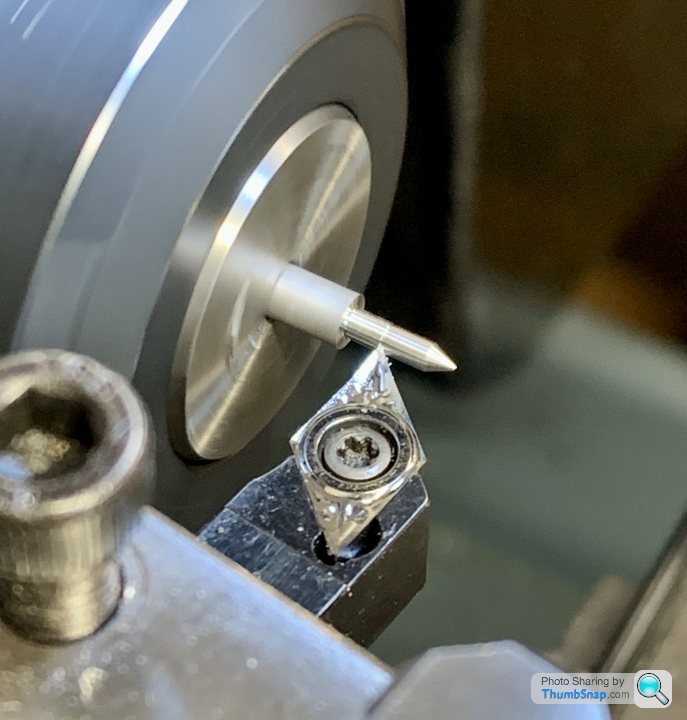
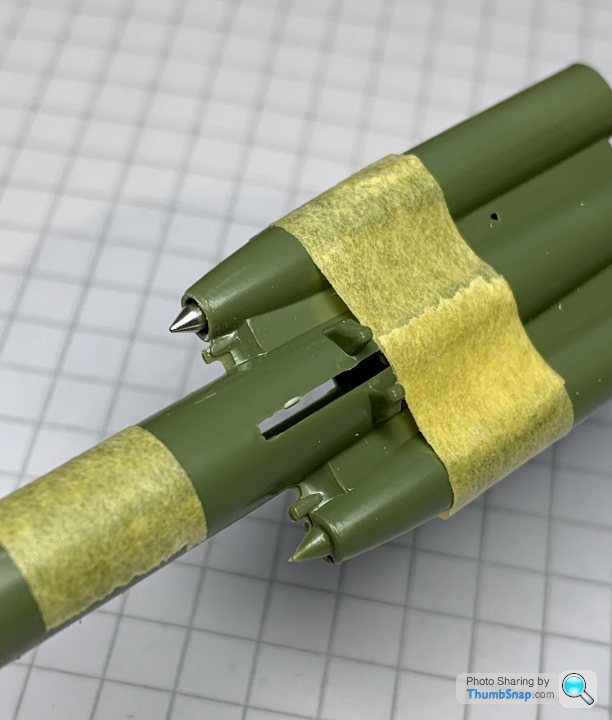
1602 forum posts | So just to wrap things up - it was fairly warm today up here, so I made the cones this morning. Pretty straightforward in the end, but I still couldn't figure out a quick and easy way of parting to identical lengths. In this case it doesn't matter, but it would be good to know. I ended up parting off by feeding the GT insert into the shank, and eventually it broke free. OK there's a pip left, but again, irrelevant for this application. They are for a 1960's vintage Airfix kit I'm building and refining - a 1:76 Bristol-Ferranti Bloodhound missile. They are shock cones for the Thor ramjets. According to a few references they are 24 degree cones, which by the look of the real things means a 48 degree apex angle (yes, my o/p drawing was wrong in this respect). After congratulating myself on a job resonably well done, with the loss of only one drill, I closed the drill box lid, not realising the holder strip had come loose, and subsequently snapped my entire set of remaining PCB drills cean off. Anyway, it was nice to get back in the garage, clean and lube the lathe, and make something from metal again. Cheers. Edited By Dr_GMJN on 29/01/2022 16:11:49 |






Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Workshop Techniques > Making a series of small aluminium cones