Forum sponsored by:

radius on end of bar
| Andrew Cressey | 15/05/2019 10:54:02 |
| 59 forum posts 12 photos | Hi can anyone give me any advice on how to achieve this radius either on lathe or mill.I have attached a photo it requires a 37.5mm radius do i need a special cutter or is there an alternative. thank you. |
| I.M. OUTAHERE | 15/05/2019 14:47:53 |
| 1468 forum posts 3 photos | Mew #279 - page 55 , photo 119 milling for beginners shows a boring head being used to machine a concave radius in a piece of alloy , you could use the same principle . A more difficult thing is indexing the now formed radius to the slots and tapped holes then forming the 77mm radius on the outside of the spigot . I’m sure there will be others along soon with a few more suggestions so be patient !. Ian. |
| Andrew Cressey | 15/05/2019 15:32:43 |
| 59 forum posts 12 photos | Thanks for that Ian i am all so new to milling this is my first project dont mean to sound dumb but spigot ? could i start of with the solid bar then turn the bore on the lathe then drill the two holes then finally the radius.
Edited By Andrew Cressey on 15/05/2019 15:35:58 Edited By Andrew Cressey on 15/05/2019 15:36:43 |
| JasonB | 15/05/2019 15:50:07 |
 25215 forum posts 3105 photos 1 articles | I'd do all the turning then drill the two small holes. You can then poke a couple of pegs or drill bit shanks into the holes and use those to line things up when clamping the work. Cut the radius with a boring head, at that radius you probably want the tool sticking out the side hole of a typical 2" boring head rather than the end. A flycutter could be pressed into service if you don't have a boring head.
Another option is to mount the work on the lathe cross slide and use a between centers boring bar to do the curved cut
|
| Andrew Cressey | 15/05/2019 16:20:24 |
| 59 forum posts 12 photos | Thanks Jason i do have a fly cutter so i just extend the cutter out to produce the correct radius then would i go up and down the end of the bar cutting in deeper at each pass? |
| JasonB | 15/05/2019 18:03:19 |
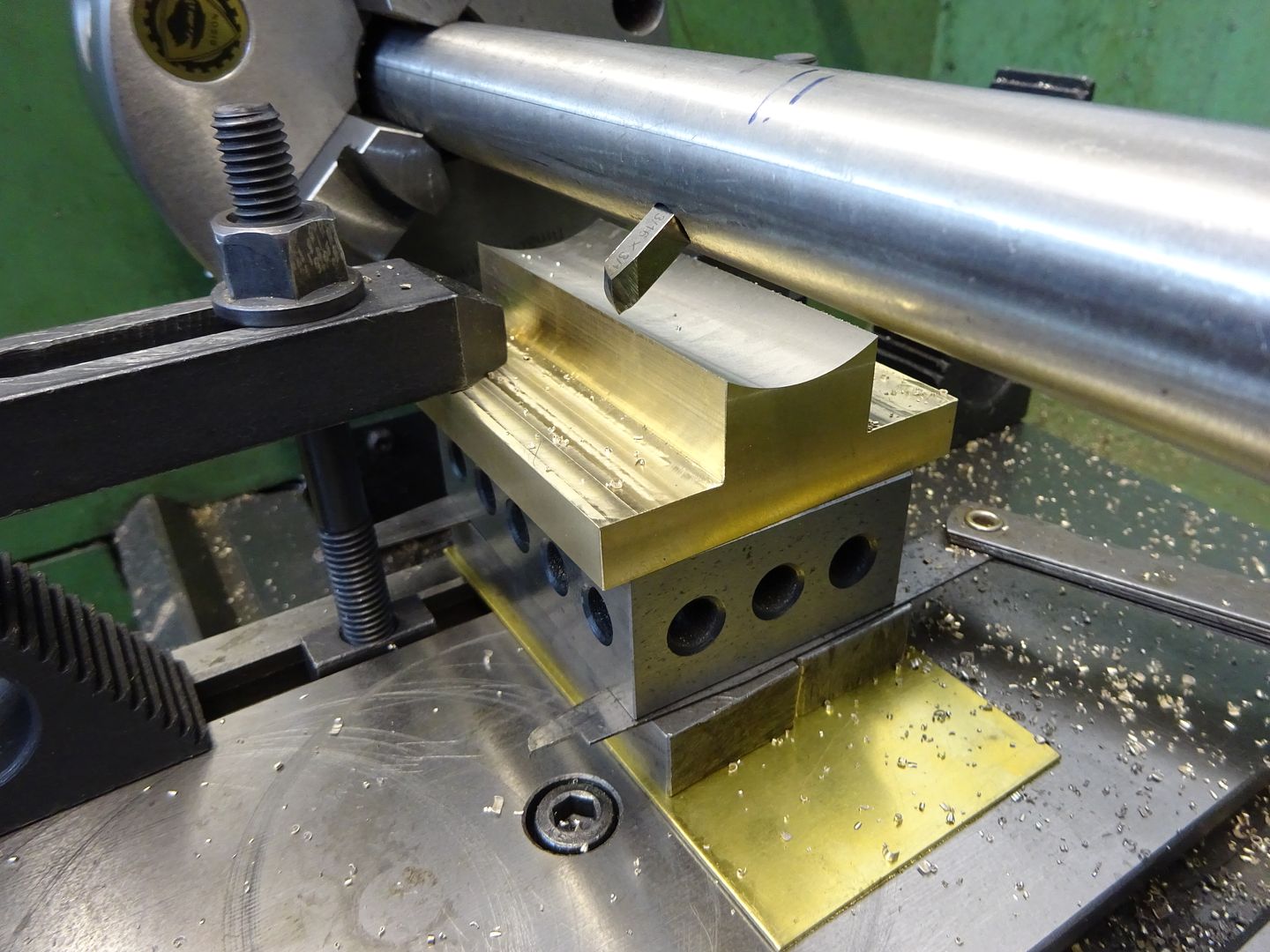
25215 forum posts 3105 photos 1 articles | Best thing is to locate the end of the work below the spindle and then move away by the radius eg 37.5mm. Fit the flycutter and adjust the cutter so that it just kisses the edge of the work as you rotate by hand which will get it swinging the correct radius which then does not get altered. Once that is set use a series of downward cuts moving the work towards the spindle say 0.5mm to 1.0mm at a time. I tend to use the quill lever for the initial roughing passes but the last one or two are best done with fine feed |
| Andrew Cressey | 15/05/2019 18:10:30 |
| 59 forum posts 12 photos | I understand that so i put the cutter above the bar and set it to the correct radius then back it of to the end of the bar and take small cuts at a time drawing the cutter closer until i reach the desired radius is that correct? excuse my lack of knowledge but i only have a clarke mill and lathe and never used either until now. |
| Andrew Cressey | 15/05/2019 18:25:21 |
| 59 forum posts 12 photos |
|






Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > radius on end of bar