Forum sponsored by:

Minnie 1"
Beginner minnie 1" build
| james huxstep | 23/12/2021 10:49:58 |
 91 forum posts 24 photos |
|
| james huxstep | 23/12/2021 10:50:11 |
91 forum posts 24 photos |
|
| james huxstep | 23/12/2021 11:06:21 |
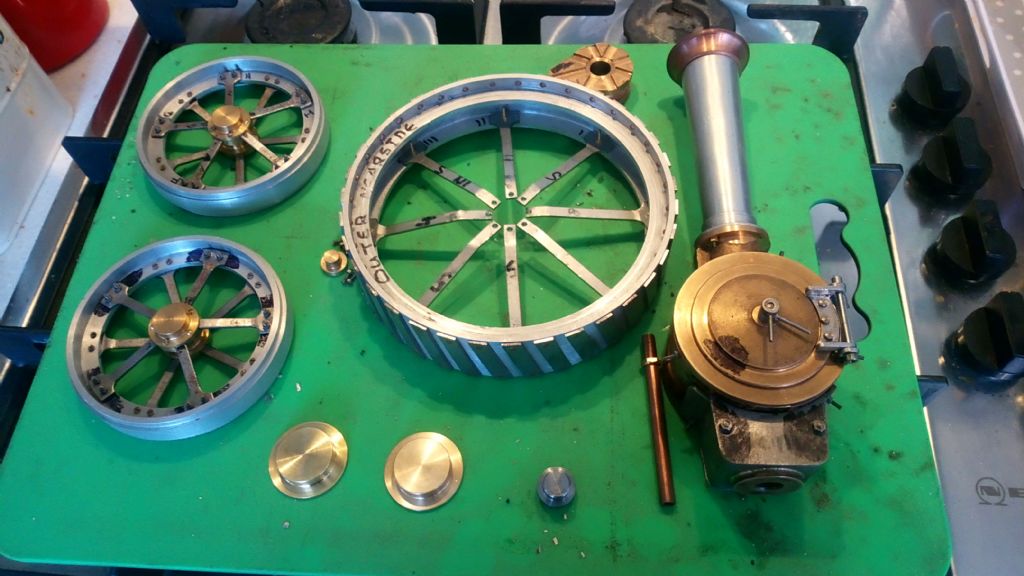
91 forum posts 24 photos | ok so onto the issue in hand......... Im trying to turn the phos brons rear hub castings but they seem to be flexing/bending/bell mouthing. I first placed the casting in the three jaw chuck with the face that lays flat on the hub facing outwards, and machined that face and the 5/8" 1/16" deep recess that goes into the little pocket on the hub. all good. I then drilled and reamed it 7/16" also all good. The problem was when i made an arbor 7/16" enabling to turn the casting round to machine the otherside. [See pic] I made a good fitting arbor, loctite retaining compound all good. The problem arose when i started to machine the otherside of the 1/16" wide egg shaped face. It began to bend away from me instead of get cut by the tool. grrrrrrrr. ok. fine. i get that. make a better arbor with support behind the thin web so it cant bend away from me. So i made a two part arbor. essentially a large flat surface with a 5/8" recess to take the casting spigot with a hole tapped m12 to take the 7/16" arbor pin. Allowing the casting to lay flat against it so it would not flex. This worked to a point. it then began to bell mouth on the under side thus loosing the nice flat mating surface and my 5/8"D spigot is now no longer protruding like it should..
What am i doing wrong? Im using carbide indexable tipped tooling. Loctite high strength retaining compound [allowing to dry for 10mins]. Thanks for any help
james Edited By james huxstep on 23/12/2021 11:09:27 |
| james huxstep | 23/12/2021 11:06:58 |
91 forum posts 24 photos |
|
| james huxstep | 23/12/2021 11:07:15 |
91 forum posts 24 photos |
|
| james huxstep | 23/12/2021 11:07:39 |
91 forum posts 24 photos |
|
| james huxstep | 23/12/2021 11:08:34 |
91 forum posts 24 photos |
|
| Clive Brown 1 | 23/12/2021 14:41:26 |
| 1050 forum posts 56 photos | I'd suspect that the tool is rubbing and not cutting well. What type of carbide tip are you using and is it in "as new" condition? It needs to be the ground and polished type suitable for aluminium, non-ferrous etc. A really well sharpened HSS tool might do better. |
| JasonB | 23/12/2021 15:21:58 |
 25215 forum posts 3105 photos 1 articles | Gun Metal can be very soft and unless the tool is sharp will bend away from it, as clive says an insert for aluminium and non ferrous metals will be a lot better so depending on what shape you use thats TCGT, CCGT or DCGT, etc. If you can't get inserts this side of Xmas then sharp HSS will also do the job Take light cuts about 10thou (0.25mm) deep with a fine feed. |
| james huxstep | 23/12/2021 18:58:35 |
91 forum posts 24 photos | ok i understand.
The tools i used are of the usual carbide indexable tooling. The ones i use for steel etc, there is no special insert ive inserted for non ferrous metals. So thats good to know. Il grind up a hss tool tomorrow, i have ordered a pair of new castings.
Thanks very much for your assistance as usual. Have a good christmas. And il keep you updated.
thanks
james |
| bernard towers | 23/12/2021 21:29:20 |
| 1221 forum posts 161 photos | +1for Jason you need razor sharp tools |
| james huxstep | 23/12/2021 23:01:08 |
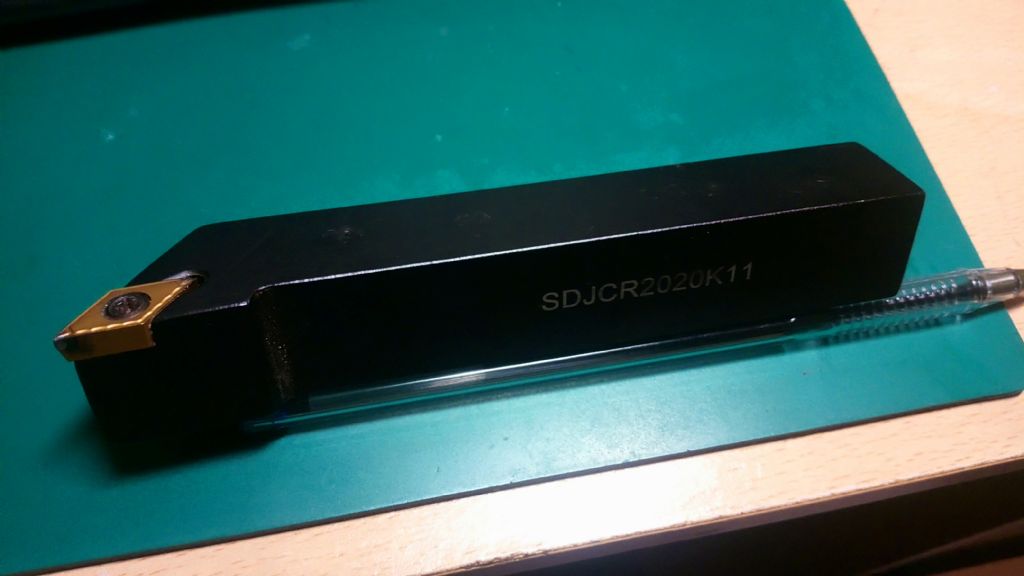
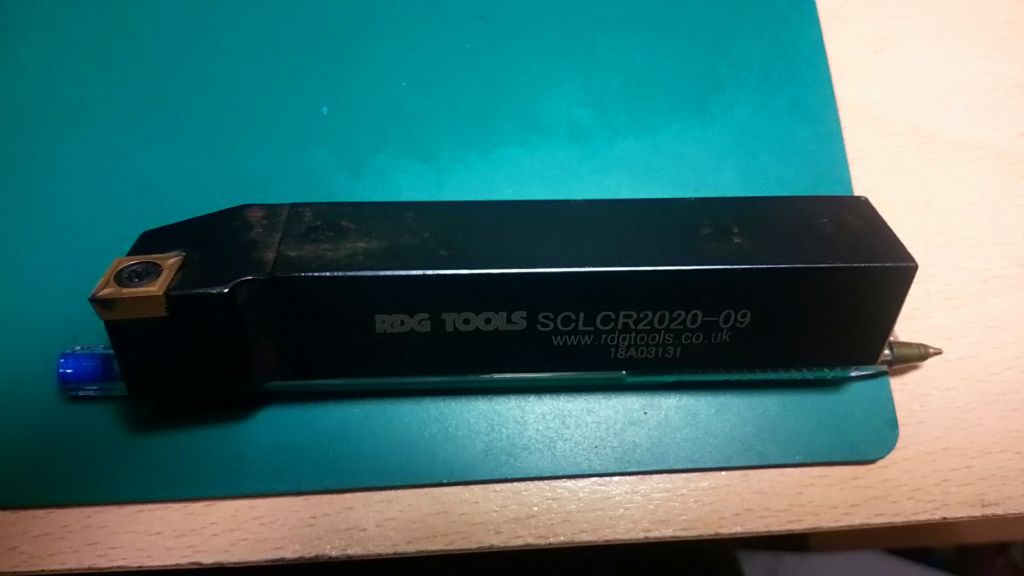
91 forum posts 24 photos | Ok thanks very much. ill grind up a hss version tomorrow. ill post a couple of pictures of the two usual carbide tools i use. i would like to get some non ferrous cutting tips for these for the future as my grinding skills are ok but not perfect. It looks like out of jasons list, that the ally versions i need are DCGT and CCGT. Are the aluminum versions sharper on the tips than the DCMT/CCMT standard versions? Which is why they work on non ferrous metals?
thanks
james
|
| james huxstep | 23/12/2021 23:02:25 |
91 forum posts 24 photos |
|
| james huxstep | 23/12/2021 23:02:47 |
91 forum posts 24 photos |
|
| JasonB | 24/12/2021 07:11:16 |
25215 forum posts 3105 photos 1 articles | The G in the code indicates the tolerance the inserts are made to which results in a sharper egge and that is usually ground & polished rather than just moulded like the M ones. If you looked at them under a microscope then they would have a much crisper edge though they are a little more delicate. APT sell reaasonable quality ones in packs of two rather than full boxes so ideal to try them out. I tend to use 0.2mm tip radius for the smaller work I do and that would be fine for the Minnie |
| james huxstep | 27/01/2022 23:21:09 |
91 forum posts 24 photos | Ok guys, just a general question advice post. During my ongoing experience of making my minnie 1", i find i have to half machine a component with a central bore, make a simple mandrel to fit said bore, turn the component round and finish machine. Simple enough. Or so i keep thinking. Say i drill and ream a hole 5/16", and then want to make up a mandrel for it to sit on, what sort of interference fit am i after? if i dont want it to be too loose or too stiff that it gets stuck or have to use locktite. Im currently using carbide tip to get close then emery tape. With mixed results. Ive heard somewhere that you can creep up on measurements much easier with a sharp hss tool rather than carbide. |
| james huxstep | 27/01/2022 23:21:12 |
91 forum posts 24 photos | Ok guys, just a general question advice post. During my ongoing experience of making my minnie 1", i find i have to half machine a component with a central bore, make a simple mandrel to fit said bore, turn the component round and finish machine. Simple enough. Or so i keep thinking. Say i drill and ream a hole 5/16", and then want to make up a mandrel for it to sit on, what sort of interference fit am i after? if i dont want it to be too loose or too stiff that it gets stuck or have to use locktite. Im currently using carbide tip to get close then emery tape. With mixed results. Ive heard somewhere that you can creep up on measurements much easier with a sharp hss tool rather than carbide. |
| Clive Brown 1 | 28/01/2022 08:36:39 |
| 1050 forum posts 56 photos | I don't think that there's a hard and fast rule. On the sizes you're quoting then, say, 1/4 to 1/2 a thou" would be OK. I wouldn't use an MT insert for this work, but not much to choose between a GT insert and HSS . A very fine flat file can be useful for final sizing, (Cries of horror from the experts! ). These files don't seem easily found these days. Try to make a short lead-in and a veryslight taper on the mandrel to start the workpiece pushing on. Edited By Clive Brown 1 on 28/01/2022 08:42:40 |
| JasonB | 28/01/2022 09:13:40 |
25215 forum posts 3105 photos 1 articles | The **GT will creep up as well as a sharp HSS tool, you should not really have to resort to emery One way to do it without the need for loctite is to first set your topslide to a very shallow angle not more than one degree. Turn down a length a little longer than the part you want to hold a couple of thou over diameter. Then using the part to gauge the size turn down 2/3rds of the length to a shake push fit in the hole using the auto feed on the carriage. You don't actually need to measure this just feel the fit of the two parts Once you have a good fit use the topslide to turn the remaining third without moving the cross slide. This will give you a parallel section that lines up the part and the last third being tapered and getting wider will allow you to ring the part onto the taper which will hold it. The arbor will look like an R8 taper but much shallower. |





Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > Minnie 1"