Forum sponsored by:

CovMac Lathes
| Michael Gilligan | 07/07/2018 20:58:09 |
 23121 forum posts 1360 photos | Posted by Brian Wood on 07/07/2018 20:05:30:
Hello Michael, I have a feeling your logic is wrong somewhere but it is too hot here in Thirsk to grapple with the maths tonight!! . Empathy, Brian ... It's been very hot near the Cheshire/Derbyshire border too. I'm sure this is not new to you; but I'm including a link to a good tutorial article which some might find useful: **LINK** http://content.penturners.org/library/techniques/skiprats_triple_start_threading.pdf Five-start threads are not uncommon, on things like helical focus mechanisms for lenses; and although I no evidence to suggest that CovMac made special provision for that market, the lathe would appear well-suited to the work. ... It's all idle speculation ! MichaelG. |
| Michael Gilligan | 07/07/2018 23:31:49 |
23121 forum posts 1360 photos | Posted by Michael Gilligan on 07/07/2018 20:58:09:
Five-start threads are not uncommon, on things like helical focus mechanisms for lenses; and although I no evidence to suggest that CovMac made special provision for that market, the lathe would appear well-suited to the work. . Apologies for the omission in that post: " ... and although I no evidence to suggest ..." should read "... and although I have found no evidence to suggest ..." . MichaelG. |
| Phil Whitley | 08/07/2018 10:41:15 |
 1533 forum posts 147 photos | Thinking along the lines of multi start threads of large calibre, large gun breeches were a multi start threed, and I also believe that some of the mechanisms used to push shells into large naval guns used quick action threads, and also along the lines Michael is speaking of, the mechanism to change the azimuth angle of a field gun. Gues who had his head in military engineering books during formative years! Phil. |
| Brian Wood | 08/07/2018 10:59:19 |
| 2742 forum posts 39 photos | Hello Michael, Thank you for the penturners link, a very elegant tutorial which describes the business of making multi start threads rather well I thought. It is a cooler start to the day here from yesterday spent taming the Boston Ivy on the two sides of the house not actually in the direct sun, but hot enough for that sort of work on a ladder all day. Returning to your example of a 5 start thread, if the pitch of the resultant thread is to be 10 mm then the lead has to be 50 mm which means gearing the lathe to cut a 50 mm thread in the first place so that 4 other similar pitch threads can be fitted into the space available. One turn of the resulting screw would move a suitable made nut by 50 mm Martin Cleeve in his invaluable book on the subject, with whom I am sure you are familiar, makes it simple for metric threads especially as they are designated by pitch. On pp 102 he quotes a neat little expression:- LEAD = Pitch x number of starts or PITCH = Lead divided by number of starts I hope that helps us both get a handle on the subject Kind regards Brian
|
| Michael Gilligan | 08/07/2018 12:29:09 |
23121 forum posts 1360 photos | Posted by Brian Wood on 08/07/2018 10:59:19:
... Returning to your example of a 5 start thread, if the pitch of the resultant thread is to be 10 mm then the lead has to be 50 mm which means gearing the lathe to cut a 50 mm thread in the first place so that 4 other similar pitch threads can be fitted into the space available. One turn of the resulting screw would move a suitable made nut by 50 mm ... . Thanks for the reply, Brian I think we are both 'saying the same thing' from our different perspectives: The CovMac lathe is capable of traversing a 10mm pitch thread, so ... if we set it to cut a 2mm pitch thread-form, and repeat for five starts we end up with a lead of 10mm but a modest thread depth. Very hot here ... just came indoors to cool down ... hope that ^^^ makes sense. MichaelG.
|
| Brian Wood | 08/07/2018 18:55:21 |
| 2742 forum posts 39 photos | Hello Michael, I agree with that analysis but I submit it would be a very different thread if compared to a 10 mm pitch thread cut by the lathe, the helix angles would all be wrong and neither would you be able to run a 2 mm pitch die along it for the same reasons. I think that is correct! It is really too hot to think clearly on these matters, despite the intake of amber coloured cooling fluid; they need testing to see what is actually going on and that could be done without wasting metal by using a Sharpie pen instead of a cutting tool.. The fact though remains that the screwcutting gearing on the Covmac lathe is way too ambitious in the coarser pitch screws that are greater than the pitch of the leadscrew and would be sure to cause tears at bedtime if attempted. The lathe can also be geared down to cut BA threads, but with 10 inch chucks and the problems involved in gripping work in those sizes that is also unrealistic. Kind regards Brian |
| Michael Gilligan | 08/07/2018 19:06:10 |
23121 forum posts 1360 photos | Posted by Brian Wood on 08/07/2018 18:55:21:
Hello Michael, I agree with that analysis but I submit it would be a very different thread if compared to a 10 mm pitch thread cut by the lathe, the helix angles would all be wrong and neither would you be able to run a 2 mm pitch die along it for the same reasons. I think that is correct! . Yes, of course that's correct, Brian ... It was never my intention to suggest otherwise. MichaelG. |
| Phil Whitley | 07/05/2019 20:33:05 |
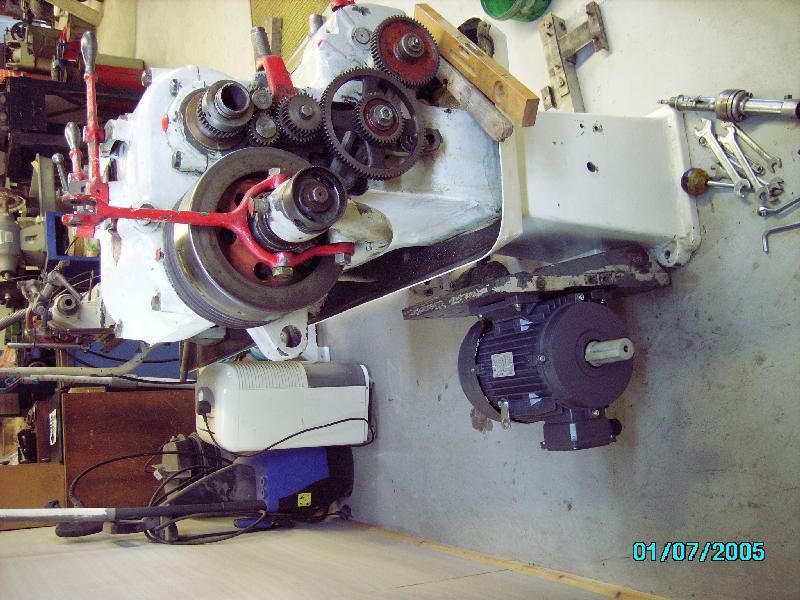
1533 forum posts 147 photos | Glad to report some progress on the Covmac!! Yes I know it has been a long time, but I have been busy restoring other things in the workshop, and thanks to my mate Richard coming over to play for the day, the Covmac motor is fitted! Tomorrow I will bore the pulley from 1 1/4" to 38mm (or is it 1 1/2" and fit it. Pic is on its back! tried to turn it round, which I have already done on my computer, failed, gave up!
|
| Phil Whitley | 08/05/2019 21:01:05 |
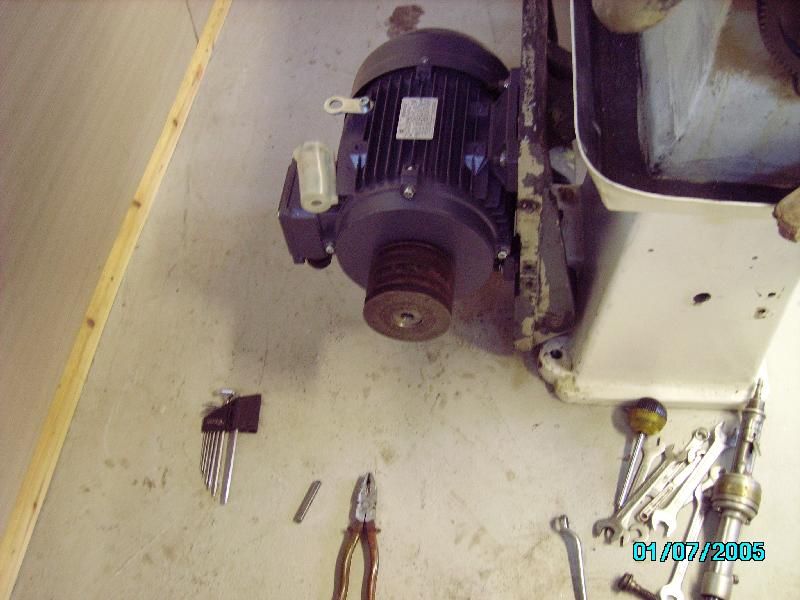
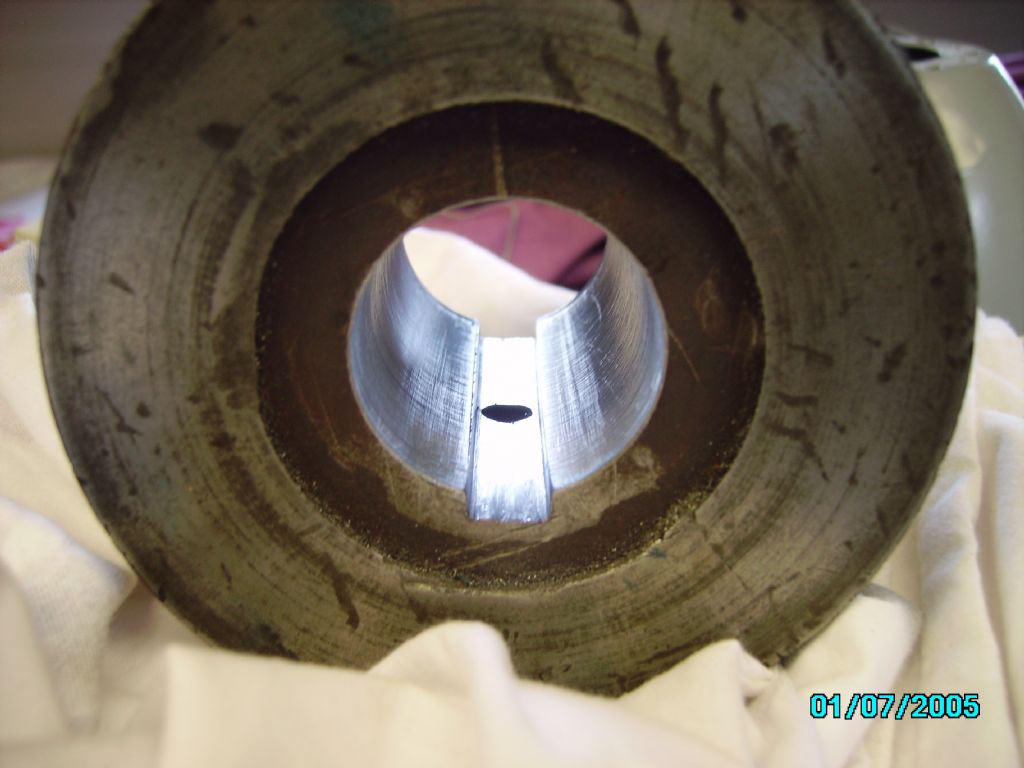
1533 forum posts 147 photos | Bored the five sheave pulley from 1.25" to1.5", or 38mm if yer metrically inclined! will need to drill and tap for a grub screw after I have recut the keyway, as in the previous fitment this pulley had a tanged key in it, and the new motor is an internal key. That's tomorrows job!
Edited By Phil Whitley on 08/05/2019 21:01:46 |
| Phil Whitley | 09/08/2019 20:16:59 |
1533 forum posts 147 photos | Back on the Covmac, and this time it is to the finish!, got the motor cabled up, and new belts sized up, just working on modifying the belt guards, should have chips next week!
|
| Brian Wood | 10/08/2019 11:13:26 |
| 2742 forum posts 39 photos | Hello Phil, Good to see more progress! What power of motor have you settled on to run the old girl on, it must be fairly substantial to justify 5 belts? Regards Brian |
| Phil Whitley | 10/08/2019 13:13:18 |
1533 forum posts 147 photos | Hi Brian, when I got the lathe it had an ancient repulsion induction single phase variable speed motor on it, which weighed about four times what the motor now fitted weighs, so I have swapped it for a three phase 3hp 750 rpm motor. The pulley is the original off the old motor, bored out to fit the new one, and rekeyed on the shaper. The five belt set up is original to the machine. If all goes well I should get it up and running next week! |
| Brian Wood | 10/08/2019 14:11:30 |
| 2742 forum posts 39 photos | Hello Phil, All exciting stuff isn't it, eat your heart out Chris! I recently rescued a Churchill Cub, made in 1947 which I am restoring. Not in Covmac scale but large for me. The motor on that was enormous, a two speed 3 phase unit weighing 55 kg, it was about all I could do to push it about on the floor. All that for 1 HP I shall be running the lathe with a variable speed 240 volt 3 phase unit when that happy day comes about, the difference in weight and performance is remarkable. The new motor weighs 17.3 kg and delivers 2 HP The old motor stator will be reused as a demagnetising tunnel with a central plastic tube fitted in place of the bell ends. Regards Woody Edited By Brian Wood on 10/08/2019 14:11:52 |
| Phil Whitley | 11/08/2019 12:10:28 |
1533 forum posts 147 photos | Churchill cub, very well made machine, especially the later ones, what model (Mk) is it ? pics? There was one for sale on ebay which was just outside Beverley, my brother was interested in it, and was going to go for a look, but didn't bother when the guy told him how much interest he had in it! Needles to say, it sold "well". Phil
|
| Phil Whitley | 11/08/2019 12:25:49 |
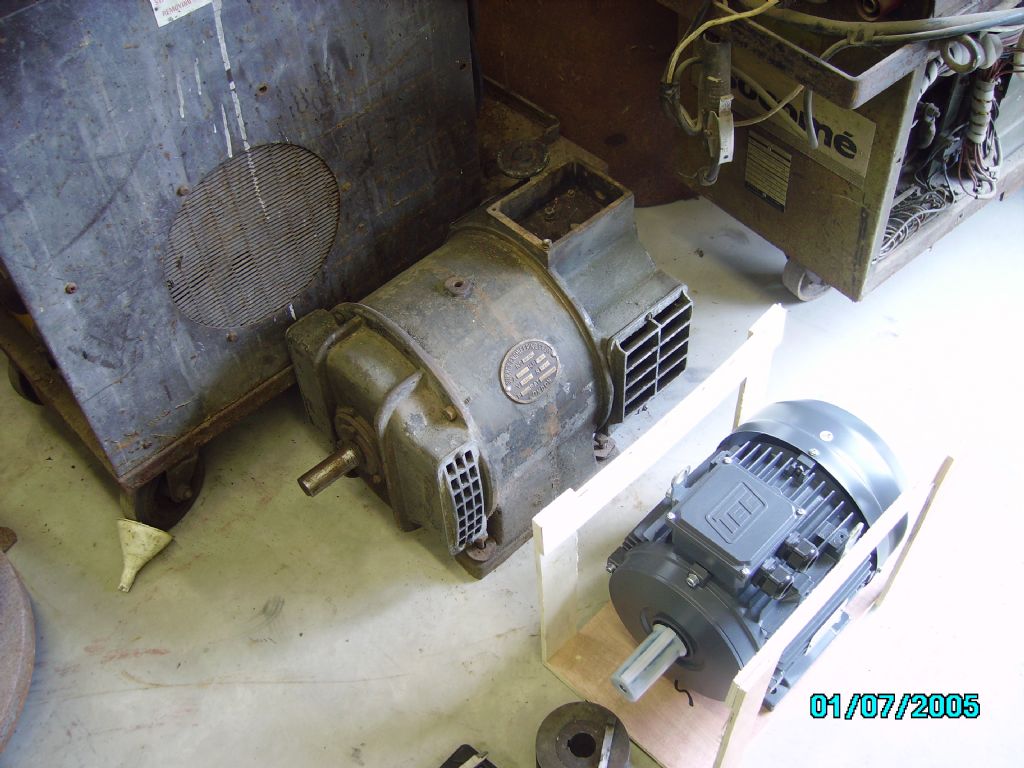
1533 forum posts 147 photos | Here is the comparison, and the old single phase motor is only 2hp! Speed adjustment wheel (just behind terminal box) moves the brushes around the armature, the motor speed slows right down to a halt, then restarts in the opposite direction! Note that on this side, the "drip proof" vent at the rear has been fitted upsode down because of the position of the motor when mounted on the lathe. I think that the motor mounting plate on the lathe, which is solid cast iron, probably weighs more than the new motor. If you look on lathes.uk at the Covmac page, the 3hp 750 rpm is the original recomendation for the lathe, although I shall probably never manage to overload it!! the FLA of the new motor is only 5.5a.
Edited By Phil Whitley on 11/08/2019 12:35:20 |
| Brian Wood | 11/08/2019 14:12:23 |
| 2742 forum posts 39 photos | Hello Phil, My Churchill is the Mk III, made in 1947. There is some problem which prevents me putting anything into my albums, I can no longer find the button that does the business; it has been like that I think since having to buy this computer when the hard drive failed on my previous one. This was an eBay find in a " farm" at the southern end of Saddleworth Moor, it would be better described as a junkyard really. There was lively bidding with several contenders in the contest and 37 watchers waiting to leap in. Despite the neglect and rust, the bed and expensive other bits like the all geared headstock are in first class shape, it will be a nice machine again when I'm done. The screwcutting gearbox is the economy model with three ranges ( times 2, times 1, and times 1/2 ) to extend the scope from the full set of 15 changewheels that came with it. The 9 inch four jaw Pratt chuck is in top condition, the three jaw 6 inch has three set of jaws, one being soft, and might be best described as adequate with some chips knocked off the corners of the jaws. Oddly enough, the top slide bears no impact marks so what was clouted I don't know. I will be writing it up for MEW magazine if they are still interested in lathe stories when it is complete. Like you say, I don't believe you could over power the Covmac lathe. Best wishes Woody Edited By Brian Wood on 11/08/2019 14:14:37 |
| Phil Whitley | 12/08/2019 21:33:47 |
1533 forum posts 147 photos | Todays progress, fitted the end gear housing and adjusted the fit of the new belt guard, made and fitted the cover plate, practised my TIG welding on the bit where the coolant pump drive used to be (flap disks are a godsend when you are still learning TIG) and cleaned up ready for paint. Tomorrow, I will pick up the V belts, fit them, and then clean off the rest of the belt guard, and get some paint on it! Horrible job, but it has to be done. Needless to say I wore a breather mask for the removal of the suspiciously arsenic green paint! it was wartime after all, and I suspect they were using any paint they could get their hands on. I had forgotten how heavy the end gear cover and door were! Solid cast iron, and they didn't skimp on thickness either! Tomorow I will sort out a starter and isolator from my collection, and do some wiring while the paint dries. Also considering a splash guard to stop the inevitable coolant up the wall trick!
|
| Brian Wood | 13/08/2019 09:18:07 |
| 2742 forum posts 39 photos | It is looking good Phil, looking forward to the next step in progress. Wise move with the old paint removal, it could contain pretty much anything |
| Phil Whitley | 13/08/2019 20:43:53 |
1533 forum posts 147 photos | Today has been cleaning and painting, got the rest of the belt guard cleaned up and primed, and also got the belts and fitted them, tomorrow I will roller the white paint onto the guards, and get on with the wiring. forgot to take pics of the cleanup, but very boring anyway, here is one of the new belts. Phil
|
| Brian Wood | 14/08/2019 16:24:24 |
| 2742 forum posts 39 photos | Hello Phil, You've answered one of my earlier questions and put 5 belts on it. It certainly looks businesslike now. Next test is to run it surely? Good luck Woody |






Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > CovMac Lathes