Forum sponsored by:

Emma Victoria
| HobbyNut | 01/03/2013 16:45:36 |
 113 forum posts 93 photos | Still working along at the pace of about 12 hrs per week. Wondering when next installment is? I made my brake shoes from MS, waterjet cut naturally. I also cut some from .375" Q5 Brake material, that I may try at a later date. Should I be thinking of painting this frame soon?
|
| john kennedy 1 | 01/03/2013 18:34:14 |
 214 forum posts 24 photos | Nice to see its coming on. Hopefully should be something in the next issue,which I get tomorrow. I'm still miles behind you though and doubt I'll catch up now gardening season will soon be upon us !! |
| Diane Carney | 01/03/2013 22:58:00 |
| 419 forum posts 11 photos |
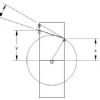
Henry sent me the following text which will appear in the next installment (issue 4453). Diane
Looking at the drawings, the bearing length works out to be 17/64 inch long which is incorrect; this should be 15/64 inch long. Members of the M. E. Forum have suggested making the crank pin 1/32 inch longer to give 1/64 inch clearance when the end washer is nipped up. The crank pin is the correct length at ¼ inch long; if made longer - as has been suggested - this would take out the clearance between the rod and back face of the crosshead, when they pass, should the axle end float be all to one side. Theoretically there should be 1/64 inch clearance, however, depending on the builder’s tolerances, this may be a little tight so I suggest making the washer 3/32 inch thick instead of 7/64 inch as shown on my original drawings. This would give a minimum clearance of 1/32 inch and a maximum of 3/32 inch depending on how the axle floats.
|
| john kennedy 1 | 02/03/2013 08:00:08 |
214 forum posts 24 photos | Diane, Thank you for making contact with Henry and my thanks to him for his reply. All is clarified in his first sentence. I will be able to trim the 1/32" extra that I allowed with no trouble. I take on board his suggestion of thinning the washer by 1/64" as well. I look forward to future installments to see how it all fits. Thanks again, John |
| HobbyNut | 07/03/2013 22:38:34 |
113 forum posts 93 photos | I did what Henry said, and it works well. I am now into making the cylinders, just WJ cut the parts today from 3/8" x 3" Brass flatbar. I will take a pic of the parts and post it later. |
| HobbyNut | 08/03/2013 15:41:10 |
113 forum posts 93 photos |
Here are the pieces all ready to D&T etc. I am lazy, so I WJ cut the holes in the valve block and cover. |
| HobbyNut | 26/03/2013 16:05:56 |
113 forum posts 93 photos | Another question to those in the know. The valve shaft is detailed with a .010" flat x 5/8" long on 1 end, with a thread on the opposite end. Why is there a flat on that end? Should the flat be where the "nut" is fitted? There appears to be a few missing dims. on the "nut" also. |
| JasonB | 26/03/2013 16:08:27 |
 25215 forum posts 3105 photos 1 articles | As the end of the shaft is supported in a blind hole there is a risk of condensate building up in the hole and hydralic locking the valve, the flat lets anything out.
Yes there are a few bits missing from the valve nut, shame really as the half page of drawings has been printed twice you would have thought one of the drawings may have the info
I would assume its made from 3/8" square stock, the large hole is for the 5/32" rod and the threaded hole 5 or 6BA for a grub screw
J Edited By JasonB on 26/03/2013 16:15:17 Edited By JasonB on 26/03/2013 16:17:24 |
| JasonB | 26/03/2013 16:23:40 |
25215 forum posts 3105 photos 1 articles | Actually I've just read the text and that gives all the info I just said above so we were third time lucky. Big question is why two different slide valves? |
| Acrosticus | 26/03/2013 17:18:41 |
| 24 forum posts 2 photos |
Posted by JasonB on 26/03/2013 16:23:40:
Actually I've just read the text and that gives all the info I just said above so we were third time lucky.
Big question is why two different slide valves? Presumably because the cylinder and valve chest of the fabricated cylinder and the Railmotor castings, though both the same bore, are different external sizes, and have different valve rod positions.
|
| JasonB | 26/03/2013 17:34:57 |
25215 forum posts 3105 photos 1 articles | Ah yes now I've had a better look it seems one set of drawings is for all the valve parts & cylinder covers for the fabricated cylinders and the other for cast, although several parts are the same on both drawings there are some subtle differences, would have been handy to have a title saying which is which. Thats what you get for not reading the article from the start.
J |
| James Sutton | 29/03/2013 18:10:22 |
 18 forum posts 7 photos | I have just started construction of my own Emma Victoria, Canadian version. I'm converting to American threads as I go. Good to see that there are others ahead of me in case I have issues. This will be a new project for me as I have never built a locomotive. I am making the wheels from solid stock and was curious how to mill in the counter weight. Seeing that you've welded in yours I may try riveting a set on. That should be much easier then milling them manually. James |
| HobbyNut | 01/04/2013 15:50:59 |
113 forum posts 93 photos | I am sure that rivets will do nicely. I am just a TIGaholic! I dislike all the drilling and rivetting setup! Must be a throwback to my boilermaking days!! I just machined the wheels as per the dtails, and cut the c/weights from 1/8" MS and 1/16MS and welded them in. Where are you in Canada? |
| James Sutton | 01/04/2013 16:56:49 |
18 forum posts 7 photos | I am presently in Halifax, Nova Scotia but will be relocating to Kingston, Ontario in the summer. I'm a marine engineer in the RCN. |
| john kennedy 1 | 02/04/2013 10:04:16 |
214 forum posts 24 photos | Iv'e used 6ba countersunk screws to attach the weights.Will probably put some filler over them. |
| HobbyNut | 02/04/2013 15:42:23 |
113 forum posts 93 photos | I caught up with the series last night, so I started another side project. I see a new mag is up today, so I will be into the drains I guess. I have an EMMA thread under "projects under construction". |
| James Sutton | 28/04/2013 16:06:15 |
18 forum posts 7 photos | I have completed my frame with only one small problem. I broke 2 of my 3 taps #6-32. The old dull tap with the flutes now twisted into a slight spiral survived but the two new sharp ones both snaped while tapping the cross stays. I am RCN and presently visiting London. Is there a place in London that I can get to easily from the Tube to buy spare taps? Not from here so don't know my way around. If I break my last tap my progress while I am sailing will be hindered. I'm a marine engineer and naval machinist and have access to machinery while at sea. Ship is open to tours daily while we are here for those interested. |
| JasonB | 28/04/2013 16:34:05 |
25215 forum posts 3105 photos 1 articles | You may have a job finding the smaller UNC sizes, I've looked at a couple of likely places within reach (cromwell & Millhill)but they don't go down to #6. How long are you docked for, someone like J&L/MSC would deliver next day, assuming they will deliver to the boat/dock. |
| Keith Long | 28/04/2013 19:22:53 |
| 883 forum posts 11 photos | Hi James Try the Tap and Die Company **LINK** 445 West Green Road, London, N15 3PL, phone number : 020 8888 1865. Never done business with them but I believe that they have a good reputation. They have the size you're after listed, with a choice of, taper, 2nd and plug all at £4.50 each. I don't know London either but it's a fair bet that they will be within striking distance of a tube station. Keith |
| Jeff Dayman | 28/04/2013 20:14:24 |
| 2356 forum posts 47 photos | Keith and James- FYI Google maps shows a tube station "Turnpike Lane" on the Picadilly line about 1/2 km from 445 West Green Road. Looks like some great Caribbean take out shops in the area, on Street View. Might be wise to go at lunch time! JD |


Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > General Questions > Emma Victoria