Forum sponsored by:

2mm endmill help
| Dave S | 25/06/2020 13:41:08 |
| 433 forum posts 95 photos | I've not got to backlash yet - first I need a part... However my plan is to try and remove it. The screws into the plastic lead nuts are pretty much backlash free, and I have the leadscrew 'stretched' between bearings, with back to back magneto bearings on the Z. Ill post some pictures of the setup later if its of interest. A friend of mine had the same setup before he sold his mill and moved to an X1 based conversion - IIRC his was pretty much bang on, one of the reasons I picked up the MF70 (spindle speed was the other). Originally I was running parallel port and tried Linux CNC and Mach 3. This was many years ago - somewhere around 2010 I think. So the tooling was not very simple, and I wasn't interested enough in battling computers after a full on day of real time control software writing. Now with Fusion and its CAM processor the tooling is much nicer. Just hope that the CAM module remains available for hobbyist use, I'm quite against an annual subscription just to play in the garage - If it was a cost of making money its easier to swallow, but that's a whole other set of things to discuss I have had a RepRap since around 2012 - and its tooling once sorted is good enough, with the USB interface working with most computers. That and the lack of parallel port machines that were reliable in my garage prompted the move to a USB interface, which lead me to GRBL in a round about way.
Dave |
| old mart | 25/06/2020 13:51:48 |
| 4655 forum posts 304 photos | Go for stub length 3.2mm (1/18" |
| John Haine | 25/06/2020 13:51:50 |
| 5563 forum posts 322 photos | Posted by Andy Carlson on 25/06/2020 13:19:55:
I also compensate by using a fudged cutter diameter (typically 0.1mm higher give or take a bit) when generating the G code - the cutter seems to cut slightly bigger than its nominal diameter. This is unrelated to backlash - my best theory is that it is down to flexing. More likely spindle or collet runout. |
| JasonB | 25/06/2020 13:52:28 |
 25215 forum posts 3105 photos 1 articles | As said I'd use more of the side of the tool cutting 0.1 x D on the climb and 0.05D on the conventional using both way clearing then a wider pass to take the axial clearance off which will leave less tool marks on the bottom. I also increased the size/number of shapes as not much point in machining away lots of metal just for a test. You will see that my cutting speed has gone up as side cutting like this will allow you to run almost twice as fast Try it here A 3mm cutter could have been used on that part which would be stronger and would be my preference. |
| old mart | 25/06/2020 14:03:52 |
| 4655 forum posts 304 photos | It was harder than I expected to find a source of relatively inexpensive 3mm cutters with a 3mm shank, they commonly have bigger. Cutwel have some on special offer which are coated for steel, but not intended for hardened steel. I hope the link won't get me into trouble.
|
| Andrew Johnston | 25/06/2020 14:11:09 |
 7061 forum posts 719 photos | Posted by old mart on 25/06/2020 13:32:14:
A J, your picture shows a 2mm slot drill, but the shank is al least 4mm. A quick visual comparison with the rule in the picture will show that the shank is 3mm. My apologies for not reading the thread sufficiently well to realise that an expert had already expounded. At least crawling back into my cave will be some relief from the heat. Andrew |
| old mart | 25/06/2020 14:47:38 |
| 4655 forum posts 304 photos | Sorry, Andrew, I thought it was bigger, I blame the heat, 33.8C at the moment. The cutting length on your example would be ideal. |
| Andy Carlson | 25/06/2020 17:03:32 |
| 440 forum posts 132 photos | I'd be interested in your Z axis setup Dave. Mine is only CNC in X and Y just now and the Z is on the 'to do' list. My first job is to deal with the thrust bearing. The factory design seems to involve the handwheel dial slowly eroding its way into the moulding at the top of the pillar coupled with (on my example) a heap of backlash. A simple metal washer would probably be an improvement but I'm wondering if I can fit in a roller thrust bearing. At the moment I'm making a box spanner to get at the Z axis adjuster nut. A pic of my 'X' axis drive below. I've gone for a very 'low impact' conversion using handwheel cups and I can revert to manual operation in a few minutes per axis. Apart from keeping my options open I also need to take the 'Y' drive off easily in order to fit the MF70 back onto the shelf which it shares with a Cowells lathe and a Unimat SL.
|
| mick | 25/06/2020 17:20:17 |
| 421 forum posts 49 photos | I've had my little Seig KX1 for ten years and now wouldn't be without it. I constantly use small diameter solid carbide cutters ranging from 1mm up to 6mm dia. The Mach3 control has excellent conversational programming, where you select the material, tool type and diameter and it calculates speed and chip load (feed) In my experience its the depth of cut that snaps small diameter cutters rather than the feed rate. Write a simple sub routine and vary the cutter depths and see how you get on. |
| Dave S | 25/06/2020 17:51:34 |
| 433 forum posts 95 photos | My conversion was done when I had little money, so its scavenged bits from printers and hacked together mounts. The handles are in the mill box, shoudl I ever be mad enough to want to use it manually - I really like my TOS, even for tiny things. Overview shot, please excuse last nights swarf and spanners...
The X and Y ends have been replaced with alloy, which have pockets for the bearings to sit in. They are held there only be the lead screw tension. I had to turn a couple of adaptors to fit the inside bearing bore - where the leadscrew is thinner for the handle mount.
For the Z - because the lead screw is just 'hanging' I made a new top from bike crank arm with a pocket for back to back magneto bearings:
The top plate is held on with the original screws, which are a bit long at the front, but at the back they also hold the stepper mount piece - scavenged from an old dot matrix printier IIRC. IT all looks a bit heath robinson, but the motion part seems to work ok. I built the stepper control box and PSU - this was before simple availability from China. If you want any more details info just ask. Dave |
| Dave S | 25/06/2020 17:59:30 |
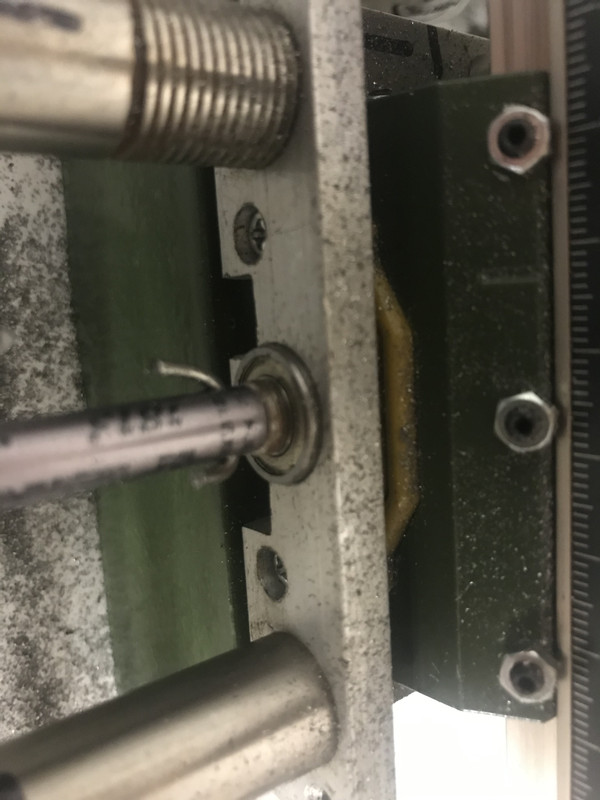
| 433 forum posts 95 photos | I did some looking at my mills. The 2mm is about 10mm flute length, the real killer I think is the shank length:
Fresh one, last nights snapped one and the proxxon collet. The spindle bore is solid about 1/2 mm from the collet end, so you can see in the next photo how much extra stick out there was because of shank lenght:
Thats about 8mm extra, nearly doubling the stickout. I also bought 3mm and 1mm, and they also have super long shanks compared to collet length.
Ive chopped a 2mm down (I bought 3 2mm as its the size I'll mostly be
Dave |
| Andy Carlson | 25/06/2020 19:15:13 |
| 440 forum posts 132 photos | Thanks for the pics Dave. Good to see how other people tackle the same question. I admire your upcycling ability. Whenever I look at the things I've kept in case they 'come in useful' I mostly just see a load of old cr*p. I think my cutters are all 40mm long. I must see about getting something that can shorten one. At the moment I'm pretty sure that I don't have anything that will touch carbide. |
| Andrew Johnston | 25/06/2020 20:48:36 |
7061 forum posts 719 photos | Posted by old mart on 25/06/2020 14:47:38:
.........I blame the heat, 33.8C at the moment. Man, that's hot. Higher than Heathrow reported today I think. One normally expects airports to be slightly hotter than the surrounding areas due to all the engines pumping out hot gases. But not at the moment. I went down to Stansted yesterday to renew my Civil Aviation Authority medical. Never seen it so quiet. Very few cars and no buses around the terminal building and the long term car park was empty. Andrew |
| old mart | 25/06/2020 21:10:37 |
| 4655 forum posts 304 photos | The cheap mini diamond files in wallets will score carbide easily, get the cheapest out there. The ideal length would be about 1mm of plain shank projecting when the collet is tightened. The temperature has gone down now (21:10) to a mere 27.7C. |
| Dave S | 26/06/2020 11:27:59 |
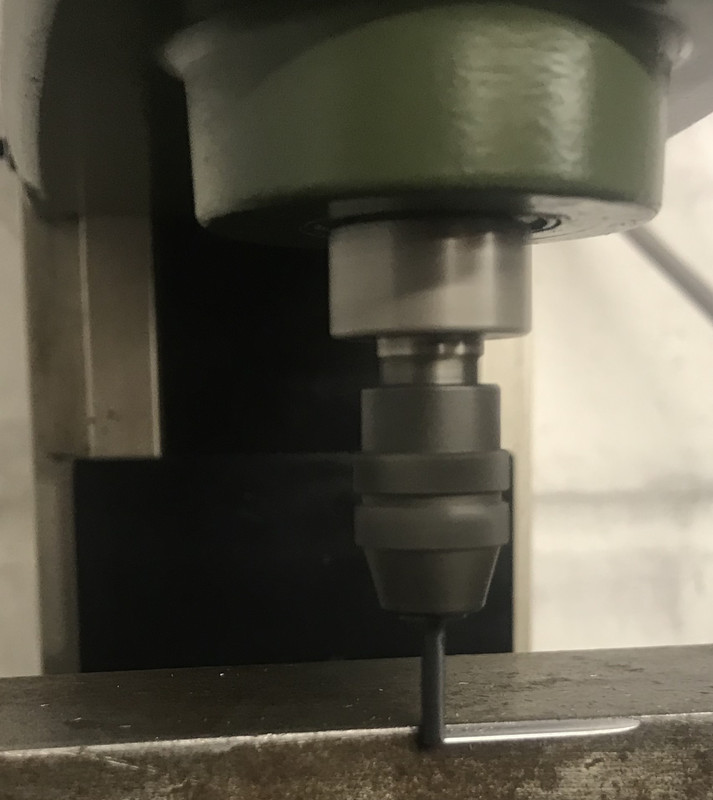
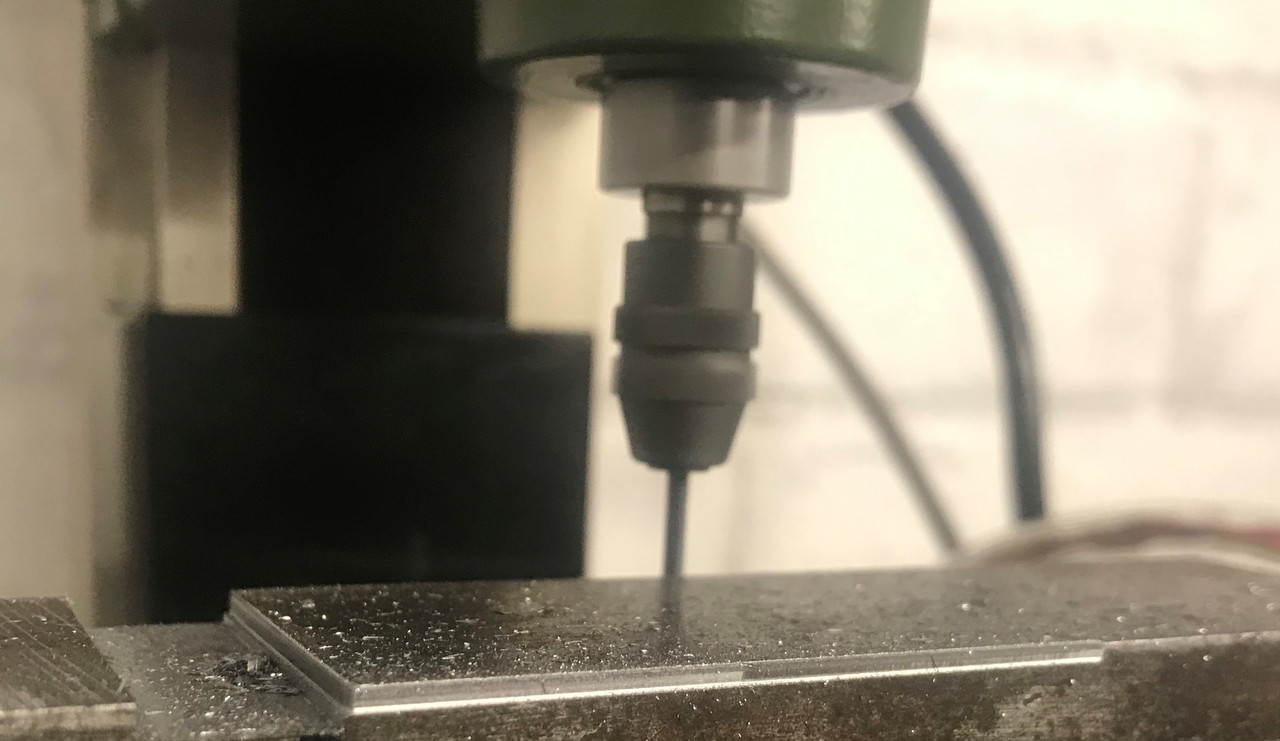
| 433 forum posts 95 photos | Sad news, another 2mm endmill has been sacrificed to the cause of getting my CNC to work. I used Jason's suggested toolpath - although I did re-generate it first as I moved the work coordinates. It all started promisingly:
And it made a couple of the passes all round to the back side before I was called to eat:
During the meal I was keeping a ear out, and when it all went silent I returned, mid meal(!) to discover an ex-endmill
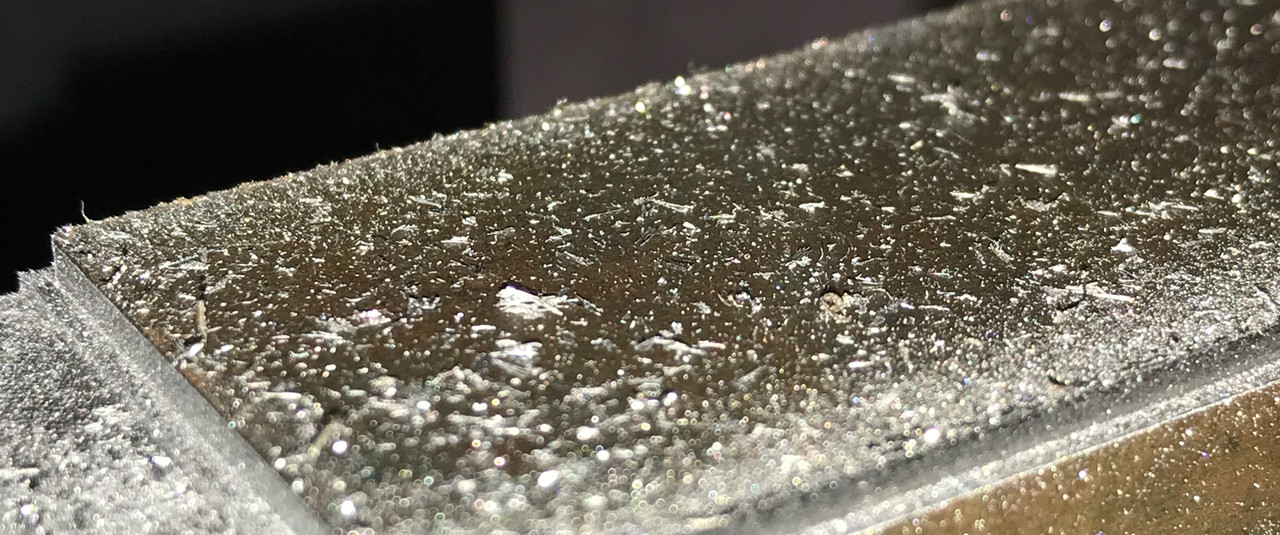
So I paused the machine, and went and finished my steak and had a beer. On the plus side the swarf looks more 'swarfy' than last time:
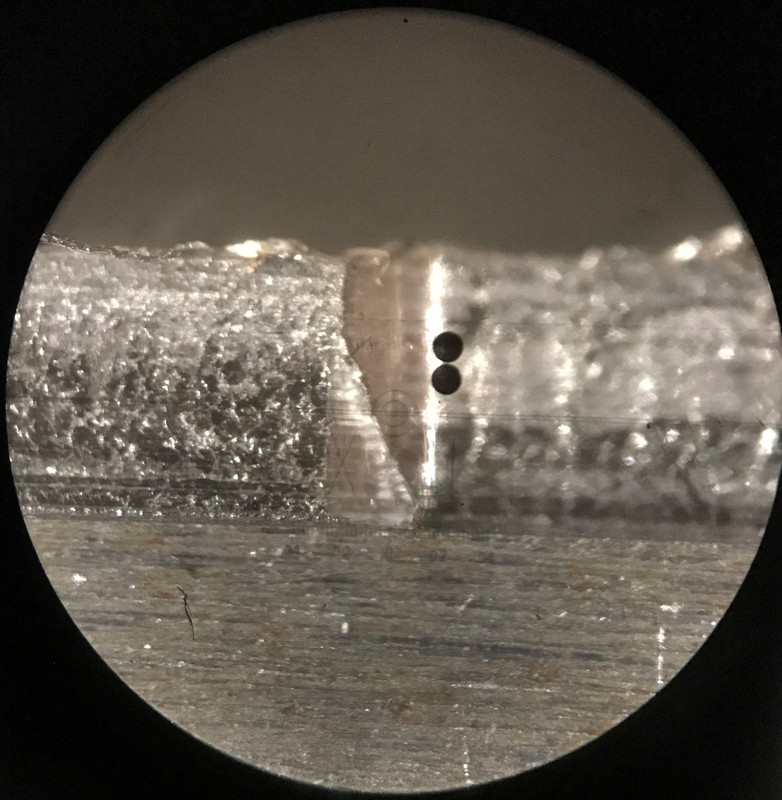
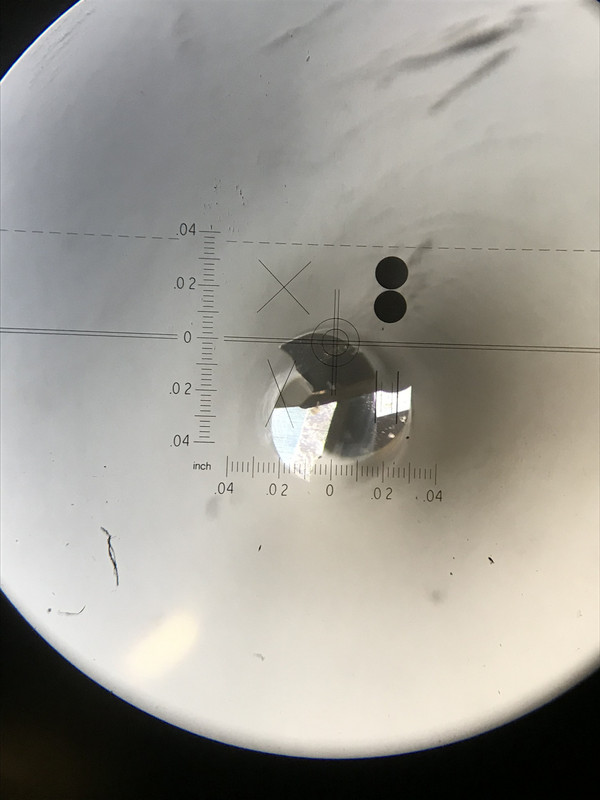
I put the part under the microscope, this is where it snapped from the side:
You can see the not quite left the metal cut that was in progress.
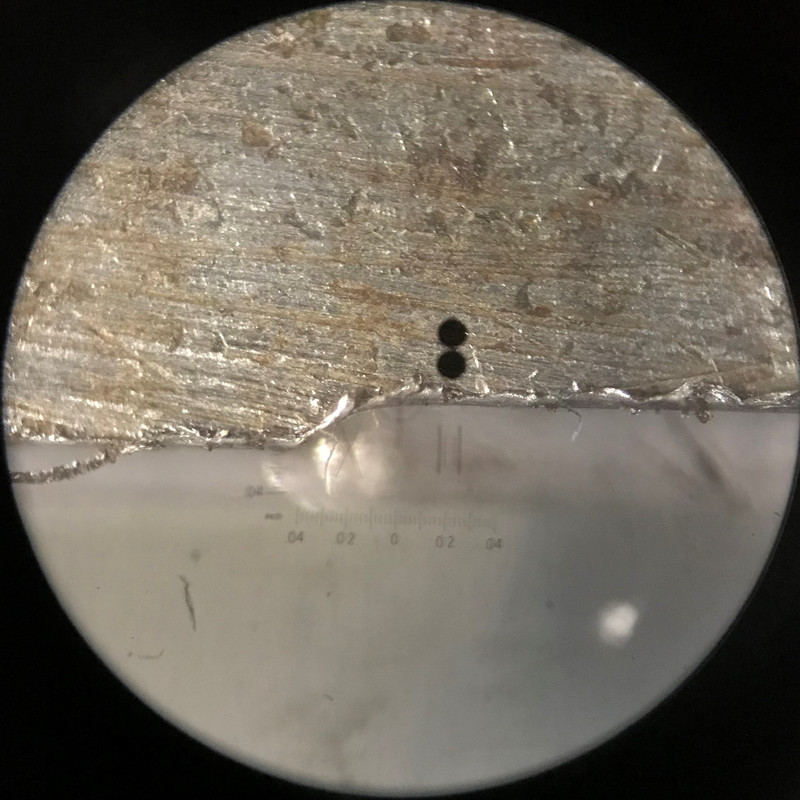
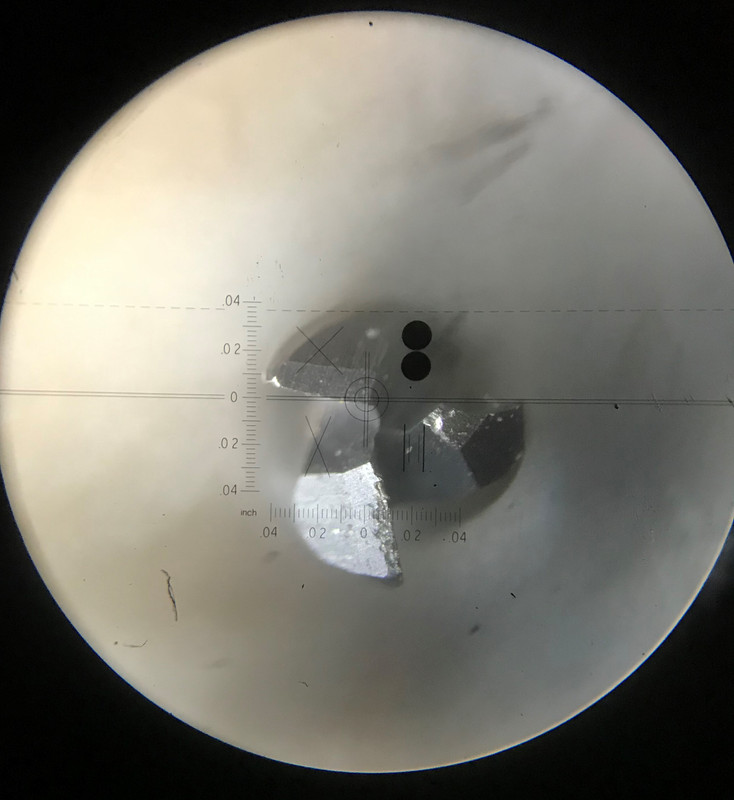
I managed to find the end of the endmill from where it had been thrown behind the lathe.
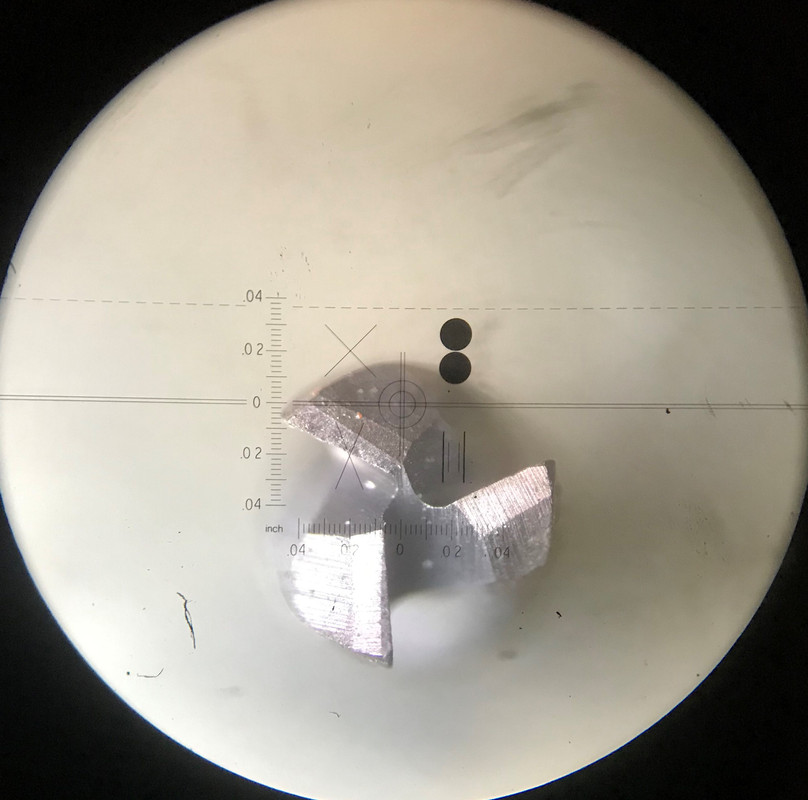
For comparison here is the last unused 2mm, not snapped one:
The edges on that however look distinctly rubbish compared to the 1mm Kyocera mill
After a serious dose of thinking about it I measured the runout on the tool - using the as yet unsnapped 2mm which has a long shank - ideal for an indicator to run on. approx 0.076 mm (a little over 3 thou). With a toolpath supposed to take a side cut of 0.2mm this is quite a significant change in cut load per rev I think. I also checked with a 3mm tool, in case it was the collet - same result, so I guess that's the natural spindle runout. Should I formulate a new spindle plan at this point? Dave |
| Tony Pratt 1 | 26/06/2020 11:34:14 |
| 2319 forum posts 13 photos | Your cutter is a long way out. Tony |
| Martin Connelly | 26/06/2020 12:26:36 |
 2549 forum posts 235 photos | The recommended depth of cut was 0.2mm not 2.0mm. Lots of small passes with the correct speeds and feeds and overlap of about 1mm (50%) as a starting point. Make the tool last to the end of the job. Martin C Edited By Martin Connelly on 26/06/2020 12:34:04 |
| JasonB | 26/06/2020 12:37:45 |
25215 forum posts 3105 photos 1 articles | Looks like it was cutting as I suggested 0.2mm stepover eg 0.1 X D and height was 1.4mm (0.1mm axial stock left for cleanup) height of features is 1.5mm |
| Dave S | 26/06/2020 12:47:46 |
| 433 forum posts 95 photos | Yes, as suggested by Jason - engaging more of the flute length in the cut, but with shallowed stepover. It felt like that was a sensible thing to try - it spreads the wear over more of the cutter - rather than relying on just the tips. Sort of like vertical slab milling (if you squint a bit) Dave
|
| Andy Carlson | 26/06/2020 12:51:45 |
| 440 forum posts 132 photos | Hi Dave, Sorry to hear that another cutter has bitten the dust. I checked the runout on a cutter in my spindle. I got 2.4 thou. Not great I realise... but the thing is you are breaking cutters for passtime (as my gran used to say) and I've just cut a 10mm hex (in stages) about 6mm deep in a lump of brass. Your post doesn't say what DoC you used but in the short term I can only suggest a smaller DoC - I used 0.2mm for my most recent job but I think I've used 0.25mm with steel in the past. I did some more measurements on my MF70... I clocked the top of the collet holder 'nut' and got around 2.4 thou again. I'm not sure how meaningful that is though - the outside of my ER16 nut on the Unimat runs out appallingly but things held in the collet have sub 0.5 thou TIR. The spindle has almost no room to put the DTI probe on but I tried anyway right at the top of the threads and got about 0.5 thou. I checked inside the taper of the collet holder and got 0.7 thou. I borrowed a 3mm collet from another Proxxon set. That made no difference. I looked at borrowing another nut but none of the others have the flats for tightening in the miller. Finally (should have done this earlier) I did some more paranoid than usual cleaning of the holder and nut with half a cotton bud. I did find some swarf hiding inside the nut but the runout was not improved by cleaning. So it looks like (on my MF70) the spindle is contributing some runout and the collet nut and/or collet is adding a good deal more. All of which explains why my 2mm cutter is effectively cutting a diameter of 2.1mm. This does make me think a bit more about an ER11 spindle conversion but at the moment my MF70 is doing the job for me and my 'to do' list is already long and distinguished. Regards, Andy |
 solid carbide cutters, if the shanks are too long, then score right round the shank with a diamond file and snap them off. If you put the cutter flute end down in a vise with soft aluminium jaw protectors and put a tube over the unwanted end, they will normally snap off very well.
solid carbide cutters, if the shanks are too long, then score right round the shank with a diamond file and snap them off. If you put the cutter flute end down in a vise with soft aluminium jaw protectors and put a tube over the unwanted end, they will normally snap off very well. 









Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!