Member postings for Skarven
Here is a list of all the postings Skarven has made in our forums. Click on a thread name to jump to the thread.
| Thread: How many T-Slots on a Rotary Table, 3,4,6? | ||||
| 06/12/2011 19:51:44 | ||||
Hi, and thank you for all the input. It seems that 4 it will have to be! Being an old artillery guy, It seems logical to divide things into horizontal and vertical  . .JasonB: I ordered the 3-axis Mill DRO a week ago. I must say, that I originally bought the 2-axis mill against the recommendations of this forum, that said '3-axis'. The price for that special offer though, was so low, that even buying the 3-axis system afterwards, was cheaper than buying it then. After that I have been missing the 'Z'. I have now also bought an aditional 'z' measurement for the quill movement. I also have a spare 2-axis mill system , Does anybody in the vicinity of London want it (It's without the scales, so it's not worth much , if you do not have them). (It's without the scales, so it's not worth much , if you do not have them).I'll be in London from 8-13th December. | ||||
| 06/12/2011 17:53:58 | ||||
I'm traveling to London for the Model Engineer Exhibition at Sandown Park and I also want to do a little shopping while in England. A 3-axis DRO for my mill (I have a 2-axis), a 6" rotary table and a few other things. I'm probably a square kind of guy  , because I, for no particular reason, think that 4 T-slots looks better on a rotary table than 3 or 6. I have never used one, so I'm asking: What is the best configuration? , because I, for no particular reason, think that 4 T-slots looks better on a rotary table than 3 or 6. I have never used one, so I'm asking: What is the best configuration?Should I buy the dividing set at once, or is this a might never get used thing or something you can easily make yourself . | ||||
| Thread: Victoria HO Mill - INT 30 or 40? | ||||
| 05/12/2011 18:09:23 | ||||
My 30 INT (or is it ISO 30 or NT 30?) measures (sorry about the mm's) 31.87mm behind the flange, 18.18mm at the other end. The distance between the two ends of the taper is about 49mm. Inch about 1 1/4" behind the flange. | ||||
| Thread: Slitting saw thickness | ||||
| 30/11/2011 06:16:17 | ||||
Posted by Stub Mandrel on 29/11/2011 19:40:59: > I'm using rapeseed oil with no additives myself. You get a far better finish with extra virgin olive oil. Neil extra virgin at about 10 times the price of rapeseed must be for gourmet mechanics running RR's | ||||
| Thread: Super 7 Going 3 Phase | ||||
| 29/11/2011 18:32:56 | ||||
Many inverter systems seems to have a display that can be programmed to show the RPM dependent of pole number and... I can see that the CL750 seems to not have one. Being a Mitsubishi system it might have an analog output that can be programmed to be proportional to the frequency, which, if you know the gearing, will give you the rpm on an analog meter. I'm an old fashioned electronics engineer/programmer that really like analog readings. They are much easier to read.  I already have 3-phase 240V and a transformer for 3-phase 400V, so there are no limits, but I'm also installing a VFD on my lathe and mill, and these VFD's have displays on them, but I think the power in watts is more interesting as this is difficult to have in any other way. For the the rpm, a cheap bicycle computer is good enough for me. You can have them with quite large displays, and as discussed in another thread, they can give you a quick way to calculate cutting speed. This link has many inverters, and even better, links to the manuals!http://www.inverterdrive.com/ | ||||
| Thread: Slitting saw thickness | ||||
| 29/11/2011 14:52:46 | ||||
After I got the feedrate right, thank you Andrew, I now feed 4mm/second and cut 370mm 25mm thick Aluminum in 90 secoonds, with a saw 125x2x27mm 72T at 600rpm, I see no reason to use a cutting disk for this kind of task. The finnish is really good. As long as I can put it on the mill table, I'm OK. If it's too long for that, I'll guess I will get a Aluminum cutting disk for the angle grinder. I think cutting oil is a must though. I'm using rapeseed oil with no additives myself. | ||||
| 28/11/2011 06:21:56 | ||||
Hi Neil, I have 3 plates 370mm square and 25.4mm (1") thick. They are marked "ALLA PLUS PLATE" and "P1115". From what I can find out, the 1115 means that it is essentially pure aluminum. This is what I had from the scrapyard, so that's why I'm using it. If you make holders for AXA or BXA, the dimension for the dovetail is very critical. Even a cut of 0.02mm makes a real difference to the fit. | ||||
| 27/11/2011 19:04:15 | ||||
Finnished cutting of dove-tailed blocks for BXA QCTP. Each cut was about 10 seconds, although the setting up took much longer! 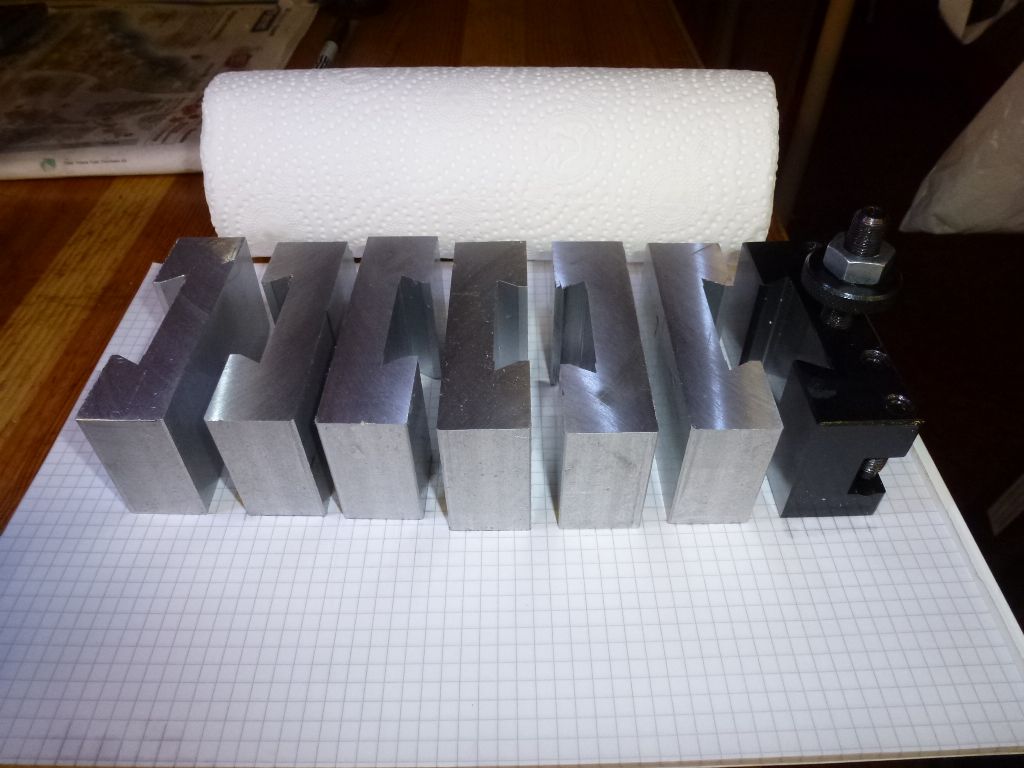 | ||||
| 27/11/2011 17:15:31 | ||||
Higher feed rate did the trick. 125x2x27 72T, 600 rpm and a feed-rate of 4mm/s or 240mm / minute. No vibration, almost no sound, just a healthy sawing one. I had my fingers on all three stop buttons while cutting  , so I took a picture after the cut and after resetting the X-axis for a new cut. I'm making 5 holders for a BXA QCTP so there are 3 more cuts to do. This really worked! , so I took a picture after the cut and after resetting the X-axis for a new cut. I'm making 5 holders for a BXA QCTP so there are 3 more cuts to do. This really worked! Thank you for all help!  | ||||
| 27/11/2011 14:50:52 | ||||
Hi, Thanks for the link Hugh, There was a lot of info there. Martindale gives a rpm of 950 for a 4" saw in aluminum, this should be app. 760 for a 5" saw. Andrew, I think You are right. The feed was very slow. In fact it was as slow as I could get it, about 0.5mm/s or 30mm/minute. This is 30mm / (72x600) = 0.0007 mm/tooth. Martindale recommends 0.0002" - 0.002 per tooth or 0.005 - 0.05mm / tooth. I will try a few more cuts with a higher feed rate and report back the result.. I hope my saw has survived the 400mm cut 25mm thickness at snail pace  JasonB, I have also noticed that sometimes both decreasing and increasing the speed will avoid chatter, so I look forward to test the VFD's on both the mill and the lathe. | ||||
| 27/11/2011 08:44:41 | ||||
I tried 75, 180 and 280, but they all gave a lot of vibration. This might be a resonance problem. I have ordered two VFD's, one for my lathe, and one for the mill, mostly because I want to make lower speeds possible, but maybe they can be used to tune away some vibrations? Is there a problem with a thickness of only 0.8mm? Will it break easily? | ||||
| 27/11/2011 08:09:27 | ||||
Hi, I have a slitting saw 125x27x2 72T and I feel that for cutting purposes, it could be thinner. At 600 rpm and lots of oil it cuts 25mm aluminum beautifully, with an almost polished surface. The sound though is frightening, with hearing protection, even in the next room a must. Is there an optimum thickness for slitting saws? At CTC Tools they sell the 125mm with thickness from 0.8mm to 6mm. | ||||
| Thread: Low cost rev counter and cutting speed display | ||||
| 25/11/2011 18:47:19 | ||||
I still think that the cutting speed display is rather useful. It saves a multiplication with PI I found out what the S1, S6 is. S1 is a continuous rating. S3 is an intermittent where the motor is stopped when not running at load. S6 is an intermittent where the motor is running idle when not loaded. Period is 10 minutes if nothing is given. I imagine the S6 would be higher than the S3 when the motor is not cooled by the fan (if it has one) | ||||
| 24/11/2011 07:14:07 | ||||
Hi ady In a few years, I will probably listen to the cut like you. As for now, I'm a beginner, so my ears don't tell me much, except when things go really wrong I also think this is a help when I try to remove a lot of metal without destroying the tool. Actually, I do not really need the rev counter, as I have a geared head lathe. The size of the motor is either 1.1kw, 1.5kw or 2.2kw. It is listed as follows.
Does this mean different ratings for different intermittence, as in a welding machine? I'm planning to install a VFD, and then the rev counter will come in handy. | ||||
| 23/11/2011 20:59:34 | ||||
I really liked the article "Inexpensive rev counter" by Michael Cox in MEW No.178, so I bought a Bicycle computer for about £9 and mounted it under the DRO of my lathe with a simple aluminum bracket.  I then destroyed a "fridge magnet" to get the "magnet". A small, very powerful one. I payed about £1.50 for 10 of them.  I then put the magnet on the back part of the spindle of the lathe. Experiments showed it would stay there with it's own force, whatever revs I tried. The sensor was fastened with double-sided tape after some cleaning.  This worked great! And for a short while I was very satisfied. Looking at the display though, I felt that most of it was giving no information. After all, the RPM was some small digits in the lower part of the display, while the speed in km/h was displayed wit large digits in the upper part.  After some thought, I realized that setting the wheel diameter to 7 inches, the speed display in km/h would be almost exactly (a few % error) the cutting speed for a diameter of 10mm or 1cm. This would be a very quick Cutting speed calculation method. I find it really useful. 2cm -> twice the display.... For imperial guys, a setting of 27 inches for the wheel diameter will give app. the speed in feet / minute for HALF an inch turning diameter. (You cant set the wheel diameter to 54 on my bike computer. Maybe there are just a few velocipedes around these days) Now the whole display gives meaningful information! | ||||
| Thread: Lathe alignment. What is good enough? | ||||
| 08/11/2011 17:09:07 | ||||
Hi Norman, You write: firstly to use the unknown metal as a doorstop then buy ( probably for less than £10) a piece of free cutting mild steel from one of the advertisers in the mag. Living in England (or maybe the US) i would do just that. Here I would have to hire a truck and buy 6 m of some steel and the price for 6m 25mm round stock is about 145£ + 25%VAT + freight. I can buy silver steel in 1m lengths. 1m of 5mm silver steel is about 125£ + 25% VAT. Yes I know the price in the UK is about a 1/10 of that! I'm actually planning a trip to England this winter to buy some materials and other workshop things. I can carry about 40 kg on the plane and 660£ worth. It will only cost the plane ticket extra! You can have a plane ticket for maybe a 100 £.That is covered in the first 5mm silver steel piece!!! | ||||
| 08/11/2011 07:01:37 | ||||
Hi Dusty I know HSS is best for this kind of work. My problem is that I only have a very bad bench grinder and I,m no good at handheld grinding. I'm going to make a tool holder something like the one in MEW 179. "A quick and easy tangential tool holder". I really don't know what material I have. It was just lying there in a scrapyard and looked like a nice thing to have. So I bought it for about 10£. It's a bit harder than mild steel. Most of the turning has been at 160 rpm, cutting long threaded swarf, but I have had to reduce to 65 once because of chatter. Maybe an increase would have been better. I also use oil. Actually, after a lot of testing with neat cutting oil, soluble oil, WD40 I tested Olive oil and rapeseed oil. The rapeseed seemed no worse than the neat cutting oil in my tests, cost next to nothing, and has the great advantage that it does not smell and give you all sorts of skin ailments in case of contact. It also cleans up real easy. As for restarting finishing cut, this is only training, but some day maybe the tool wear out during a cut, or some other stupid mishap... Yes, the turning was with the tailstock support, but I was able to turn another piece of this 50mm rod with a length of 200mm only supported in the 3-jaw chuck. Small cuts and the finest feed of 0.053mm/rev. I know it seems a bit stupid to put so much work into something you are not going to use, but I really need the training, it's a lot of fun, not that much work because of the power feed. I can also do some milling in between. | ||||
| 07/11/2011 20:04:09 | ||||
Hi Terry, Hugh, My project is also amazing. I'm trying to turn a 50x800mm rod to the highest accuracy I can get. I'm a beginner, and it's not that easy to to turn to a specific diameter with a close tolerance. I'm also trying out how to restart a turning if you have to stop it for some reason. That is difficult! I also have problems with the carbide-tipped tools I use. It is not possible to take cuts of less than 0.02 (Dia 0.04) This will chatter and make a bad finish. My result so far is to turn a length of about 600mm of to a diameter of 48.50 +/- 0.015, but that is to the right of the gap in the ways. I still have to do something about the gap (mind the gap This is real fun! | ||||
| 06/11/2011 19:09:07 | ||||
Hi Steve I agree with you. If I had a test bar, I would use it, but I don't. Are they very expensive? Hi Hugh, My link is the same as Steve's http://www.neme-s.org/Rollie%27s_Dad%27s_Method.pdf I found it at this location witch have some more alignment stuff. http://www.gadgetbuilder.com/Lathe_Align.html#Prism_Straight I am doing some testing with a roundstock 50mm dia and length 800mm. The lathe has been running the whole day with very fine feeds and cuts. One trip along the rod is about an hour! Unfortunately it had a rough surface, so i have only just got down to a "round" stock. About one kg of swarf. Maybe this could be the axle for a 1:1 scale narrowgauge model! | ||||
| 05/11/2011 22:16:21 | ||||
Steve I also feel that this is the limit of accuracy that I will get. I will do a turning test tomorrow to check if practice matches theory Of course, I still have the alignment of the ways in the gap to consider, and this has no horizontal adjustment. All the above measurements were made on the ways to the right of the gap. Does anybody have any suggestions for this alignment? |
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!