Member postings for Ajohnw
Here is a list of all the postings Ajohnw has made in our forums. Click on a thread name to jump to the thread.
| Thread: Some decent parts / storage bins |
| 08/09/2015 15:45:48 |
I had a number of these around some rather flimsy and mixed sizes etc so decided to get some of these to replace them Have to say that they are the best I have come across especially at that price. They are moderately flexible so shouldn't crack and are branded Anco Rhino on the side. I was dubious about the industrial use comment but they seem to be pretty good to me. John - |
| Thread: 25point4TPI |
| 08/09/2015 15:06:56 |
There are 2 programs on lathes co uk that will do this quickly and efficiently. One for lathes with a gearbox and one for those without. http://www.lathes.co.uk/latheparts/page14.html They did go missing for a while but should be back now as people found copies for him - so ask if not there. John - |
| Thread: New lathe arrived today : The ongoing saga |
| 08/09/2015 14:53:50 |
Are you running the lathe in the lower speed range Brian - set by a belt under the end cover? If you are and ran it at around 600 rpm you should be get something like 1/2 the peak torque available from the motor. You should be able to run faster than that at the diameters you are turning down to but might have problems with aluminium melting onto and sticking to the tool's cutting edge. You also mentioned chatter and vibration when parting off. This usually down to feeding the tool in too slowly / blunt tool, Clearly parting off tools can be fed in far too quickly so need some sense. One of the problems is that once they have started to chatter it will just continue unless feed is increased until it stops, then it can usually be backed off a touch. Too much of that and it will start chattering again. John - |
| 08/09/2015 12:57:35 |
The best thing to do regarding cuts feed rate and finish is to try all sorts. A lot depends on the play in various parts of the lathe. Some lathes will take very fine cuts and leave a very smooth finish some benefit from very deep cuts for the size of lathe that is being used. I'd guess that your 0.1mm cuts MAY actually be just smoothing machining marks rather than really taking a cut. 0.2mm may be partly taking out any play and that will tend to leave a bad finish. I would have thought that cuts of the order of 1mm in aluminium should give a decent finish on a lathe of this size - that's 2mm off the dia. I've never used one but would be surprised if they couldn't do that at least with a sharp tool. If I halved that cut on my Boxford I would probably find that I would have to use feed setting that was significantly faster than the finest one it has. Your lathe will probably be happy with finer cuts than 1mm so work down from that to find out. Steels are harder so can take finer cuts for the same cutting forces. It might even benefit from even deeper cuts. I mentioned off the diameter cuts because metric lathe dials are sometime marked that way where as imperial are usually marked depth of cut. John - |
| Thread: Blackening mild steel |
| 08/09/2015 12:08:29 |
Posted by Ian Hewson on 08/09/2015 10:36:52:
As I remember, testicular cancer was caused not by inhalation, but by oily hands when going for a pee, or rags in overalls pockets. Mostly due to mist and splash onto overalls as I understand it, possible wiping hands on overalls too, oily rags in pocket etc. John - |
| Thread: Any ideas on this? |
| 08/09/2015 11:51:57 |
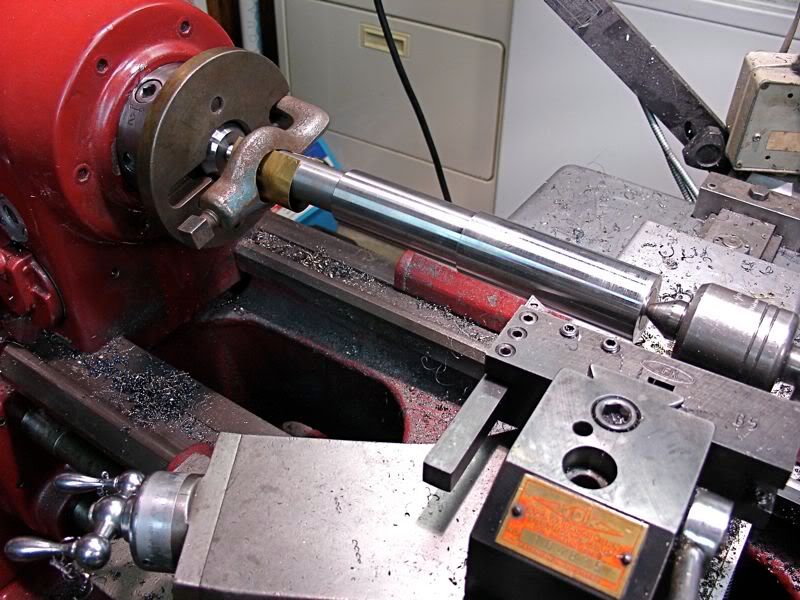
This is a link from another style of taper turning attachment but the principle is the same on all of them where the cross slide lead screw is disengaged and the cut put on with the compound slide. Sadly this one was in the acid cupboard I mentioned but it will clean up ok.
The 2 short dowels at one end locate in one of the T slots and the holes take T bolts. The bar engages with hole in the part that slides along the rail on the taper turning attachment. A bar is used to allow some height variation as the parts are moved about. This one uses 2 dowels as a guide in the adjustment slot so that it can be adjusted and tightened without turning. These stop short of a washer under the clamp which is on top. John - |
| Thread: Myford ML7 questions |
| 08/09/2015 10:13:26 |
I'd guess that the hole is there to let the oil drip and also so that the drip rate can be seen. I found the original myford ones a pain/impossible to set so used them as manual oilers before using the lathe and from time to time if I used it for a long time. Say a bit every hour or so. Wick feeds sound great but deliver oil all of the time even when the lathe isn't in use. John - |
| Thread: Blackening mild steel |
| 08/09/2015 09:38:54 |
I've never done it but saw a demo of oil blackening to prevent rusting at school when I was around 12 years old. The item was heated with a torch and oil squirted on with an oil can - oil ? what ever was in the oil can. The result was a pretty thick coating. John - |
| Thread: What did you do today (2015) |
| 04/09/2015 21:11:55 |
Well not today but some of yesterday and today. Tucking the stuff away that was on my old rack took some time.
The old racking was deeper and narrower so I kept putting things in front of other things so went for 300mm and wider this time. The old one was taller than this should be and unusually came with 6 shelves. This time I bought 2 with 5 shelves each and used 5 in half the intended height. Then spread the rest as shown and used the 1/2 leg length of the other set to make it taller so there are 2 shelves at the top for light bulky things.
Unlike the previous racking which used rolled sections for the legs this one uses angle with pressed slots to accept tongue. Not too bad but the cross shelf braces used this as well so had to bend the tongues as the come flat then found that the pressed slots were too tight. Eased with combinations of a screw driver, a cold chisel, mallet that came with them, a heavier plastic one and a 14lb lump hammer. Assembling the shelves on the 2nd set needed that a few times. The shelves on the first one were not too bad - wonderful quality control. John - |
| Thread: Fitting a chuck to a backplate |
| 04/09/2015 18:10:31 |
I've seen an independent 4 jaw that can be mounted the same way as a 3 jaw usually is so stating must on a 4 jaw really depends on if the fixing holes are within or outside of the register on the back of the chuck. I think lathes co uk add a further point - engaging a centre with the face plate when it's being turned. This does makes some sense especially if the centre is truly accurately aligned. I suspect the idea is to make sure that the spindle is running true, or more true when there is a bit of headstock bearing wear. It should also help push the spindle back fully into the bearings. Both aspects should improve the results, John - Edited By John W1 on 04/09/2015 18:18:49 |
| Thread: Taper Turning attachment |
| 03/09/2015 15:29:33 |
What about a new design of the DIY one Neil that is based around a sine bar arrangement. I have one for a Myford 7 but can't bring myself to drill holes in the back of my Boxford bed but there are lathes around that do have bolt holes. John ; |
| Thread: New lathe arrived today : The ongoing saga |
| 03/09/2015 13:38:21 |
I think it's one of the minimal grinding ones John. Just grind a shallow "groove" on the cutting edge and maybe leave the front clearance as it comes on most tool bits and add some side rake. Less work than a normal bar turning tool. Bit like adding a chip breaker. John - |
| 03/09/2015 12:26:41 |
A full sized hacksaw is likely to leave too wide a slot not that this matters much. A junior hacksaw would be best and the ones that have a tensioning screw are probably preferable. I would do it in they lathe as you will loose concentricity if you remove it from chuck. You should do it after the final location diameter has been turned for the same reason. So drill, tap, slit and then use. John - |
| 03/09/2015 09:53:07 |
Posted by bodge on 02/09/2015 13:56:32:
Tallow . bovine as in cattle , nearest substitute probable dripping. bodge A quote from the wiki Tallow is a rendered form of beef or mutton fat, processed from suet. It is solid at room temperature. Unlike suet, tallow can be stored for extended periods without the need for refrigeration to prevent decomposition, provided it is kept in an airtight container to prevent oxidation. In industry, tallow is not strictly defined as beef or mutton fat. In this context, tallow is animal fat that conforms to certain technical criteria, including its melting point. It is common for commercial tallow to contain fat derived from other animals, such as lard from pigs, or even from plant sources. There is no way of knowing exactly what was in it other than it was different to what is commonly available now. John - |
| Thread: Why reverse a lathes direction? |
| 03/09/2015 09:37:56 |
Posted by John Stevenson on 03/09/2015 08:25:32:
Posted by Michael Gilligan on 03/09/2015 07:03:49:
Posted by John Stevenson on 03/09/2015 00:59:09:
Is it only me or does anyone else use an angle grinder with a flap wheel on spinning parts in the lathe ? , THANK YOU ... Mr John [Socrates] Stevenson A nudge towards sanity, by reductio ad absudum MichaelG. .
I was being deadly serious. I'll tuck the idea away for if at some point it looks useful. Tool post milling attachment, toolpost grinder why not tool post flap wheel etc failing that angle grinders are made to be used by hand. John - |
| 02/09/2015 23:20:12 |
I don't have any problems doing what I do Jon. and the files I use don't skid off but maybe that's down to me, maybe it's the file or maybe it's the speed I run the lathe at. John - |
| Thread: Leadscrew cover/guard |
| 02/09/2015 15:16:42 |
Any one know where the expanding flat springs can be bought along with fixings? I feel these are the neatest. They may be compressed as the distance they cover is reduced, not sure and I would only want one. I too clean my lead screw from time to time but mostly before I screw cut. It doesn't get much swarf on it due to the width of the bed. Boxford's obtain the feed via a slot along the lead screw so the nut is only engaged when screw cutting. Nice because it has an adjustment that sets the force that is applied to a bed stop. Just a simple drive friction setting. John - |
| Thread: New lathe arrived today : The ongoing saga |
| 02/09/2015 13:30:45 |
Another way of producing work that is likely to be both round and precise is the travelling steady. It can be beneficial to cut away from the headstock as well and also use a loose centre - one that is not tightly engaged. If it was tightly engaged it can interfere with the natural tendencies fixed steadies have. What amazes me about tailstock centres is all of the work I did with a none rotating ones lubricated with some company provided tallow. I'll always wonder what animal it came from. Probably pixies or goblins as it was magical stuff. Also the best tapping and die lubricant I have ever used. John - |
| 02/09/2015 13:12:06 |
This is turning between centres
John - Edited By John W1 on 02/09/2015 13:18:07 |
| Thread: Why reverse a lathes direction? |
| 02/09/2015 10:46:05 |
I don't rest my arm on anything. I file much the same as I would on a bench with work in a vice but the angling of my left arm does need to be different at times on a lathe. I suspect I file like this because my 1st job at work was this 4in cube of steel that some months later finished up as a 1.6900" perfect cube, all via a a large 2nd cut file. Draw filling not allowed. The files are bent so that they flatten when the pressure is high enough for them to work efficiently. It's a dice. The spots being applied with a drill in vernier scribed boxes to show if they are positioned within 0.001". Character building including the blisters. My unpleasant experience was at work cleaning up arc welding on a right angled part. Something that does need care as there is a part of the work which can catch and push the file with some force. Like many accidents down to stupidity really. Should I have been using a needle file - maybe if it had a handle but something with a more substantial handle would be better. The file happened to be in my top pocket so I just used it rather than fetching another. A number of them were done without any problem then .................. John - |
 unless it's a Myford, actually the speed the tool is fed in at will have the same sort of effect on those too. Anything that is loose on the lathe will make this problem worse. Even locking the saddle can help.
unless it's a Myford, actually the speed the tool is fed in at will have the same sort of effect on those too. Anything that is loose on the lathe will make this problem worse. Even locking the saddle can help.

Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!