Member postings for Julie
Here is a list of all the postings Julie has made in our forums. Click on a thread name to jump to the thread.
| Thread: Recent back issues of ME |
| 12/04/2015 15:09:20 |
PM sent Robbo |
| 12/04/2015 12:52:10 |
Hi,
Due to an error in the purchasing dept (i.e. whilst away I didn't manage to renew my subscription in time) I am a few issues short. So Does anyone have any of the following issues for sale? 4490, 4491, 4494, 4495, 4496, 4498, 4499 I have managed with the "help" of ebay and back ordering from MyHobby store to fullfill most of my missing issues, but for those above.
Looking for good condition (to go in binders)
Thanks
Julie |
| Thread: Which grade of steel required to make gears |
| 15/06/2010 22:00:28 |
The material chosen really depends upon the load and usage.
Given that the load is not generally severe in a home type application such as this where the size may be physically driven rather than detail design based upon mechanical characteristics I would not get too wound up on the material.
Whichever option you go for in the commonly available materials EN3A - EN9 there are pros and cons
EN3A is a low carbon - about 80% the strength of EN8 - will wear in, easy to machine
EN5/6 Medium carbon - about 90% strength of EN8
EN8 - old choice for gears - can suffer fatigue
EN9 - Medium carbon - equal to EN8 less fatigue cracking
I would expect the load to be low, so any of the above should be suitable - however if you plan to heat treat then EN8 or 9 via induction hardening , EN32 via case harden etc...
There are some advantages to the low/med carbon as these will wear in if you are cutting with home made cutters on a small mill i.e. they will be more tolerant - whereas if you cut low quality gear forms on high grade steel - this could cause more damage to the existing gears.
Just my thoughts
Julie |
| 14/06/2010 19:31:21 |
Gears are usually made of EN32 or 24 these days, or EN58 (304) if stainless.
I made change gears for my Harrison M250, and I used EN32. (didn't case harden)
EN8 will be OK - it has a higher carbon content.
Any Carbon steel above 070M will be OK (EN3A, EN5/6, EN8..)
Julie
|
| Thread: Well done at the Harrogate show - fantastic result |
| 10/05/2010 21:35:23 |
My I be the first here to congratulate Dougie!
This was his first time entering any competition, yet this past weekend at Harrogate, he achieved something with every one of his models!
His Civil War cannon was Highly Commended!
The Anzani engine and Coastal each received a third
And best of all the stunning railway gun received the Barry Jordan trophy as best in show!
Fantastic!
I don't know if anyone here spotted them, it took us a second look around to find them - and we knew they were there! It was a pity really as it was a bit out of the way (on the Friday - I assumed they were displayed in the same place each day).
Well done Dougie - any good at riveting?
Julie |
| Thread: Advice for first time visitor to Harrogate Show |
| 04/05/2010 23:41:04 |
At least I will be easy to recognise - I would be the one withe the bumps in the "odd" places for a model engineer!
Julie |
| Thread: 1040 Steel |
| 16/04/2010 09:45:21 |
It is a standard steel basically it is EN8 in BS970 (1955) or 80M40 in the newer definitions of BS970. It is medium strength unalloyed steel. It is usually used for stressed pins and shafts It ain't as easy to turn/machine as EN1 by a long way - if one looks at machinability indexes EN1 is 100 whilst EN8 is something like 45. A good round tool - loads of suds etc and it turns OK With milling, lots of small cuts and a carbide tool is best. The big issue is that it is very heat treatable, so if you generate too much heat at the cutting surface it ends up hardened! - even a slight bit of heat and rapid cooling (such as the mass of the workpiece) and it is harder than the rest. Julie |
| Thread: Harrogate Exhibition |
| 13/04/2010 21:27:38 |
|
Dougie
The web site http://www.theharrogateshow.com/ is now active and has links to further pages!
No entry forms though!
Julie
Edited to correct format
Edited By Julie on 13/04/2010 21:29:51 |
| Thread: Newest EU legislation |
| 02/04/2010 10:32:13 |
Since obtaining a passport now requires fingerprints, I looked in the freezer and apparently only Cod have fish-fingers. So no Goldfish (Except the older ones perhaps) Julie |
| Thread: Drawing standards |
| 16/03/2010 23:17:28 |
sort of.
I know it sounds picky but the right view (more correctly called elevation) is placed on the left.
It is important because this indicates the correct placement of the edges.
Imagine a light shining from the right through the object to cast a view on the left on say a "door" or side of a box, this being closed flat as below
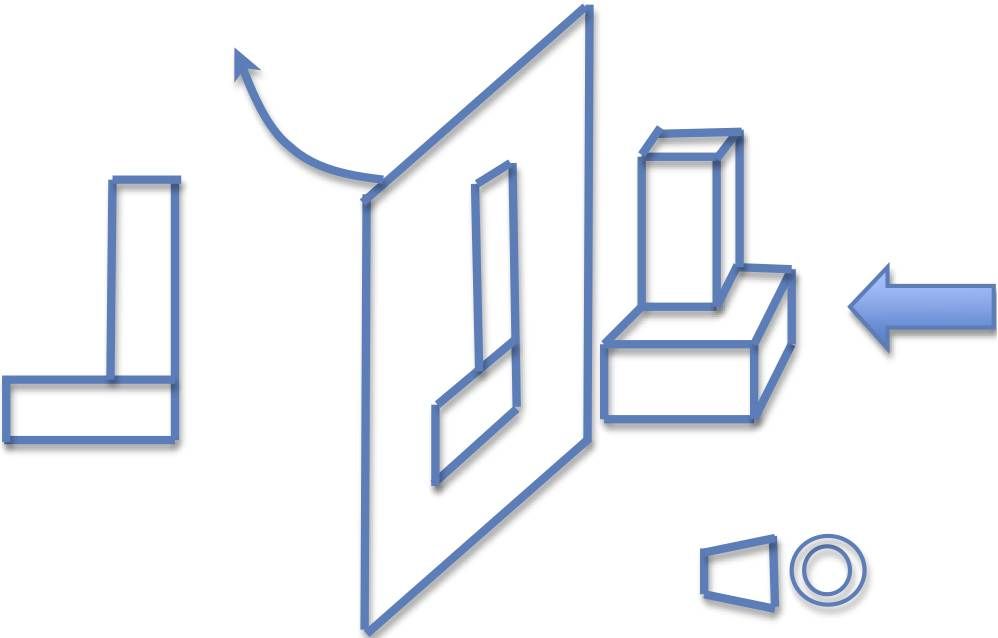  this gives the correct placement.
Please forgive the poor drawing, it was done using the draw functions in word for mac !
As for which is normal - both!
I drive on the left, and use first angle projection.
However it does appear that there are people in the US who actually drive on the other (wrong) side of the road! They also appear to use third angle!
It really depends on what you were brought up with, both are equally valid, and pages could be filled with which is best (Metric vs Imperial; Manchester United or Liverpool; etc etc)
The key thing is that the truncated cone symbol should always be included to show if it is first or third angle as this clears any ambiguity.
Julie
Edited By Julie on 16/03/2010 23:25:49 Edited to show drawing! Edited By Julie on 16/03/2010 23:30:09 |
| 16/03/2010 21:50:49 |
Sorry forgot to add - from your description starting with the font view in the centre and the top view placed below, etc this is first angle projection
Julie |
| 16/03/2010 21:47:57 |
The standard should be
Top or Base
Left or Right Front view Right or left Rear view
Base or Top
sometimes the rear view is located to the far left rather than the far right
Left or right and Top or Base etc is determined by the projection used i.e. third or first
Not all views are shown - should only show a view if it adds value
Julie |
| Thread: DRO for Myford ML7 |
| 01/03/2010 19:30:21 |
There are a number of reasons (some of which may not be true!)
1) The accuracy - linear encoders are generally 5 microns resolution - often a digital type scale is 0.01MM - 1/2 the accuracy (Not always true!)
2) Linear encoders are usually well protected against water/suds/oil, even the slightest bit of damp in the digital scale stops it working - and this could be 1/2 way through a cut
3) The DRO itself generally has many features beyond simple x,y,z readout.
For example:
The ability to set a number of zero (datum) points - allows you to work from one datum for say the centre of a set of holes e.g. 6 holes on a 1" PCD , followed by another set 3" to the right, and yet still maintain the true datum of the workpiece.
Automatically allow for tool size - instead of calculating the cut you need to do, set the cut you want, include the tool size, then when cutting; work towards a zero target rather than 3 5/32" x 7 35/64" - plus your tool size of 12MM.
Allows use of metric tools with imperial dims (or visa versa)
Calculates for holes on a PCD, angular sets of holes, pocket milling, milling radii etc. etc.
The scope really depends on the DRO you get - but it is a lot more than just showing x,y,z. Julie |
| Thread: Drawing projection, first or third? |
| 23/02/2010 21:34:06 |
Bill,
I also remember first being called normal and English with third being called American
Julie |
| 23/02/2010 21:30:34 |
We originally used first angle, being a traditional UK company, but in about 1980 we changed the format to third for all new drawings, this IIRC was due to a strong recommendation in the BS for drawing practice - which I believe eventually became the default "standard".
Since then I haven't really taken much notice, when I have I have seen both flavours probably fairly equally
Julie
(I don't really get involved with shop floor stuff through work anymore) |
| Thread: Has anyone any experience of HQSS tools – notably taps and dies? |
| 21/02/2010 20:08:48 |
Thanks all, Given the very limited experience of HQSS here, I guess I will stick to HSS! I had thought HQSS was just some marketing ploy to make it appear better than CS (and HSS if you took the advertising at face value), but wanted to check. BTW I thought Totem was manufactured in India (The collaboration with the UK was over 30 years ago) - although I know Tap and Die were one of the original collaborators, and remain one of the companies who distribute in the UK. Julie |
| Thread: DRO for Myford ML7 |
| 21/02/2010 19:58:35 |
Thanks for the link.
It just so happens, I am looking to fit one on my mill at the moment, I have been looking for the instruction manual up front!
Slightly off topic, which version do people have?
I know the Sino SDS6-3 or 2 V is practically identical to Allendale's (I think just re-badged), as are the glass scales.
Allendale's versions/prices save me around £150 on Digital-Caliper's prices, but are only 2 year warranty compared with 3 from Digital-Caliper.
Which version (inc scales) have people gone for?
Julie Edited By David Clark 1 on 22/02/2010 07:52:05 |
| Thread: Has anyone any experience of HQSS tools – notably taps and dies? |
| 13/02/2010 14:12:04 |
| Hi, Has anyone any experience of HQSS tools – notably taps and dies? I am familiar with HSS, but not this material, I cannot find anything other than very evasive details of what it is. The only one commonly stated property is that it is 30% tougher than HSS, however without reference to other characteristics this is meaningless! If I assume it has the same strength as HSS, then it is just saying it is less brittle (higher strain failure) than HSS, if this occurs after the yield point that isn’t much use for a Tap! I rarely break taps, so it is hardness and wear characteristics that I am more interested in Julie Edited as it missed the last two lines off! - ?  Edited By Julie on 13/02/2010 14:15:15 |
| Thread: can i build william without a small milling machine |
| 07/02/2010 10:20:46 |
Ah Tony, Painting – probably my worse attribute! As you know it is a freelance design, and therefore we are not tied to a particular colour scheme, or in my case guided by it! As it was, we had a Hornby 2-6-2 O-O gauge train set with a red loco. Seeing this as a model colour scheme, I basically copied that, however this had totally discoloured and was far darker than In addition, at the time I was somewhat stuck for cash, and having just bought loads of brass sheet, I took a big shortcut with the painting and instead of buying more etch primer, and correctly coloured top coat, I used car aerosol paint about the right colour! This did look OK at first, although the colour was far too dark to look right in proper context (It was more a deep burgundy than Ho Hum! So I am probably the last person to ask about choice of colour schemes and painting! I would, now in hindsight, recommend choosing a standard colour scheme from LMS or any other, and sticking to that faithfully. You do have a choice of Red, Black, Blue and Green schemes, and these will always look correct Julie Edits to add last two paragraphs. Edited By Julie on 07/02/2010 10:29:28 |
| 04/02/2010 20:36:21 |
I built a William without a mill.
I used my dad's Boxford AUD (which became mine) and a B&Q type small pillar drill.
I did buy a vertical slide and boring table for use on the Boxford though.
I would guess today the cost of a half- decent, second-hand pacific rim mill off ebay would be similar to buying a vertical slide!
All the milling was very light, so even the smallest mill would be OK.
Julie |
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!