Member postings for Nicholas Farr
Here is a list of all the postings Nicholas Farr has made in our forums. Click on a thread name to jump to the thread.
| Thread: HELP ME PLEASE! |
| 04/10/2010 20:48:05 |
Bonjour Verney, Hi, I can not help you with your problem. I do not speak French (je ne parle pas francais) but my sister does. I asked her to translate (traduire) Daniel LEVY postings for me, and it sounds like he has been fobbed off as we say, with bad excuses and using a bit of sympathy. Hope you can understand this.
Regards Nick.
Cordialement Nick. |
| Thread: spindle run out |
| 03/10/2010 14:58:44 |
Hi, Posted by Andrew Johnson. "It was easy to see where the balls had left small indentations in the rings and the subsequent break up of the bearing surface." Yes, people don't realise how easy it is to damage bearings of all types by incorrect mounting proceedures. I suppose you don't realise they can achieve the same indentations through bad long term storeage either. They sould aways be stored in reasonabley dry condition and without vibration, which can cause indentations even when wrapped from leaving the factory. Regards Nick. P.S. glad you liked my sketch. |
| Thread: What would you pay? |
| 02/10/2010 08:46:31 |
Hi Jason, it does say that to auction is for pics 1-8. However it looks a bit commercial to me. Not really my cup of tea either, might have stretched to £80 to £100 if I had some spare pocket money.
Regards Nick. Edited By Nicholas Farr on 02/10/2010 08:46:52 |
| Thread: canterbury lamb |
| 01/10/2010 21:58:27 |
Hi Ted, you could use coppor tube if you like but, you will find that you would have to add a piece onto the section that makes the firebox wrapper as the circumferance of the tube is not long enough. Adding a piece on is not desirable unless you are super at copper welding. You could use a larger tube and close the heating tube section up. However annealled copper of this thickness would be easy enough to bend over a wooden round former or any tube the right size for the inside of the boiler. Hope this helps.
Regards Nick. |
| Thread: Rear mounted tool post |
| 01/10/2010 18:59:25 |
Hi Peter, now that's a saleable reason and one I can understand clearly.
Regards Nick. |
| 01/10/2010 17:16:06 |
Hi, I havn't used a rear mounted parting tool. I have used a reasonable rigid parting tool in the convetual manner on a large industrial lathe with gallons of coolant, which was in very good condition and no matter how you set the cutter you always get that day it wants to dig in. I have come to the conclusion that the digging in seems to be down to the material that you are parting off. My observations and theory is the material drags the tool and crosslide in towards the clearance side of the crosslide screw. I therfore can't see where the differance would be as far as digging in is concered. Of course, I may be wrong.
Regards Nick. Edited By Nicholas Farr on 01/10/2010 17:17:38 |
| Thread: spindle run out |
| 01/10/2010 16:00:08 |
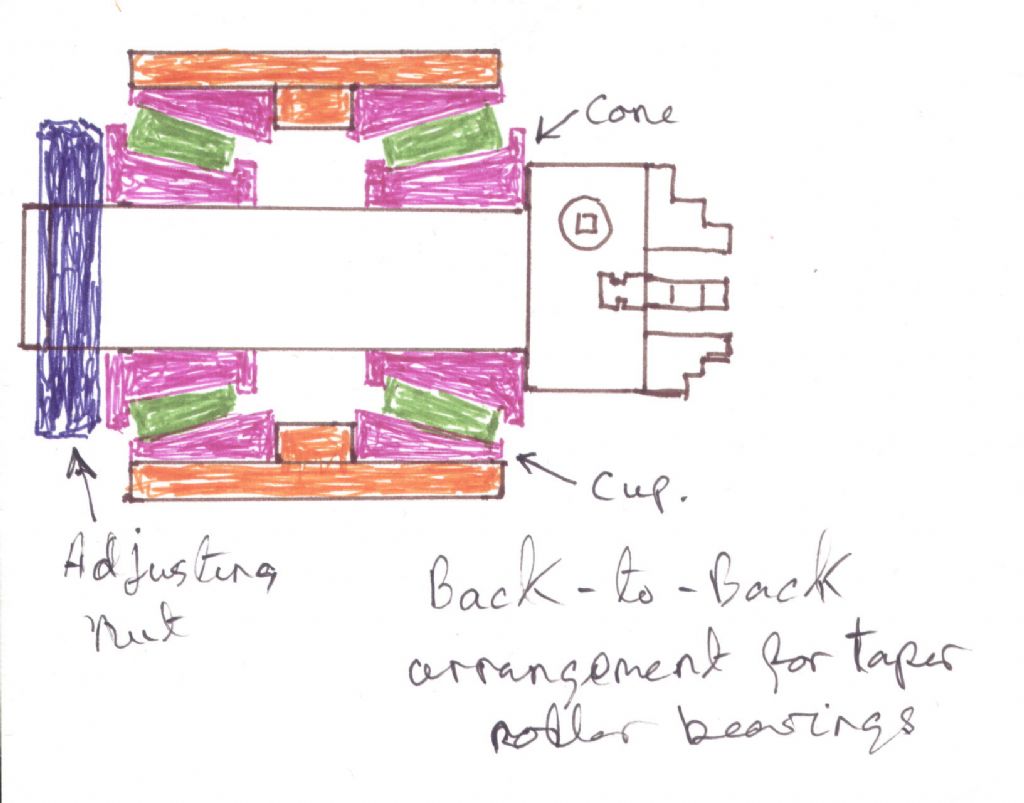
Hi Kwil, I havn't got it wrong, We are saying the same thing, it's our termanolegy that is different, mine was probaly not clear enough. When I said towards each other, I mean the other bearings elements are not inbetween. Here is a simple sketch to clarify what I mean for back to back arrangements, more commanly found in lathe headstocks than face to face.
 Regards Nick.
Edited By Nicholas Farr on 01/10/2010 16:30:17 |
| Thread: Boring problems |
| 01/10/2010 11:28:08 |
Hi, "not good engineering practice" Well maybe not, certanly not on production lines. I would imagine that most of us are giulty of performing this in our home workshops, as our resoures and bugets don't stretch as far as the commercial world for the majority of us. We accomnodate items onto our machines with adaptions sometimes, beyond thier design limits, use our machines in an unconventual manner etc. As long as we bear in mind our personal safety and anyone else who may be involed in our activity, what does it matter. If you get the result that you reqiure in a time frame and cost that suits yourself using a bit of innovation, I would say it is acceptable engineering at the very least. QED.
Regards Nick |
| Thread: spindle run out |
| 30/09/2010 23:36:59 |
Hi Andrew, believe me, but in industry even some "real engineers" have the same policy especially if routine maintenace cost a lot ££'s or needs a lot of down time.
Regards Nick. |
| 30/09/2010 21:48:18 |
Hi Andrew, it is little long winded to expland but, in a good design the preload will remand the same at whatever temperature the headstock is, within the makers specs for duty cycles ect. as the radial and thermal expansions cancel each other out when in back to back arrangement. It's all to do with choosing the right bearings for given loads and distance between bearings ect. ect. If one is not familar with adjusting taper bearings it is best to heed makers warnings, because too much or too little preload will shorten bearing life as well as too much lubricant.
Regards Nick. |
| 30/09/2010 10:14:14 |
Hi Andrew, when you say your tapered roller bearings are opposed, I assume that there are two single row bearings at each end of the spindle in a back to back arrangement which is normal for a headstock. Back to back arrangement is when the cups of the bearings are towards each other, whereas a face to face arrangement is when the cones are towards each other. The differance will be the adjustment needed. With the back to back arrangement there will be zero or negative clearance (axial preload) as opposed to face to face arrangement there will be a positive clearance. Having a positive clearance in the lathe spindle which results into end float is not desirable in our lathe spindle. I'm sure you understand this, I've posted this for those who do not realise the differance.
Regards Nick. |
| Thread: Gazelle 2-2-2 Drawings |
| 28/09/2010 23:32:33 |
Hi Ian, nice drawings, interesting design for a wheel. Were they designed for cost puposes, or some sort of structural integrity?
Regards Nick. |
| Thread: Visit to London |
| 28/09/2010 09:07:35 |
Hi, I went to the Science Museum around 1970. One thing I remember seeing was a large plump bob suspended from a fairly high point over some lines marked on the floor arranged in a small arc. Apparently they used to start swinging the bob over the centre line, i.e. the 0 axis, first thing in the morning and by the late afternoon I think it had moved round in a clockwise direction and was swinging over one of the other lines. I can't remember what the degree seperation of the lines were or how many lines were maked on the floor, but the idea of the exercise was to demonstrate the rotation of the Earth on is own axis. I don't know if this is still there or not.
Regards Nick. |
| Thread: Cast Iron welding Sticks |
| 22/09/2010 22:01:57 |
Hi, using MMA rods for cast iron or any other metal with TIG is not really a good idea. MMA rods do not have the correct types or amounts of deoxidents to produce a truely sound weld in TIG welding, although you may get a satisfactory result don't trust your life on it.. MMA rods are alloy rods and there are a few differant types depending on what you are actually welding, pre-heating to any real degree is not really needed as many of them are designed to weld cast iron cold. The shape and design of the casting will make the techniques for welding the deciding factor, and as has been stateted peening each run will help reduce contractional stresses. You may even be suprised to learn that there is a technique where you quench each run straight away, the runs being relativly short. This is used in some cast iron compositions to reduce carbon migration to a minimum, to prevent hardness cracking. The type of cast iron will make all the differance of course, mallable cast iron being one of the easyest. Real cast iron welding is done with Oxy-Acetylene, which does need preheating and very often in the right areas. It would most likely need post heating as well and slow cooling in a hot box. Oxy-Acetylene welding of cast iron is quite skillfull to be successfull and is not for the faint hearted.
Regards Nick. |
| Thread: Shine a Light |
| 22/09/2010 10:39:23 |
Hi Sam, I'm naturally a private kinda person, save for a few trusted friends. With the increasing cases you hear about identity theft, especially on the internet, I myself are a bit reluctent about having a pulic profile. Maybe I'm being a little paranoid.
Regards Nick. |
| Thread: Portass Model S |
| 21/09/2010 21:23:48 |
Hi, I believe the Portass lathe had as standard change wheels from 20 up to 65 in 5 teeth stages i.e 20, 25, 30 ect. and I think the bores are 5/8 inch. The Portass S, Randa, Zyto, Bonds Maximus, were all much the same lathe. I'm not sure if they are able to cut metric theads without having a special change wheel or two. Hope this helps.
Regards Nick. |
| Thread: What are you building? |
| 19/09/2010 15:13:18 |
Hi, at the moment I'm kinda rebuilding. I've been rebuilding my car trailer which I first made in 1986, I know! its not model engineering, but in the past it has fetched a Boxford lathe away from Glasgow, a Warco lathe away from London, flypresses away from Birmingham, a nodding donkey power saw and flypress away from Colchester way and one or two other bits and bobs, so it has its connection, maybe. I've also made another start on refurbishing a Hobbymat lathe that I bought on ebay about seven years ago.
Regards Nick. |
| Thread: A strange fluid |
| 19/09/2010 14:48:47 |
Hi Kwil, I didn't use spellchecker in my postings, but maybe I should have. It should have read everyone, not everone. Point taken.
Regards Nick |
| 18/09/2010 10:39:07 |
Hi, sorry David, my point about spellchecker was not aimed at yourself or anyone inparticular. It was supposed to be general comment, as not everone realises some of the limatations of spell checking programs.
Regards Nick. |
| 17/09/2010 21:55:55 |
Hi again, one thing about word spell check is that it will tell you the correct spelling it won't tell you if you have used the correct word. For an example: if you type dialectric it will give three alternatives: - dielectric, dialectic, dielectrics. I suppose its easy to select the wrong one when you are editing.
Regards Nick. |
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!