Member postings for Andrew Moyes 1
Here is a list of all the postings Andrew Moyes 1 has made in our forums. Click on a thread name to jump to the thread.
| Thread: Metric gears on Myford big bore lathe |
| 01/01/2013 19:41:26 |
John & Kwil Thanks for your suggestions. It was just possible to sort it without resorting to something out of the norm. The threads are now cut. The 33/34T solution certainly makes metric gear cutting much quicker to set up. Nowadays, I prefer to cut such threads by hand using a spindle drive handle and leave the motor running in reverse at a moderate speed for a quick return without disengaging the leadscrew half-nuts. I find the torque from a 1HP motor at screwcutting speed is frankly frightening if something goes wrong. I haven't fitted an inverter to this lathe yet but running the motor at reduced speed is another way of reducing the torque at the tool tip, so the motor stalls if there is a jam up. Andrew |
| 01/01/2013 12:43:54 |
Success. There was enough meat on the casting to lengthen the slot by another 3-4mm and that has done the trick. Andrew |
| 01/01/2013 11:09:09 |
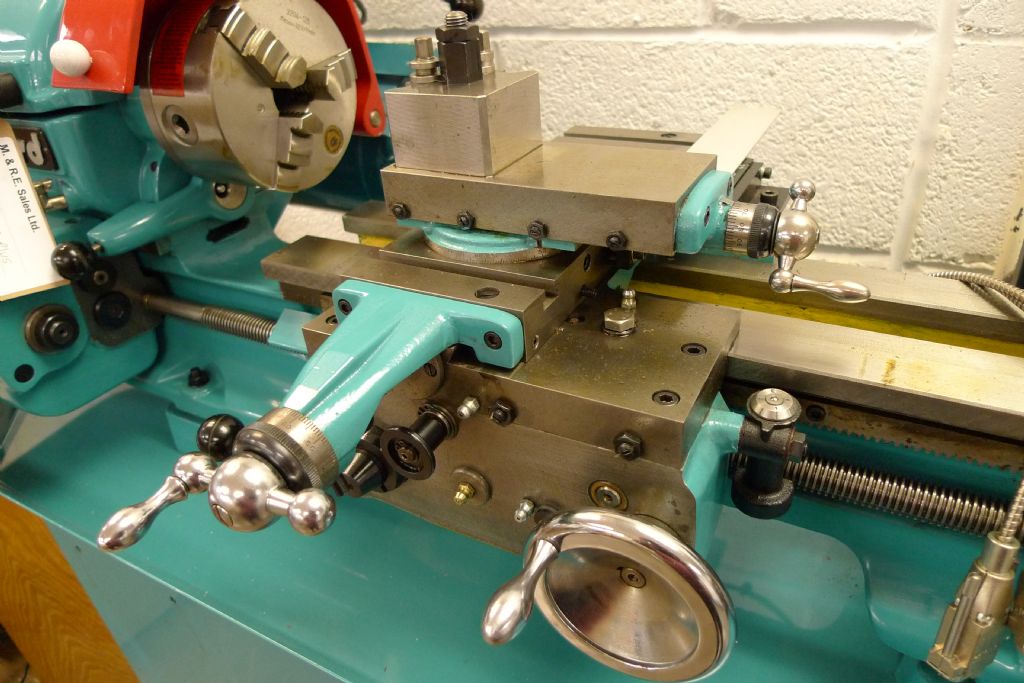
Here's a photo. Note the larger tumblers gears and the projection of the banjo through the gear case. There is a corresponding slot in the cover. For the purpose of the photo, I have released the banjo so it is fully down. Note the small clearance to the 24T gear.
|
| 31/12/2012 20:32:13 |
I am turning up some backplates with the big bore 42.5mm x 2mm pitch thread. Instead of the faff of setting up the proper Myford metric conversion gears, I intended to cut metric threads using 33T and 34T driver gears in place of the standard 24T driver. It’s a well-known wheeze that worked well on my previous ML7 and gives a close approximation to the correct pitch. To my surprise and annoyance, the gearbox banjo does not swing down sufficiently to allow the 33T and 34T to be mounted. The ML7 and big bore gearboxes are identical as far as I am aware. It seems the big bore modification means the gears in the tumbler train have more teeth and this has pushed the train downwards. The banjo pokes out through an opening in the bottom of the gearcase, which is not the case on the ML7/Super 7. Has anyone else noticed this? I could extend the slot in the banjo but it may go beyond the thickened part of the casting. It seems there are a few knock-on effects from the big bore modification. |
| Thread: Myford ML7 safe spindle speed |
| 17/10/2012 06:32:37 |
Posted by Jolyon de Fossard on 16/10/2012 23:23:53:
I saw this on Tony's wonderful site lathes.co.uk http://www.lathes.co.uk/myfordtrileva/img8.jpg It shows a speed of 1280 rpm is possible for the ML7. Jolly
That's using the Myford two speed motor to which I referred earlier. I haven't heard of any incidents of problems with Tri-Leva lathes so fitted, hence the choice of a 2800 rpm motor and speed controller which does the same thing only using modern technology. Regarding safety of chucks, if the same chuck is suitable for a Super 7 with a top speed of 2100 rpm then it is obviously OK in this application too. Andrew M
|
| 15/10/2012 19:49:32 |
I ran my ML7 for several years with a 2800 rpm motor and variable speed drive until I upgraded to a Super 7 Plus. The top speed was 1350 rpm and there was absolutely no problem with the bearings, which had 1/2 thou clearance and only got slightly warm after prolonged running at high speed. Myford sold a two speed 2800/1450 rpm motor for the ML7 in the 1970s for use with the ML7 so they can't have thought there was a problem. It was a good modification and made drilling with small drills much easier. The reason given for the change to the hardened shaft and bronze bearings was the prohibitive cost of white metal bearings, not that they were inferior. Andrew M |
| Thread: Do ML7 tool-holders fit Emco QCT |
| 28/09/2012 18:12:14 |
It sound like you have the Dickson type but If yours is the Emco offset tee slot type described by Graham then I have two plain holders, a parting tool holder and a toolblock of that type that I intended to put on eBay at some point. PM me if this is of interest. Andrew Moyes Worcester |
| Thread: Strange Noise from Myford Super 7+ |
| 09/08/2012 10:40:27 |
Are we talking about the £8,000 plus Myfords that were the ultimate in model engineering lathes or one of the cheap machine Mart Chinese lathes that hardly work out of a £400 box ? John S. I think that's a bit unfair. Had Myford still been in business, I expect these demo machines would have gone through final inspection again. In any case, I am sure they would have dealt with any problems without the need to raise them on this forum. Andrew M |
| 09/08/2012 10:24:36 |
Cabeng - thanks for a most helpful reply. I take your point that the distance piece cannot be altered to move the pulley to the right. I did not realise it abuts a step on the spindle. I think you must be right in saying the fault is in the backgear cluster mounting. Unfortunately the solution is not as easy as resetting the grub screws that attach the handle because the endwise position of the backgear eccentric is determined by another grub screw (left loose) that sits in a groove in the eccentric. Releasing the two grub screws that attach the handle to the eccentric does not help. They are only adjusted to let the handle find its own position when the detent is engaged and adjust the depth of engagement of the teeth. The right hand end of the eccentric is flush with the handle casting so outwardly all looks as it should be. Your suggestion that I may have a small bore eccentric in error sounds very plausible and I will pursue that avenue of investigation next. RDG lists the backgear eccentric for the small bore Super 7 but not big bore so I might still have to sort it myself. Many thanks for your help. |
| 08/08/2012 18:51:25 |
I have just brought into use a new Super 7 Plus bought in the Myford closing down sale. Actually, it was made in 2001 and run as a demo machine at exhibitions but appears never to have cut metal. While checking it over, I was not pleased to find that the headstock spindle seems to be displaced to the left relative to the backgears. The bronze gear on the end of the pulley does not fully engage the larger of the two gear on the backgear cluster by about 1/8". Worse, the half moon on the spindle pulley lock in the bull wheel catches the larger of the two gears on the backgear cluster, which could bring the works to a sudden stop. As a temporary measure, I have moved the bull wheel to the right to avoid the second problem but the side play in the pulley is now excessive. Can't go back to Myford now so I have to figure out a solution. Either a wider distance sleeve on the left of the pulley which means stripping out the spindle and ideally the use of another lathe, or altering the backgear eccentric which probably also means taking out the spindle. Has anyone else had this problem? Andrew M |
| Thread: Myford ML7 Trileva two speed |
| 24/06/2012 16:11:45 |
Catalogue no. 733A, which was current when I bought my ML7 new in 1971, mentions a dual speed motor in the section on the Tri-Leva lathe and shows a drum switch with five positions for forward high/forward low/off/reverse low/reverse high. The accompanying pricelist no. S519R dated March 1971 quotes: - Two speed motors for use with Tri-Leva speed selector 60/013A Crompton Parkinson two speed 2850/1425 rpm 0.5/0.25 hp for single phase £27.90 60/014A As above but for three phase 0.75/0.375 hp. £16.00 So both single and three phase two speed motors existed. It is widely quoted that the ML7 with white metal bearings should not be run above 1000 rpm but Myford themselves had the Tri-Leva running at a top speed of 1280 rpm. So when I fitted a three phase inverter drive, I had no qualms in fitting a 2850 rpm two pole motor, and doubing the speed range of the lathe. It has worked very well indeed with no signs of overheating. I can highly recommend it other ML7 owners. Andrew Moyes
|
| Thread: Newall Dro On a Myford Super 7 Advise Please |
| 12/03/2012 08:50:20 |
Bob - as far as I can tell using a torch and mirror, it's the same arrangement as was on the back of the saddle of my previous ML7. That is, a thick disc of mild steel overlapping the underside of the shear with an off set tapped hole for the bolt. Presumably it sits in a counterbored hole to suit. Andrew |
| 10/03/2012 20:45:31 |
This is where Myford put the saddle lock when they installed a Newall DRO...
|
| Thread: Leaking Oil From Myford super7 Plus Big Bore |
| 27/02/2012 22:06:48 |
I seem to remember raising the same question a while back. After retro-fitting a new gearbox to my 40-year old ML7, there was a continuous weep where the leadscrew emerges from the gearbox casing. I think the bottom of this bearing is slightly below the oil level when topped up to the level of the right hand filler plug (I was definitely using the correct plug). Perhaps my lathe isn't quite level... which gets back to another topical subject. The leakage went away when the oil level dropped a little so I left it at that. Andrew M |
| Thread: Dore Westbury Build |
| 22/02/2012 20:04:13 |
Brian - I ground the cutter by hand as I don't have a tool and cutter grinder. On an application like this, the odd degree or so of error can be tolerated. I ground each side in turn using the protractor head of a combination square set to the half angle and held against the shank of the cutter blank. The tip was measured with a micrometer and the end ground off until it was 39 thou as per drawing. Maybe not to the usual engineering tolerance but good enough and it worked perfectly. Go for it! Andrew M |
| 21/02/2012 19:58:16 |
Brian - I remember now - when I machined the rack teeth in the quill, I could not think of a way to reliably depth the teeth to give the right amount of backlash with the pinion shaft. So I fitted an eccentric bush to allow the depth of mesh to be adjusted. I bored out the hole for the pinion shaft (item 401) in the spindle head (item 312) from 7/8" to 1.1/8" and fitted a cast iron bush with the 7/8" hole bored off centre by 3/32". I was able to eliminate all but the tiniest amount of backlash and locked the bush permanently in that position with a grub screw. Well worth the extra trouble. Andrew M |
| 21/02/2012 19:58:14 |
Brian - I remember now - when I machined the rack teeth in the quill, I could not think of a way to reliably depth the teeth to give the right amount of backlash with the pinion shaft. So I fitted an eccentric bush to allow the depth of mesh to be adjusted. I bored out the hole for the pinion shaft (item 401) in the spindle head (item 312) from 7/8" to 1.1/8" and fitted a cast iron bush with the 7/8" hole bored off centre by 3/32". I was able to eliminate all but the tiniest amount of backlash and locked the bush permanently in that position with a grub screw. Well worth the extra trouble. Andrew M |
| 19/02/2012 16:34:36 |
I built my Mk1 about 30 years ago and don't remember any difficulty in following the instructions for cutting the rack. Have you got the instruction book that accompanied the set of parts? If not, I can send you the relevant bit. The method suggested is to clamp the quill to the vertical slide facing the chuck. The teeth are cut using a boring head with a long boring bar holding a home made cutter. As it is a rack, the teeth have straight sides so the cutter is easily made. The cunning bit is that the pitch of the teeth is the same as the Myford leadscrew so (assuming you're using a Myford) when you have cut one tooth, you just move the saddle along by one thread of the leadscrew and cut the next tooth. Andrew M |

Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!