Member postings for Michael Cox 1
Here is a list of all the postings Michael Cox 1 has made in our forums. Click on a thread name to jump to the thread.
| Thread: Gear wheels |
| 04/12/2009 13:45:48 |
You could try:
I have not bought gears from them yet but I can say that the service on other items I have bought has been excellent.
Mike |
| Thread: HELP Wanted! Cutting Metal - But By What Means? |
| 01/12/2009 08:13:10 |
Hi Chris,
I cannot comment on the motorised hacksaw because I have no experience of them.
I have an Axminster 4 x 6 bandsaw that cost around £105 2 years ago. It is very good and copes with all my cutting needs. I do use the saw in the vertical mode but would recommend that you throw away the flimsy saw table supplied and make sometig more solid. However, this saw is big with a footprint of about 1200 x 600. It is quiet in use and it does not make much mess at all.
Before buying the bandsaw I used an old, cheap mitre saw fitted with a 9" metal cutting abrasive disc to convert it to a chopsaw. This is extremely moisy and grit and dust go everywhere. You cannot use it anywhere near machine tools such as a lathe. In addition it is a fire hazard. Hot sparks shoot out a considerable distance. Definitely for outside use only. The abrasive discs do not last long.
I also have a 4 1/2" angle grinder with a stand. Both came from Aldi /Lidl and cost only a few £s. I use this with Norton thin metal cutting discs for cutting hardened steel but the maximum size of material that can be cut it limited to circa 1" thickness. As above it is noisy, dirty and a fire hazard.
Mike |
| Thread: Which Cutter Grinder? |
| 19/11/2009 11:16:15 |
Amadeal (www.amadeal.co.uk) are offering a simple jig, similar to that designed by Harold Hall, for £120. Look in the section called "other machinery".
Mike |
| Thread: Cleaning up corroded dials |
| 18/11/2009 18:58:43 |
Ferric chloride will etch steel, Frank. It is a standard etch used in the metallographic examination of steels. On badly polished samples it will reveal the lines caused by the initial grinding the steel on wet/dry paper even though the polished surface is quite plane. It was this latter observation that prompted my original comment.
Mike |
| 18/11/2009 10:40:18 |
I dont know whether this would work but you could try etching the cleaned up surface with ferric chloride solution (this is easily obtainable from Maplin as it is used for etching printed circuit boards).
It is likely that the etch would attack areas of stressed metal faster and the most highly stressed areas will be those around where the graduations were scribed when the dial was made.
Mike |
| Thread: Hints and tips |
| 12/11/2009 17:33:49 |
Hi Niloch,
I agree that the Geometer and Artificer articles are very interesting.
I cannot help with your problem with the Griptru chuck but perhaps the following helps in respect of your other questions.
To set up a piece running true in a 4 jaw I use the procedure given on www.littlemachineshop.com . This works for me.
In Tubal Cain's engine I suspect that the flywheel is supply as a casting. This is gripped with the inside jaws of a 4 jaw and then spun slowly. Then approach the wheel rim slowly with a piece of chalk. The point furthest from the centre then gets chalked. Adjust the chuck to move this point closer to the centre. Repeat this procedure until the whole of the rim is chalked. This procedure is good for castings because they are so rough that a normal DTI would flicker all over the place.
Mike |
| Thread: Boiler making hearth |
| 07/11/2009 16:14:44 |
I always use aerated concrete blocks (thermalite or celcon). These have great insulating properties and they are very cheap and they certainly easily withstand brazing temperatues. Any builders merchant stocks them as do Wickes. A few broken pieces of block are good to pack around the parts to be heated.
Mike |
| Thread: Clarke CL300 Speed control |
| 04/11/2009 22:30:38 |
I have had my CL300 lathe for 5 years and have only had one problem that was due to the switch attached to the speed control board failing. The failure was a purely mechanical problem with the switch. Unfortunately the failure lead to the mosfets and diodes. I ended up buying a new controller board from Clarke as well as the replacement pot.
Other than that I have had a few jam ups causing the fuse to blow but this has lead to no damage to the circuit board.
Mike |
| Thread: Screw Cutting Dog Clutch |
| 16/10/2009 18:51:31 |
Hi tony,
Have a look at www.gadgetbuilder.com. There is a description of a dog cluch fitted to a minilathe.
Mike |
| Thread: Rear mounting parting-off tools |
| 15/10/2009 22:32:32 |
David, I agree with your analysis why rear toolposts are better for parting. Your drawing is excellent.
Mike |
| Thread: Mini Lathe and Milling Machines |
| 15/10/2009 14:18:22 |
Try looking on www.arceurotrade.co.uk . They have the 7x 14 asian minilathe and various milling machines.
Also look at www.amadeal.co.uk. Their machines are very competitively priced and will even supply the 7 x 14 complete with a 4 inch chuck rather than the normal 3 inch.
I have had dealings with both companies and service from both is excellent.
Mike |
| Thread: Rear mounting parting-off tools |
| 13/10/2009 13:13:32 |
Interesting comment David and I have seen the same mentioned before. However, I cannot see that the fact that the cross slide lifts up into the dovetail is any more rigid than when the cross slide is pushed down onto the solid surface under the cross-slide.
The main reason why a rear toolpost is more effective is, in my opinion, that it is less rigid and in the event of a "dig in" the toolpost can deflect upwards and backwards to release the dig in.
With a front mounted toolpost, in the event of a dig in, the tool is dragged round under the workpiece and it is jambed between the the workpice and the cross-slide causing it to dig in further.
Regards
Mike |
| Thread: Case Hardening |
| 09/10/2009 16:27:59 |
Hi Peter,
The use of coaldust is not recommended. It has a high sulphur content that will adversely affect the case hardening. Fine powdered charcoal will work ok especially if mixed with sodium bicarbonate (baking soda). A 90% charcoal dust with 10 % sodium bicarbonate works well for pack carbonising.
Regards
Mike |
| Thread: Rear mounting parting-off tools |
| 09/10/2009 16:22:32 |
Hi Tony,
There are two main advantages to a rear mounted parting off tool. Firstly, with a conventional front mounted tool, if it digs in the tool tends to go under the work piece and is wedged between the workpiece and the topslide because the lathe is very rigid and this tends to make it dig in deeper. If the same happens on a tool mounted in a rear toolpost then the tool tends to ride up on top of the toolpost and the toolpost is deflected away and hence the tool tends to "undig" itself.
The second advantage of the rear mounted toolpost is that the chips tend to fall away rather than collect in the parting groove so there is much less likelihood of the tool jamming in the slot due to chips wedging between the tool and the groove.
If you have a flange mounted chuck and can reverse the drive then the same result can be had by mounting a parting tool upside down on the front side of the lathe. If the chuck is mounted on a screwed mandril nose piece this cannot be done because the chuck will tend to unscrew.
I have fitted a rear toolpost to my Asian minilathe and the difference in parting performance is amazing.
Regards
Mike |
| Thread: Diamomd tool holder |
| 05/10/2009 15:11:50 |
In view of current interest in this subject and also the article in issue 156 MEW I thought others might be interested in yet another design of tangential toolholder.
This photo shows the completed toolholder mounted in the lathe:
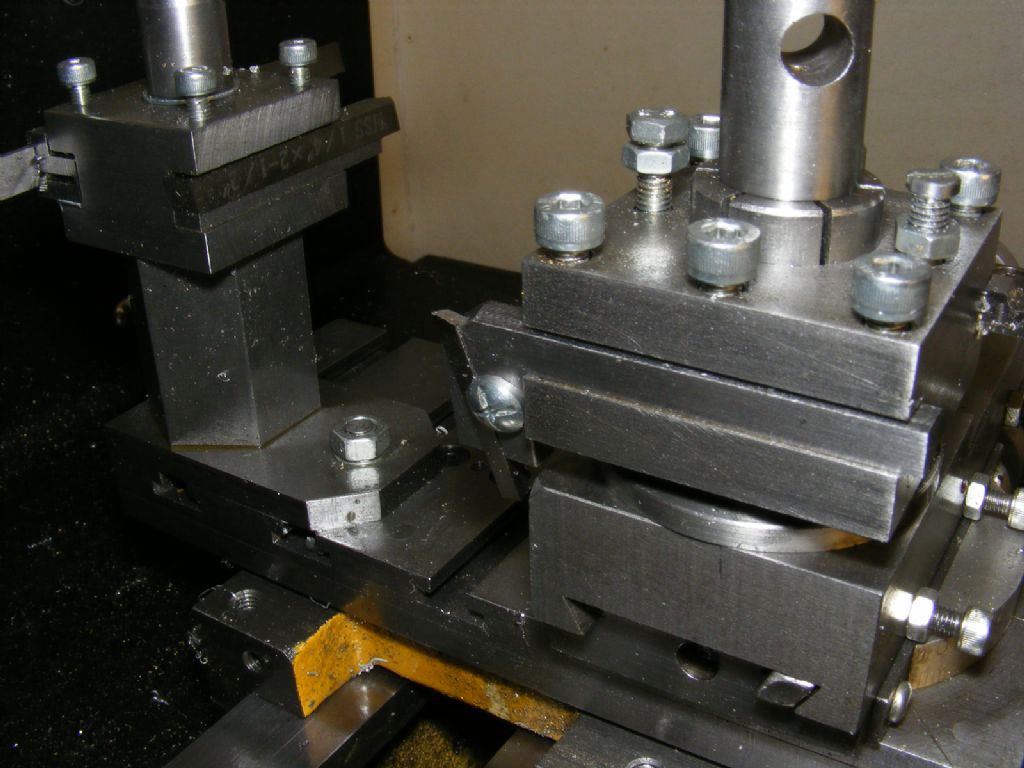 It is easy to see the 12 degree inclination of the tool in the forward direction in this photo. The next photo shows the end of the toolholder shank:
 This shows that the shank is trapezoidal and this inclines the tool 12 degrees from the vertical towards the head stock. The next photo also illustrates this point somewhat more clearly:  The advantage of this mode of construction is that the whole tool is made from a piece of 1/4" plate. It is only necessary to mill the slot for the tool at 12 degrees and then file or mill the shank to have the 12 degree trapezium angle. These are very straightforward operations and the whole tool can be made in 3 hours. I hope this is of interest.
Mike |
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!