Member postings for Rainbows
Here is a list of all the postings Rainbows has made in our forums. Click on a thread name to jump to the thread.
| Thread: Brimsdown pillar drill reputation |
| 23/09/2017 18:36:54 |
A question that didn't deserve its on thread, does anyone know how much an Elliot No 2 pedestal drill should weigh? Gotta carry it down some stairs which will no doubt be fun. |
| 17/09/2017 20:02:03 |
I went up another £50 and bought a Elliot Progress No 2, thats £200 inc delivery. Still no table rack but a working motor, back geared spindle and known brand help a lot. Seen them go for more so the buyers remorse isn't too bad. Still was more than my lathe though |
| 16/09/2017 02:38:30 |
Could always happen to have the guard and V belts added on later. Daves guard appears to be a cast part where mine is a simple sheet metal piece with no stamping to imply mass production. Seller hasn't replied since though so it seems to be dead in the water. Having a morse taper is a must for the price range and in general dont fancy dealing with people with poor communication skills. |
| 15/09/2017 14:06:26 |
Got asked £150 including delivery for it which is in the hmmmmm area considering the motor needs rewiring apparently but at the same time not so bad to be instantly against it. Currently waiting answers to if it has a MT spindle, motor power and so on. |
| 14/09/2017 21:57:10 |
Looking into buying a pedestal drill, marked "Brimsdown ST1". Just thought I would do a quick sweep here if anyone can claim to have one. Google couldn't find anything at all. Well made? Sloppy piece of rubbish? Its going to be a restoration project either way but I am wondering if I will be polishing a poo. |
| Thread: Cleaning up Morse tapers |
| 14/09/2017 16:12:57 |
I would be tempted to glue sand paper to a flat steel bar and just run it over the tang till clean. Depends how bad the dings are. With a cutting tool you have to worry about run out, the sandpaper would cut relative to the surface if that makes sense. |
| Thread: Metal supplier recommendation (Sheffield) Avus Metals |
| 14/09/2017 14:55:03 |
Usual declaration, just a satisfied customer and so on, no affiliation with the place.
If anyone here is in Sheffield and stuck for a material supplier I couldn't recommend Avus Metals And Plastics enough. http://www.avusmetalsandplastics.co.uk/ Free local delivery (I always buy while in Sheffield then ferry back to garage in Macclesfield). No minimum order. Their steel prices are quite good compared to what I have had in the past. Often 1/2 to 2/3 of the price given by themetalstore.co.uk which I was using previously. Just felt like sharing after being stuck without a good supplier for a while. |
| Thread: Couriers to collect from industrial auctions? Recommendations? |
| 14/09/2017 13:52:27 |
Well they let me register for the website without a company but to register for the specific auction they emailed me I need a company and VAT number. Have Roy Walker noted down for future reference though, sounds a good guy to know. |
| 14/09/2017 02:44:36 |
Had an evening looking through the world of industrial auctions, some lots very much caught my eye. The issue is the auction house doesn't package anything. I have had UPS collect packages before but it always involved the seller sticking it in a box first. I wanna nab a bench drill and a servo driven dividing head. Neither are particularly difficult to move about. The bench drill is already on a pallet even. The auction house is giving some other rules too "Buyers or third party movers must present an invoice to the on-site personnel when removing their items." "Buyers / Transport Companies must bring their invoice copy to site together with copies of:- Public Liability Insurance, Suitable Method Statement / Risk Assessment, Capability and Competence references and appropriate Licensing. It is the buyer’s responsibility to ensure their removal contractor has the appropriate insurance coverage. If there is any doubt as to the limit of insurance needed please contact the office."
Though the second one I imagine applies more to people moving 100 tonne CNC machines rather than a drill press.
Can anyone recommend a courier that could take the goods from Melton Mowbray to Sheffield that wouldn't mind printing off an invoice and won't mind not having everything pre-labeled?
|
| Thread: Low profile boring head plans? |
| 14/09/2017 01:34:26 |
If I stick it on the wishlist between the bandsaw and the surface grinder... That said the cost of those precision angles is something in the same area as a collet chuck and dovetail cutter. Chinese prices make bodging somewhat less effective. |
| 13/09/2017 15:20:33 |
Issue is that there is a 1" shaft sticking out both sides of the cutter. This would hit the top of the dovetail. Looking at Colins I noticed I can save 16mm by sticking the nut in rather than under the moving table. (Nice milling vice too) Will probably go as Neil says and remove the holder for rigidity. Though because I still need to be able to clamp the boring bar I am not sure if I can save much height from it. Getting rid of the slide completely would be a wild ride. If I ever need even more space I could go for that. Have seen those little boring things in the past but never went for them. Will pick one up if the price is right. |
| 12/09/2017 20:41:25 |
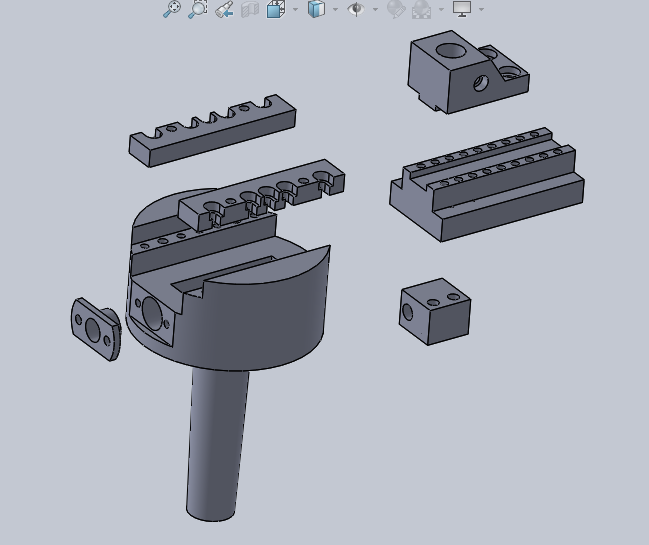
Ended up making a design, probably isn't particularly low profile but in case anyone cares I will post some pics anyways. Sadly I don't have a digital subscription either
The horizontal mill doesn't like internal dovetails, I have a 60 degree cutter but it would only be able to do the exposed dovetails. Collet chuck is still on the wishlist. So instead of dovetails we have box section ways. The pocket for the lead screw nut is going to get hogged out with a drill press and a dremel tool. Going to use a M8x0.5 fine thread. Lets me get 0.01mm on a 10mm dial. Probably going to push a 10mm collar on to the severed head of a m4 cap head or something like that. Not fully worked it out yet. Could have a go trying to make a hex broach. Boring bar gets locked in place by tightening the central bolt of each gib down hard. A bronze piece retains the leadscrew and locates it axially. Pretty much a copy of my lathe compound slide. The bar is held by a cotter pin. I also have a plan for a horizontal holder for really big bores. Could add more attachments but I can't think of any of the top of my head. Body is 80mm diameter. Total length 148mm. Length minus taper is 62.5mm. Takes 12mm bars. Might still tweak it but thats the overall plan. |
| Thread: Small horizontal mill ID, celtic knot logo? |
| 10/09/2017 22:02:01 |
Ah thats a good idea, I imagine that a poly vee belt with quite a few ribs can transmit quite a lot of torque. Will have a google around to try and find max torque, and check feasibility.
Well it would kind of work but not well. For 100 RPM on a 50mm pulley the kW per rib is like 0.01-0.02. Don't think 100 rib belts are in common manufacture. If I were switching between a very high speed and a medium speed it would work great but not here. Edited By Rainbows on 10/09/2017 22:22:00 |
| 10/09/2017 19:13:29 |
This has the potential to be its own thread but what for not taking over the forum will just turn this into Denbigh Mill Questions General. I'm installing a bigger motor with VFD to the mill and want to overhaul the countershaft while I am at it. For speeds of 504,300, 178, 84, 50 and 30 RPM on the spindle I need to make the spindle go at either 300 or 50 RPM. The fast 3 for small cutters and endmills and the slower range for the bulk of the horizontal milling tools. As is the spindle is too fast for most horizontal cutters. The motor which I got is a 1.5kw 1420RPM model. The overkill power is to let the VFD turn down the speed without running out of power. Issue is that the ratio from motor to countershaft is 4.7:1 (not too bad) and 28.4:1 (uh oh). Making a 6:1 then 1:4 compound pulley would be a pain for switching between speeds. My current idea is to make something like the back gear of a lathe on the countershaft. Have the 4.7:1 ratio by pulley then a back gear of 6:1. Would rather not have to buy 4 gears and make an eccentric shaft though. Can anyone recommend a different solution? |
| Thread: DIY Magnetic Chuck |
| 09/09/2017 15:54:14 |
Starting at £100 from MSC I gotta think that for the average hobbyist its worth a go making one rather than buying |
| Thread: Low profile boring head plans? |
| 07/09/2017 21:53:23 |
I need a boring head to make the new over arm for my horizontal mill, then after that probably to bore a bunch of other stuff too. Apart from off the shelf heads being money and not being as satisfying as making one I do need to minimise the space taken up because the horizontal space on a horizontal mill is less than the vertical on a vertical mill. Some commercial heads seem to be longer than necessary. While minimising the height I still want something fairly beefy to hog out a 2.5" hole without taking a year. I also later want to make a 100mm hole to take a flange mounted motor which is probably the biggest hole I need for the near future.
Has anyone got plans for a home made low profile boring head? Or pictures or even concepts that have never been put into practice. Wanted to check the hivemind before designing something myself which turns out to be already done better.
|
| Thread: Making a new mill over arm, accurately measuring long distances? |
| 07/09/2017 00:28:56 |
Mark, how long has your ball bearing been working? My only concern is having the bearing being pressed on and off hte arbour a lot and something wearing away. Not sure what sort of tolerance would give the least interference while still engaging the bearing. I am pretty terrible historically speaking at making bearings fit properly. I can't remember where but I saw a guide on the internet ages ago on making cotter pins while restoring a capstan. If anyone knows he one I am talking about it would be handy to have a link for reference and also posterity. Can't say I currently have the GHT book but I have a vague idea how to make them. Also thanks for the offer of the somewhat closer calipers :v Been a long long time since I used manual ones. I think they are surplus to requirements now however. Times are a fair bit hectic at the moment, might see you some day though. edit: caught out by the secret second page, double thanks for those offers. Though not necessary for the current job its good to know someone generous is close by.
Edited By Rainbows on 07/09/2017 00:36:30 |
| 06/09/2017 19:29:25 |
Ahh I thought cotter pin but when I googled it there was just the hairpin style ones. Yeah I was about to make it in situ with the rest of the hole. I would have thought the single line of contact in the wedge shape would give more pressure -> more chance of denting? Maybe if I bore it in situ and then file off the small extremity of the pin it will give the best of both worlds? |
| 06/09/2017 16:16:13 |
Ah also a very good point. I really need to practice my out the box thinking more often. |
| 06/09/2017 15:55:25 |
Oh damn ok I think Bazyle has got the idea. Keeping hold of a MT 3 centre that doesn't fit any of my lathes was a good idea after all.
One last thing though. If anyone has seen the turret of a capstan lathe or the tailstock of some better lathes whats the thing called that locks either the turret tool or tailstock quill in place? Its how I want to fix up the support onto the overarm but now knowing what to call it is bugging me. |




 No £25 Meddings drill for me. Would have been helpful if they had said at the beginning they needed that. Avoid Apex Auctions if you don't have a shell company
No £25 Meddings drill for me. Would have been helpful if they had said at the beginning they needed that. Avoid Apex Auctions if you don't have a shell company 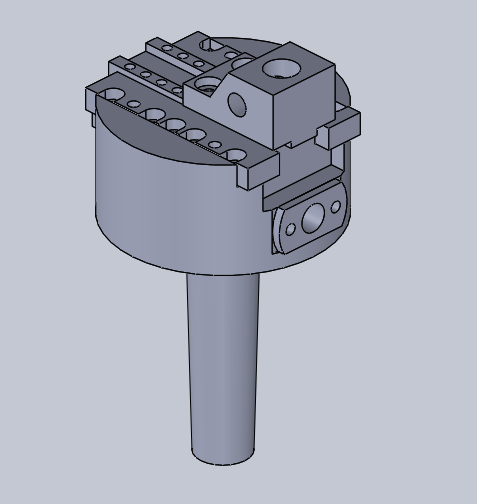

Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!