Forum sponsored by:

Finish when Milling with SX3
How to avoid 'wavy' finish using end mill.
| James Hall 3 | 13/02/2023 18:28:13 |
| 92 forum posts 12 photos | Here's another newbie question: |
| Ady1 | 13/02/2023 23:25:04 |
 6137 forum posts 893 photos | Perhaps a very high speed finishing cut would sort it (or a finishing cut on a bridgeport !) I get the same effect on my home made mill but it's not very stiff/heavy Edited By Ady1 on 13/02/2023 23:28:36 |
| samuel heywood | 14/02/2023 00:12:44 |
| 125 forum posts 14 photos | I remember getting that effect when i was starting the learning curve (this is on a mere X1 mind you. ) Sorry, but i can't remember how i fixed it 5yrs ago!!~ was due to play or backlash or flex somewhere in the system.
I'm sure someone can pinpoint the EXACT cause for you. & if my little X1 can do it, I'm sure your X3 can.
|
| Hopper | 14/02/2023 03:03:48 |
 7881 forum posts 397 photos | Are you conventional milling, against the direction of rotation of the cutter, or climb milling in the same direction as the rotation? Do you have all slideways locked except the one needed to allow the motion of feed? What size cutters are you using? |
| Paul M | 14/02/2023 08:30:33 |
| 86 forum posts 4 photos | With my Warco VM16 I use conventional milling for all cuts apart from a fairly light finishing cut climb milling. Tend to use HSS cutters on most materials and coolant. Everything locked down. |
| Martin Connelly | 14/02/2023 08:57:09 |
 2549 forum posts 235 photos | RPM, locking up unused ways and machine rigidity are not the only thing that matter. In order to cut there needs to be a big enough bite into the workpiece from the cutting edge. Too small and it will rub the surface, too big and it will damage the cutter. To get a good finish requires a steady motion at a suitable speed. Anywhere where the tool is paused will be rubbed below the surface that can be cut. This rubbing is not good for either the finish or the cutting edge of the tool. When someone refers to speeds and feeds these are the two factors that are being talked about. Speed is the rate at which the cutting edge is passing over the surface it is cutting and is calculated from the RPM and the diameter of the cutter. Feed is how fast the tool axis and workpiece are moving relative to each other. Feed is used to obtain a sensible cut each time the cutting edge engages with the workpiece. For example, if you have a single cutting edge on a tool rotating at 60 rpm and travelling 3mm per minute the tool will rotate 60 times in that minute and feed 3mm at the same time. The chip thickness will be 3mm / 60mm/s = 0.05mm. Two cutting edges on the tool will halve the chip thickness to 0.025mm. Doubling the rpm of the single edge tool will also halve the chip thickness from 0.05mm to 0.025mm. So, going back to the original problem, if you are using a feed rate that is too slow then there may be times when the tool is dwelling in one spot and rubbing. If you are using powered feed that is too slow the tool can go from cutting to rubbing to cutting. The chips that are coming off should give some indication of correct feed, you do not want very fine slivers, they should be discrete chips. Another factor is tool flex. How much stick-out is there? A long thin tool will deflect much more than a short fat tool. A 3 or 4 flute cutter is more rigid than a 2 flute tool. Adaptors that extend the tool out from the spindle (R8 to ER for example) can increase the stick-out as well. There is one other factor that can cause alternation between cutting and rubbing and that is the state of the bearings of the spindle. If you have a relatively new machine it is possible that the bearings have started to settle in place and may need adjusting to take up some slack. An older machine needs adjustment if the bearings start to wear. A simple test for correctly adjusted bearings is that they should get warm but not hot when working. So the question is, if you run the spindle at full rpm for about 15 minutes but doing no work with the machine do the bearings at the top and bottom of the spindle get warm to the touch, stay cold or get too hot to touch. Warm is what you want. Frequent need to adjust the bearings means they need replacing. Martin C Edited By Martin Connelly on 14/02/2023 08:58:40 |
| SillyOldDuffer | 14/02/2023 09:27:36 |
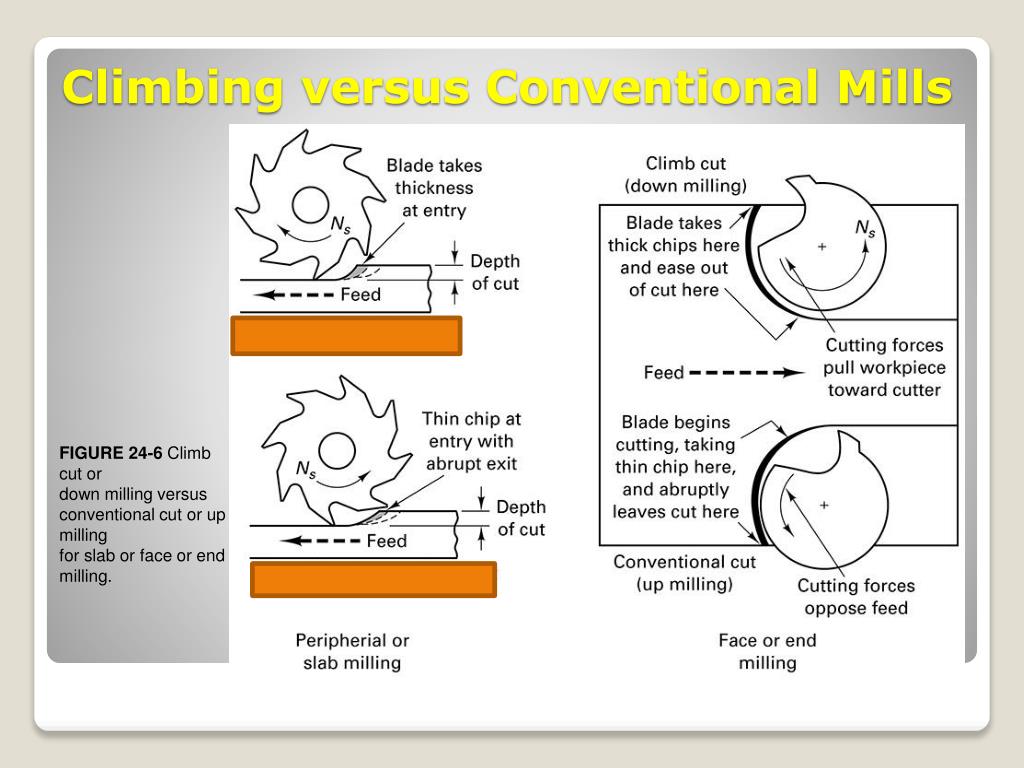
| 10668 forum posts 2415 photos | Climb vs Conventional milling maybe?
Climb milling is more efficient and produces better finish provided the machine is beefy enough. Hobby mills are rarely rigid enough for climb milling - they vibrate - so the technique is best avoided. Except, I often climb mill on the final cut because it improves finish. It's rarely necessary to adjust anything: after conventionally milling off the last deep cut, the work is backed out against the spinning cutter so it does a very light climb cut. This often improves finish. When diagnosing workshop problems I always check the three main culprits:
I suggest the steel may be at fault. Bog-standard mild-steel is a bit sticky and prone to tear. It machines OK, rather than well, a slightly awkward cuss! EN1A or EN1A-Pb (Leaded EN1A) are much easier to machine, if not using a 'free-cutting' steel, order some. Beware scrap - steels and other alloys are carefully specified to provide the particular properties needed in manufacturing. Many of them are difficult to machine. I'm afraid steel-makers don't consider the needs of hobbyists at all. An unlucky choice of scrap will baffle a beginner, you can guess how I know! Dave
|
| John Rutzen | 14/02/2023 09:45:53 |
| 411 forum posts 22 photos | I always climb mill the last thou or two, it produces a much better finish. |
| Martin Connelly | 14/02/2023 11:48:15 |
2549 forum posts 235 photos | Looking back at my post the line that reads The chip thickness will be 3mm / 60mm/s = 0.05mm should have 3mm / 60 cuts/min. Martin C Edited By Martin Connelly on 14/02/2023 11:49:22 |
| Baz | 14/02/2023 13:16:35 |
| 1033 forum posts 2 photos | Don’t see any mention of how sharp the cutters are, if they are carbide or HSS, a decent brand or cheap rubbish ones also the OP says he is using the correct rpm for cutter size, where is this information gleaned from, big difference between model making feeds and speeds and those that are used in industry, how true is the cutter running, exactly how rippled is the surface, maybe a photo will assist us, maybe it’s just a standard finish from the side of a cutter, how experienced is the OP, |
| samuel heywood | 17/02/2023 00:40:23 |
| 125 forum posts 14 photos | OP can correct me if i've got him wrong but i believe he is talking about the machining marks~ rather than being straight vertical lines, they are rippled vertical lines. Now i did fix this, but still can't remember how. When i say fixed, i guess i mean it went from being VERY noticeable to having to look quite closely to see the effect. Would tool run out cause this? Though i doubt I could have fixed that issue. |
Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > Finish when Milling with SX3