Forum sponsored by:

Anyone with experience of Myford 71 Vice
| James Jenkins 1 | 08/11/2016 12:46:33 |
 162 forum posts 7 photos | Does anyone have experience of the Myford 71 Vice? Mine has just come through, from Myford, secondhand. And I have at least two issues. The first is that the corner where the fixed jaw meets the back of the vice is curved, meaning that square material held in it cannot sit on both the jaw and the back. The second is that the supplied T bolts are higher than the back, so that material wider than the narrow jaw sits on the top of the bolts. I am not 100% that the back is flat either. I am rather disappointed, anyone any thoughts or experience? James |
| michael potts | 08/11/2016 13:12:23 |
| 50 forum posts 2 photos | Hello James. Do you have the loose piece that fits against the fixed jaw of the vice? If not, then that is your problem. Michael Potts. |
| James Jenkins 1 | 08/11/2016 13:18:26 |
162 forum posts 7 photos | Hi Michael, Thanks for your post. No, the only loose piece I have fits in against the moving jaw. This the vice I bought. James |
| Hopper | 08/11/2016 13:19:01 |
 7881 forum posts 397 photos | The bolts always get in the way like that. You can take one out and move it to the next slot in the base. Or put a small packing strip or parallel bar under the workpiece to lift it up a bit. Not sure about the rounded corner, never looked at mine that close, but never had a problem seating work in it either. |
| Mike Poole | 08/11/2016 13:54:29 |
 3676 forum posts 82 photos | The corner on mine is not sharp either, a small parallel beneath or a thin packer behind could solve this. Mine is flat but as you see it is a lightly made device so enthusiastic tightening will tend to distort the body. I made some button headed screws to screw into tee nuts but be very careful about the length, if you make them too long they will burst the tee slot when the screw bottoms out, this is bad practice but I am aware of the risk and it has not been a problem. You could machine an undercut to remove the radius but this would create a stress point and may cause failure. It will help to prevent distortion if the vice is bolted down with all four bolts before tightening the work. At the end of the day this is a light but useful piece of equipment and can also be useful mounted on the faceplate for turning. Myford and others do make a heavier but still small vice for vertical slide work. Mike
|
| michael potts | 08/11/2016 14:15:32 |
| 50 forum posts 2 photos | Sorry. My mistake. Michael Potts. |
| Swarf, Mostly! | 08/11/2016 14:52:25 |
| 753 forum posts 80 photos | Hi there, James, Regarding the curved junction between the fixed jaw and the base of the vice, I believe the curve is to avoid the stress-raiser that would be the result of making the corner sharp. As others have suggested, a packer will usually overcome that problem. I have a short length of round rod with a flat machined along its length that I use. Regarding the tee-bolts to secure the vice to, say, the vertical slide, there are two problems here. One is that the washers and nuts don't seat well onto the as-cast surface of the vice. I machined flats on the flanges of my vice base (think 'spot-face' if it were a closed hole rather than a slot). To deal with the second problem, I then attached the vice to the vertical slide and machined away the surplus lengths of the tee-bolts to make their ends co-planar with the vice. This included skimming a few thou off the nuts as well. Please forgive me if the following constitutes 'teaching Granny to suck eggs'! When fitting the vertical slide and vice to the cross-slide, I grip a long parallel in the vice and, with the tee-bolts & nuts snug but not tight, I wind the vertical slide down until the far & near ends of the parallel come to bear on 1-2-3 blocks standing on the cross-slide each side of the vertical slide. This aligns the face of the fixed jaw with the cross-slide surface. I then fit a face-plate to the lathe and turn the vertical slide about its vertical axis until the two ends of the parallel are equidistant from the face-plate, then nip-up the tee-bolts & nuts securing the vertical slide to the cross-slide. If more precision is required, then one could use a dial gauge and mag-base on the lathe bed, turning the vertical slide until the dial gauge reading doesn't vary with movement of the cross-slide. All the preceding paragraph refers to the case where the vice 'faces' the lathe head-stock - a similar but slightly different procedure applies if the vertical slide is to be installed with both its tee-bolts in the same cross-slide slot, i.e. with the vice facing either towards or away from the operator. Best regards, Swarf, Mostly! |
| Robbo | 08/11/2016 16:00:47 |
| 1504 forum posts 142 photos | James, You have discovered 2 of the problems that all these vices have, and excellent solutions have been suggested. The 3rd problem is looseness of the moving jaw, ie up and down slop, and this can be cured by carefully filing a minute amount from the bottom of the slide under the jaw. The holding bolt is always done up tight through the holding plate, so care is needed not to remove too much. The jaw insert should stop this being a problem if you use it. I solved the tee bolt problem by completely machining away the slotted sides of the base and fixing on a new thicker steel base, but that's a hammer to crack nuts solution. Edited By Robbo on 08/11/2016 16:02:09 |
| Nigel McBurney 1 | 08/11/2016 18:04:25 |
 1101 forum posts 3 photos | just been out to workshop and have a look at myford type 71 vices,one I bought new in 1968 marked 71 the other is possibly older no markings ,and came from a scrapyard. the fixed jaw is square to the base and the corner is dead sharp,my all hardened M& W square with really sharp square edges ,fits right into the corner with no rock or daylight showing. I did not use T studs with nuts,i used T nuts which fitted in the T slots and used 1/4 BSF hex head bolts with a thin washer ,the bolt head sits just below the bottom of the vice jaw.Never did like T studs .A vice with a rad in the corner is useless as far as I am concerned. And when Myford were ok they made sliding jaws that did not lift. |
| John Stevenson | 08/11/2016 19:54:54 |
 5068 forum posts 3 photos | This pattern of vise is something I have known as a drilling vise all my working life, milling vises are more robust and the price reflects it. A very popular and cheap version was "The Nippy"
If the radius is a problem then fit a new fixed jaw with a small radius on the back but larger than the radius on the body.
It's not only machine vises that have this problem, a lot of bench vises have the same problem but on the moving jaw and not many realise.
You open the vise and put in two or three pieces of material all accurately lined up and tighten the vise only to have the front one ride up on the radius and put the job out of line.
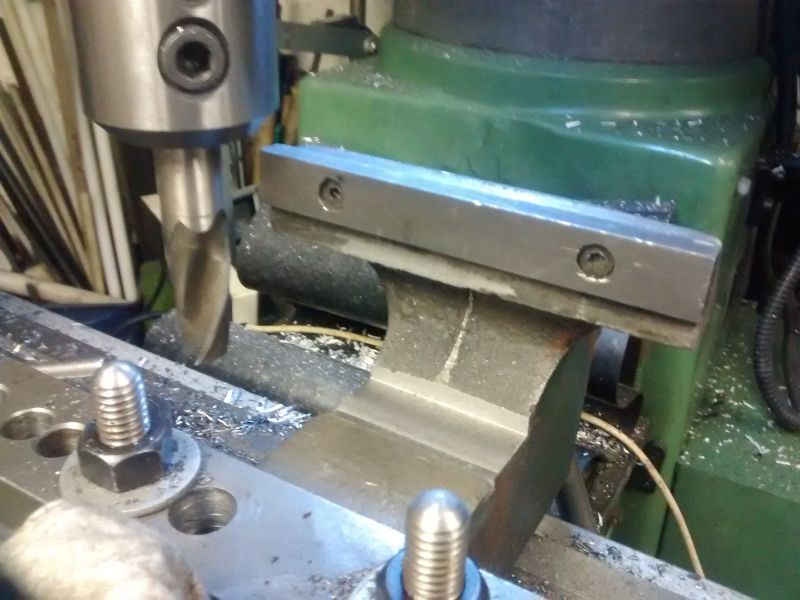
The felt tip line is where the vertical is. In my case as this bench vise is never used for heavy work and usually has either ground smooth jaws fitted or smooth brass jaws, I just cannot get on with slip jaws and keep picking them up every fats end, I decided to mill a section out and inlay a piece of gauge plate to increase the parallel part.
Nice tight fit and a dab of superglue and jobs a good in. In my case it hasn't weakened the vise as it's always used well under limits. I have presses for fitting tight bushes and vises with heavy grip jaws on the welding bench for heavy crude work. |
| James Jenkins 1 | 09/11/2016 09:24:40 |
162 forum posts 7 photos | Dear all, Thank you so much for all your thoughtful responses - very helpful. I am sure, with the work arounds that have been suggested, this will prove to be a useful addition to the lathe. I am a little concerned though at it's usefulness for a few milling jobs I need to do, but we'll see. The larger vice that Myford produce won't fit on the plain vertical slide that I have just bought. So maybe at some point I will need to save the pennies and try and get the larger slide and vice. Thanks again, James |


Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Workshop Tools and Tooling > Anyone with experience of Myford 71 Vice