Member postings for flintlockand steel
Here is a list of all the postings flintlockand steel has made in our forums. Click on a thread name to jump to the thread.
| Thread: Anyone willing or able to cast a small Top Hat ? |
| 12/01/2012 17:40:47 |
Hello
Perhaps it wasn't clear but I have the aluminium one from the replica which will serve as a pattern.
I'll try Union Steam and see if they can help.
|
| 11/01/2012 20:03:52 |
Might sound a bit strange but I'd really appreciate assistance with this.
I have a cast iron Victorian inkwell commemorating Daniel Lambert (1770-1809). Daniel was the Georgian period's fattest man at 52st+.
I've had this for 51 years and last week found a 20th Century copy (in aluminium) complete with Top Hat (inverted by his side as a candle holder).
I'd like to complete my old original casting but don't have the facilities.
The top hat is only about 25x25mm and hollow.
Could anyone help?
Cast iron would be great, though aluminium or brass is probably more practical.
Thank you in anticipation
Jon |
| Thread: Lathe cutting out of true |
| 11/01/2012 19:36:50 |
Thank you all for the valuable information.
Being a first (but second hand) lathe I had made assumptions as regarding it's setup.
Taking all on board I now have managed to set it to an accuacy of 0.01mm in 75mm (the 75mm being the rod length).
Mounted on a leveled sheet of 18mm ply and a small adjustment to the tail stock, I achieved the above.
I think it would take too long to improve on this and without doing the really nice and useful modifications to the tailstock I saw on one recomended site I think this will have to do.
I only turn screws for my old flintlocks and a 0.01mm tolerence is fine.
Thank you |
| 05/01/2012 17:39:49 |
Hello again Back from India which was a nice warm way to spend Christmas. I,ve discovered the head and tail stock were about 2mm out of alignment! Never assume a second hand lathe is set up properly. I've now adjusted the tailstock (which is awkward to do) and got the centres to meet - looks spot on. So good, so far. Set to turning a 10mm rod (using a live centre) and was surprised to find that I now appear to have the opposite problem to the one I started with. The turning looks to be about 0.4mm less at the tailstock end. I say looks to be as I only have a digital vernier gauge to hand and it can be a bit of a pig a) to read in poorer light and b) it doesn't always reset to 0. Overall though, there is a difference. I'm now thinking the tailstock might just be slightly over adjusted despite the centres looking good. I feel the tailstock is just that bit too close to the tool. Any comments or confirmations greatly appreciated. Jon |
| 03/12/2011 16:43:58 |
Thank you all for the valuable input. I'm almost out of time to do anything now before I go on holliday, but I'll have a really good look at everything once I'm back.
Just goes to show how many potential variables there are with these things and even aparently solid imovable parts which one may accept initially as corect may be the cause of wasted time, frustration and grief.
Merry Christmas to all
Jon |
| 02/12/2011 13:26:55 |
Had a bit of time to think it through and respond to your Q & A's. It is a Clarke CL300m. As regards cutting I'm obviously going in with the compound slide and traversing either manually or engaging the screw cutter / leadscrew for auto traverse. Threads are cut later with a die. Using a live centre I did wonder if the headstock had some play but nothing apparent there. Last night I cut a 30mm screw to hold the frizzen (flash pan cover). This first passes through a saddle (steel spur projecting from the flash pan, through the frizzen then screws into the lock. It starts fine and is a good fit in the saddle but not being parallel the pan is slack and wobbles and the screw undersized where it meets the lock. It's only threaded where it meets the lock. Now in daylight I can see that when I bring the live centre up to the bar it's a hint off centre. This after drilling with a centering bit. The tailstock bolts down solid onto the bed so where is my error arising? Finally it was the upper compound slide that I rotated (very awkward to reach and adjust) to cut a bevel and it is this that I thought was causing the error despite it having been re-zeroed on the scale. |
| 02/12/2011 09:11:32 |
I've just noticed my Clarke vari speed lathe is cutting out of true. It gets light use, mainly cutting new screws for old flintlocks etc, so it's simple work.
Last night I spent an hour in a cold shed only to realise the 2 screws I'd cut tapered! Thicker at the live centre end.
About 0.02/3mm over 50mm
A while back I did swivel the tool post for an awkward cut. I thought I'd re-aligned it correctly on the scale. Perhaps not.
Is this the likely cause or is there something more serious going on.
Being awkward to adjust at the best of times how should I proceed to get it spot on again? |
| Thread: Mechanically polishing steel castings |
| 27/10/2011 20:07:46 |
I believe the one my supplier uses is 100-125mm and mounted vertically on a bench grinder the same way a grinding wheel is.
I think if I knew the precise name or term for this brush I could find it. If I put in soft wire brush etc I get everything but the item I'm looking for
|
| 27/10/2011 18:14:10 |
Hi
I frequently need to polish up new steel castings and the supplier recomends and uses a "very very soft" stainless steel brush like really fine wire wool mounted on a grinder.
Does anyone know where I can get these in the UK?
PS the supplier couldn't find the manufacturer's details so I'm asking here
 |
| Thread: Performance Power Tools Pillar Drill - replacing bearings? Help |
| 20/05/2011 17:06:02 |
Think I might have partly sorted it.
There is a little rotational play in the splines going into the pulley but guess that's normal after a few years.
Not having a handbook it's been a bit difficult to assess what's what and what it's called.
However I noted an adjustment screw on the casting and found it tightened up the "quill" - for now the result is loads better than it was so I'll try it out over the weekend.
Many thanks for your input and guidance Edited By Jon Harrison 2 on 20/05/2011 17:06:48 |
| 19/05/2011 20:50:28 |
The offer is appreciated but I'm 300 miles north. Mind you Interparcel can ship things like that for under £10.
I've not tried stripping it down yet but might tomorrow. There's a visible bearing at the top of the shaft above the chuck spindle looks as if it could be removed. I think there must be one under the top pulley as well. Will the pulley nut be left or right threaded?
Jon |
| 19/05/2011 18:26:08 |
Hi
Just picked up a PP37012BD pillar drill for the workshop.
It's a big lump of a thing and had been used for woodworking.
Perhaps I've got the wrong machine for my needs as generally I'm drilling small castings and repairing, restoring old Flintlocks but wanted the flexibility it appeared to offer.
However there is a wobble in the bearings so was wondering if anyone had any experience in replacing them.
Also if anyone's got a hand book I'd really appreciate a copy so I can properly understand the beast.
Many thanks
Jon |
| Thread: speed control pcb for Clarke CL300 lathe |
| 14/02/2011 16:48:15 |
Thanks for the links there John
Arc are listing it as out of stock. I'd really like to have this up and running as soon as possible. There must be another UK supplier but if I type in C2-FC250J I only get this forum or Arc.
Yes I looked at the US site but given the potential costs I think it will be quicker and probably cheaper to buy new in the UK.
Jon |
| 11/02/2011 20:46:50 |
Hi John
You've been so helpful, I hate to give up on this, but time etc is against any further repairs. The motor was fine before so I'm assuming it still is and the problem is in the board.
Any idea what the part number is with Arc? I tried typing in SMT and drew a blanc.
Jon
|
| 11/02/2011 17:34:47 |
Ooops didn't see the last post there. I sorted out the FETs but thought to give it a quick test at that stage.
Not happy. Now, as soon as mains power is switched on (while the speed control is off) the chuck twitches then the fuse blows, where as previously it was running flat out.
Really think I need to get this board off for a thorough checking as it's a trip to Leeds every time and in time and money, that's prohibitive.
Any recomendations as to where to send it?
I guess a replacement board is horribly expensive.
Jon |
| 09/02/2011 20:22:10 |
Hi John
Yes 1 FET is totally gone, and the other is doubtful.
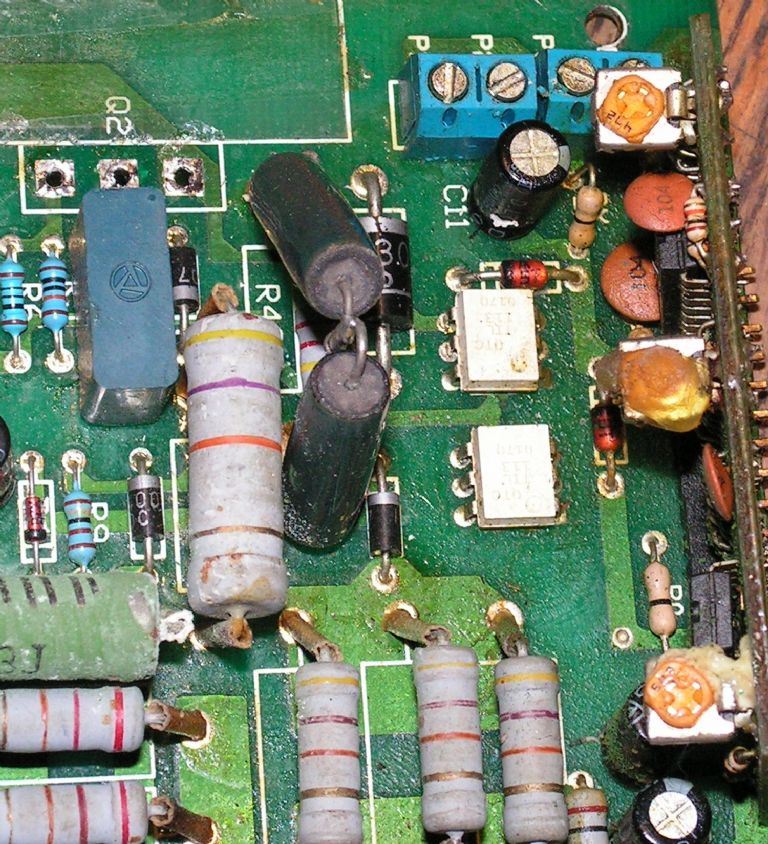
If I'm reading this correctly the diode & resistor combo replace the link while the cap bridges to D7.
What are the turquoise lines?
Jon |
| 09/02/2011 17:00:42 |
Hello John
I can see 3 resistor-like links (one of which is hiding under the middle pre-set pot in this pic. Just to confirm, is it the one next to the black cap' (RX) , it goes to P1&3 (top side track), that I swap?
P2 looks as if it goes to R0 link. Actually, is link R0 removed or just tied in?
Hopefully finally is it the black end of the diode goes to the P1&3 end?
Many thanks
Jon
 |
| 08/02/2011 15:55:34 |
Hi John
Just to say thanks for all the info. After spending some time searching suppliers I went with Farnell as they don't lock you in to large pack quantities. Also orders over £20 from UK stock are free shipping (min card order is £20). As it is it's cheaper for me to drive to Leeds than order on line. Other suppliers were almost double the cost for the bits with their shipping charges.
I may still need the odd pointer but hopefully all'ssorted and I'll have a working lathe by the weekend.
Jon
|
| 07/02/2011 20:06:15 |
Hi John
I forgot to ask. P1-3 are these the little pre-set pots on the board? |
| 07/02/2011 19:55:17 |
>quote
............ on my board I replaced a link with a 1N 4148 diode and 12K,resistor
and added a 47uF acpacitor , to make it like the later versions ................
<
................... Is there any other element to the resistor and cap' spec?
Such as Tant cap or resistor ratings, tolerences, wire wound etc? |
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-in{kind=link}
Model Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!