Member postings for Ajohnw
Here is a list of all the postings Ajohnw has made in our forums. Click on a thread name to jump to the thread.
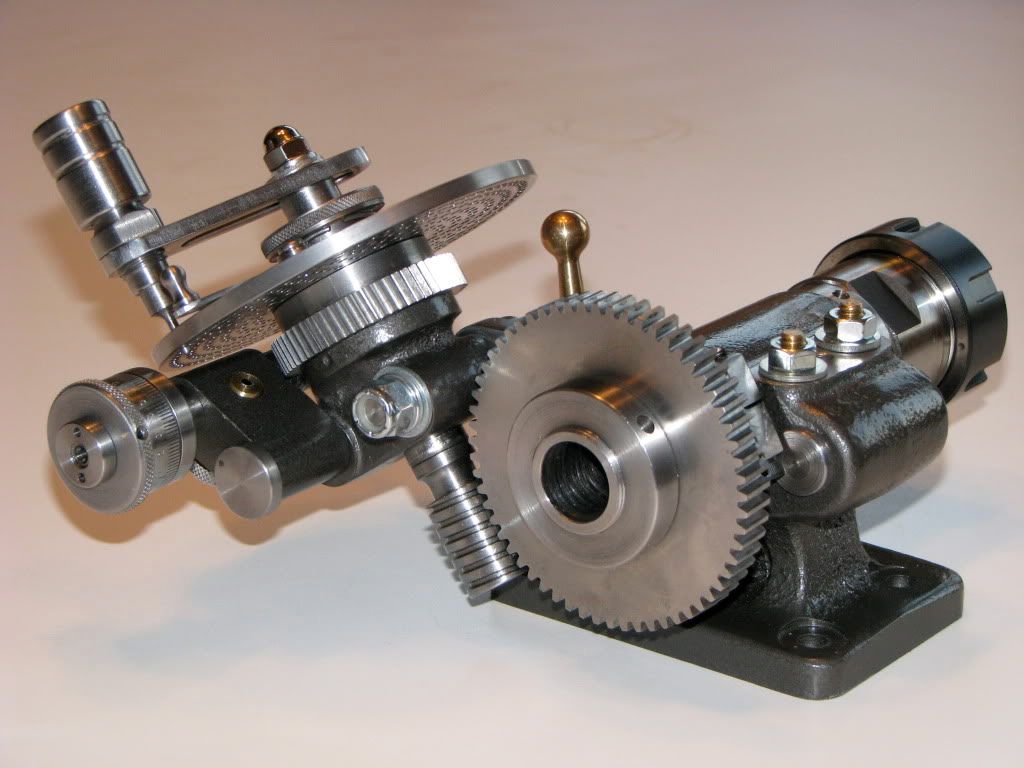
| Thread: Gear hobber (mechanical) |
| 27/02/2016 15:45:30 |
More for others that might be reading the thread. This is G Thomas's solution
As is often the case with these sort of designs all can be made on a Myford but the worms and wheels are usually bought. His BIG thick book goes through making it pretty thoroughly. Some people would buy the plates too. It's interesting to note that who ever made this one may have stuck to a long plain hole through the spindle of a size that also accepts the collet chuck. The short bar at the side is for a centre. One could be made based around a suitable small tailstock or fabricated. My one by Dore or Westbury has a 2 morse socket and a myford spindle nose on it. Fine but if I want to use the hole I need something with 2 morse on it - a pain to make. A plain diameter mandrel is easy. John - Edited By Ajohnw on 27/02/2016 15:48:44 |
| Thread: Jan Ridders Horizontal Stirling 'Bas' |
| 27/02/2016 14:59:10 |
The syringes arrived today. Very rapid from the uk ebay seller that does a range. I just paid extra for 1st class postage on one and they sent the lot first class without me mentioning it. 5ml 10.28mm bore, 10ml 12.37mm, 20ml 21.43mm. John - |
| Thread: dore westbury mk2 |
| 27/02/2016 14:43:39 |
My guess was MT2 drills Brian but hadn't tried it. Also I suspect old style very low speed fly cutting flat surfaces on cast iron especially with larger diameters cutters. It would probably sweep a 5" rad at least with ease. I've seen some indication that relatively low cutting speeds can help shapers give a pretty good finish. I wonder how many other millers allow items bigger than the table to be machined at least in part. John - |
| 27/02/2016 12:55:38 |
Mine has aluminium pulleys and no drive slip problems so far. I wonder if anyone has ever put the epicyclic gear in. To be honest I have wondered why it is there. Personally if reasonably well made I think they are ideal for people who lack space like I do. Can't say that I have ever pushed it hard but there is more than enough power there to feed a 1/2 cutter 1/2 deep with a moderate feed rate. Too fast a feed and vibration may be a problem. It's not variable speed either which I personally think is a big plus on a miller. It's pretty easy to change speed and torque at the cutter does what it should as the speed is changed. I'm going to try a 100mm face cutter on it at some point. I'm uming and arring about the best way to mount it. It has lots of points and I don't expect to be able to take deep cuts with it but don't see as that matters really. I've been wondering if the cheap 12v geared chinese motors could be used for a power feed on it. I'd guess they quote stall torque though. John - |
| Thread: Stirling Engine : Laura |
| 27/02/2016 10:19:45 |
I've seen suggestions to use Corian for thicker gaskets to help stop heat flow from one part of the engine to another. It generally comes in rather large pieces but if there is some one about who makes kitchen work surfaces they may have small bits about. I've no idea how well it machines but it is routed and drilled etc. There is something else that might save people a lot of grief. A small geared motor that runs at circa 5 rpm. Substitute a pulley for the flywheel and run it without compression for a hour or two. Then maybe dismantle and look for rub marks. Then try heat. Plumbers ptfe tape should be ok to keep the glass away from the metal but if it smokes stop - seems the fumes aren't good for people. They do a gas type in the uk that seems to be thicker than it used to be but it's still pretty thin. Personally I would run any ball races up for a while too - maybe with my dremel via a polisher on the end. You may be able to machines some grades of stainless Brian. 416 springs to mind. John - Edited By Ajohnw on 27/02/2016 10:20:18 |
| Thread: Appraising an electric motor |
| 26/02/2016 23:34:26 |
The Myford motors are so expensive because they are made to an old standard - that's my understanding anyway. Frame size and spindle size to power rating. John - |
| Thread: Long expanding mandrels |
| 26/02/2016 23:16:43 |
I thought nickel silver could be a bit difficult to machine but wasn't sure so checked - opinions vary but machinability ratings can put it next to phos bronze. There seems to be a version with added lead that is a lot easier. Maybe you should make an expanding mandrel. Bar slit into 3 collet style with a cone or ball pulled into each end to expand it and cone into the end of the bar. The hole up the centre would need to be as small as possible subject to drill length to keep it stiff but maybe you could curve the shape of the bar a bit so that it's a couple of thou bigger in the centre. There used to be a company in the UK that handled telescope tubes in this sort of fashion. Long gone.
John - |
| Thread: dore westbury mk2 |
| 26/02/2016 22:14:06 |
I have never come across any one that is unhappy with them Mark other than the person I bought mine off. The slides were too loose, the vice inadequate and end milling with a dull slot drill wont give a decent finish. I suspect he thought I was a mug buying it but chucked in a home made rotary table and the little DW dividing head. My only beef with it is no means to finely adjust the spindle alignment to the bed. I reckon I have got it to within a few tenths of a thou by knocking up a screw jack to adjust it. The table has been face milled though which means it isn't precisely flat, very close though. If it was out the other way I would shim up the column. The one similar to your first link came of a similar person. Same problems only more difficult to set up and in need of a bit of titivation in places.
John - Edited By Ajohnw on 26/02/2016 22:15:21 Edited By Ajohnw on 26/02/2016 22:16:12 |
| Thread: S7 saddle shims |
| 26/02/2016 21:42:50 |
The bed scraping on lathes even old Schaublins is purely cosmetic and wouldn't be as accurate as a slideway grinder in good order anyway. The same is also likely to be true of an old style bed planer. I've never seen a Myford with a scraped bed. What can be done to a brand new lathe is a bit of very mild lapping to titivate it a bit especially the cross and compound slide but I very much doubt if Myford did that. It is possible to have beds lightly skimmed but it can be difficult to find some one who will do it. A lot of the problems with doing it can be got round by standing the bed upside down on parallels directly under the feet and grinding the feet first. Then turn it over, feet where the parallels were and then clock it up etc. On some machines the saddle can be set up on a sub table - for prismatic beds. My ML7 bed was hardened making work on it a touch more difficult. One thing I did find was that shimming up was speeded up by initially using a pair of sets of feeler gauges. It gets things close quickly. I suspect that the Myford shims have varying thickness's in them - that would explain what I found anyway, When metal shims are cut I found the best way of curing edge problems especially with brass was a tack hammer. I don't think I would use plastic shim but each to their own etc. John - |
| Thread: dore westbury mk2 |
| 26/02/2016 21:16:17 |
I have a Mk1 dore westbury and also had a mill similar to the one in your first link. I know which one I prefer by a rather large margin. Can't see why a round column should be a problem. It isn't a 5hp+ Cincinnati. I did think that the dia was too small when I bought it but it gets round that by the other parts weighing rather a lot. The 2 morse spindle nose is a bit of a limitation best handled with 2 morse collets when max rigidity is required but there are other bits and pieces about that can be fitted. I've recently noticed that the bearings on mine are self lubricating - If I had a bit more space I would buy one of these - subject to them being as good as they were some time ago
John - |
| Thread: Jan Ridders Horizontal Stirling 'Bas' |
| 26/02/2016 14:25:25 |
Ceri rouge was used on the pitch lap for polishing - iron oxide. It gets all over the place so these days it's cerium oxide. There has been some debate about pitch polishing concerning something going on at a molecular level on the glass as it can be polished to tiny fractions of a light wave - really tiny ones. Paper laps are much quicker but can't achieve the same level of perfection. The higher the grit number the finer it is. The grades I mentioned come into the range of what is usually called fine grinding - finessing the shape in other words. Some of the grits used are mainly to remove the scratches from the previous one. John - Edited By Ajohnw on 26/02/2016 14:26:02 |
| Thread: S7 saddle shims |
| 25/02/2016 23:44:09 |
I concluded that either there are various sizes in the stack or they go a lot thinner.
One of the plates that bolts up against the bottom of the rails can be turned over. The other has to be reground. Only problem is that if there is wear on these there will be some on the bed rails as well but fixing them can make a difference. John - Edited By Ajohnw on 25/02/2016 23:46:05 |
| Thread: Jan Ridders Horizontal Stirling 'Bas' |
| 25/02/2016 23:31:26 |
When telescope mirrors are ground a whole series of grit sizes are used down to really fine before polishing with cerium oxide on pitch. The finest grades of grit is usually aluminium oxide and some people have been known to speed up polishing by using toothpaste for an extra final grit. I'd guess you would want 400 and 600 silicone carbide and 1000 or finer in that or aluminium oxide. On ebay I would guess that is the facial scrub powder also listed as very fine. Then glass polish / cerium oxide. A lapidary supplier should state the grades. 400 might be too coarse. Paper laps have been used for polishing I did some sums on glass syringes from photo's. 2ml 9mm bore, 5ml 13.4mm bore, 10ml 16.4 and 20ml 21mm bore. Be interesting to see how accurate those are. I have a 2 and 5 on the way. Maybe some people have them around. For stirling engines all sizes are of interest really. John - |
| Thread: S7 saddle shims |
| 25/02/2016 18:32:04 |
Having wrecked a few I reckon that they are a lot less than that - if the thinnest layer can be peeled off. A scalpel or safety razor blade might help or maybe there is a knack to it. John -
|
| 25/02/2016 18:10:29 |
They provide laminated shims and layers are peeled off to suite. They are a real pain to use easily wrecked by peeling too much off. If the saddle is loose some can probably be peeled off the ones that were fitted. That might make up for wear on the plates but if you also try and adjust to suit the bed it will be loose by the headstock or tight at the end of the bed. The other option is a selection of shim brass or steel and cut your own. That's not easy either especially trying to get a hole in them to clear the bolts. John - |
| Thread: Stirling Engine : Laura |
| 25/02/2016 15:19:46 |
Like this - Edited By Ajohnw on 25/02/2016 15:21:06 - can't get the video to show even after 2 goes Edited By Ajohnw on 25/02/2016 15:24:02 Edited By Ajohnw on 25/02/2016 15:25:06 |
| Thread: Jan Ridders Horizontal Stirling 'Bas' |
| 25/02/2016 11:28:55 |
Has anyone managed to get some info on the bore of typical glass syringes. One ebay seller mentions them for a range of sizes but if the volume they can deliver is worked out using the figure they don't work out at all.
John - |
| Thread: Stirling Engine : Laura |
| 25/02/2016 11:11:17 |
I was nosing at J Ridders's site yesterday and noticed a comment about one of his designs that is loosely similar to yours. He mentions that the use of glass tubes allows the use of o rings as the glass prevents them from getting to hot. Doesn't sound like you are having an o rings got too hot problem Brian but it might be worth people thinking about that before getting the propane torch out. If you moved the power piston back along the con rod you also changed the compression ratio - reduced it which loosely means that less temperature is needed to get it to run. The run on the hand types use extremely low compression ratio's. J Ridders mentions this in a different way. It also mean less power though so changes in either direction might help. This area is why concentric same cylinder ones are reckoned to be more efficient / powerful, they have less dead space allowing higher compression ratio's. It seems this can be as high as 1.1 to 1.2 on any engine. LT ones more like 1.xx with some 0's before a number rather than x's. John - |
| Thread: Slip Gauges |
| 25/02/2016 10:31:49 |
Getting used used slips to wring does seem to be tricky. It might help if they are cleaned thoroughly. Personally I don't think it matters that much unless inspection grade type results are needed and they are clean anyway. It doesn't really matter if they are metric or imperial either. Ringing effectively means that there is no significant gap between them. It needs an incredibly fine surface finish.
John - Edited By Ajohnw on 25/02/2016 10:34:10 |
| Thread: Symptoms of worn plain bearings on ML-7 |
| 25/02/2016 10:15:34 |
Worn spindle bearings can cause chatter. A more sensitive test is to just turn something with various depths of cut, Start heavy and then go lighter. The heavy cut will hold the spindle firmly up in the bearings and should give a decent finish if everything else is ok. This DOES need a very even feed otherwise the the spindle will drop down and leave a ring on the work. The same thing will start happening at some point as the depth of cut is reduced however even the feed is. The best material to try this one would be circa 2" dia free cutting mild steel with a a couple of inches sticking out of the chuck. It's a very severe test. If perfect the same finish would be produced what ever the depth of cut. The other thing with sizes like this is gradually increasing re cuts as the tool is wound back to the start. Often a cut being taken several times each time the tool is run down the work. Deflection of other parts might give a minute cut more like scraping but a so so finish if the bearings are pretty good rather than perfect. Generally few lathes will give an excellent finish with super fine cuts and that can be just down to vibration. The marks on the work might only be a micron or so deep. This sort of thing for instance
A band can be seen periodically along the work caused by a wobbly large countershaft pulley. This was after the bearings had warmed up so everything is tighter than when they are cold which makes this sort of thing a lot more apparent. Junk silver steel in this case. There was a bit of tearing on the actual cut. It's very very shallow though. If 2" of 1" dia was sticking out and a cut say 60 thou deep was taken the bar is likely to bend a bit due to the cut so the same cut will remove more material. More noticeable on the end of the work. If the work is lifting in the bearings a noticeable cut will be taken right from the start when the tool is wound back as the work will be evenly tapered. Loose bearings will also cause the lathe to turn a taper over and above it's inherent alignment. People are inclined to put this sort of thing down to deflection when it's mild. I'm inclined to say really and leave it at that. What it boils down to is the most lathes need a certain cutting load to give the best finish they are capable of. This can be a wide variety of feed and depth combinations. The state of the bearings then determines what happens if the tool is just wound back or the same cut run again. The tool withdraws slightly when wound back on some lathes. It depends on the saddle fit and where the nut or rack gear is applying force to the saddle. ML7 bearings can be replaced but Myford supply phos bronze now rather than white metal. I have heard of people casting them in place. I could run through scraping them if any one is interested. John - |
 Last one for if I fancy something bigger. Mit digital callipers so a close approx - so much for scaling from photo's
Last one for if I fancy something bigger. Mit digital callipers so a close approx - so much for scaling from photo's

Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!