Member postings for Spurry
Here is a list of all the postings Spurry has made in our forums. Click on a thread name to jump to the thread.
| Thread: American threads |
| 21/11/2011 19:22:11 |
Jason
The new colours are very tasteful.
Thanks for the file though.
Pete |
| 21/11/2011 14:30:04 |
Posted by JasonB on 20/11/2011 17:36:03:
Have a look in my albums, I posted the table that I made up when the same question came up a while ago.
Jason.
It's a very nice chart, but as you seem to have posted it as a JPG, when saved by us poorer members with none-colour printers, the numbers are almost unreadable.
Pete |
| Thread: Help with a 'beehive' spring. |
| 16/10/2011 15:42:17 |
Thanks to Jon & Andy for info.
 Pete |
| 15/10/2011 23:13:23 |
Thanks John
I will give them a call on Monday....and look for the book.
I did manage to get one quote from another company. £74 for 1 off. Reducing to £6.80 each for 50off. Added to part of tooling cost of £53. No doubt VAT would be added too.
Hence my reason for looking for alternatives.
Pete |
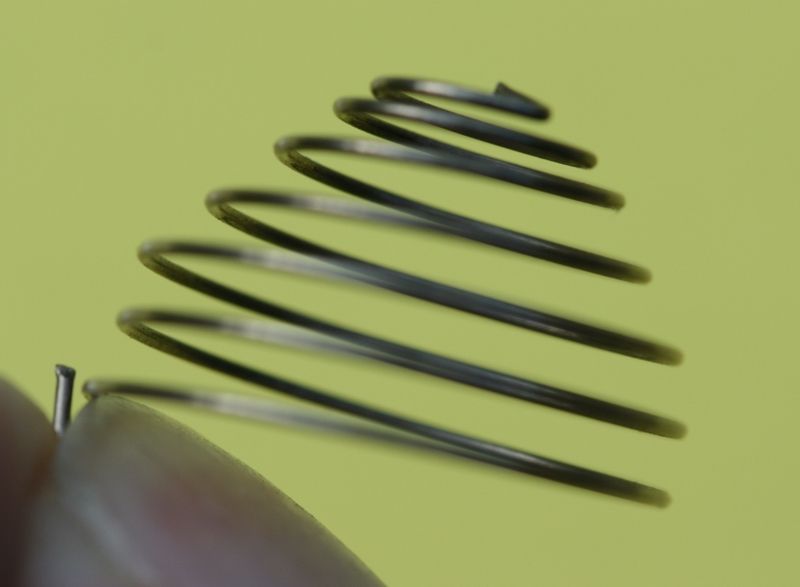
| 15/10/2011 16:53:34 |
Wondering if anyone can assist with a difficult (for me) project.
Some springs are required made from stainless half hard music wire 0.032" (which seems to equate to 20 or 21 SWG). The height of the spring is 13mm, max diameter is 20mm. They should be heat treated and tempered too.
A supplier of the material is eluding me, as I need about 6 springs total.
Does anyone have any info as to the method of making them, any useful books, or any supplier who could make them for a reasonable sum.
Pictures below.
TIA, Pete
|
| Thread: whats this tool called? |
| 06/10/2011 13:55:40 |
In common with others, I have always known the pliers by the 'rude name'.
The main advantage is that the sleeves are rubber and flexible as opposed to heastshrink which is not.
I get my sleeves from A0 to A3 size (not the same as paper sizes!!) from RS Part no A0 170-7213 ect. I find the most useful are A1, 170-7229.
The polite name is Expandable Cable Sleeve Tool. RS No is 548-259
Pete |
| Thread: Benches |
| 08/09/2011 23:51:10 |
Just put your steel sheet on top of the ply on top of the sleepers.
 Pete |
| Thread: Old Oxygen Bottles Use |
| 23/08/2011 12:31:46 |
In the UK, this might be a useful alternative to BOC. ALBee cylinders from Air Liquide. Hope the link works and does not jam up the works.
Pete
Hers's another link:
Edited By Spurry on 23/08/2011 12:32:58 |
| Thread: Linked drive belts from RDG |
| 21/07/2011 23:14:37 |
That belt sounds very much like the belts that were fitted to my Harrison M250 when it left the factory.
Pete |
| Thread: Proxxon machine tools |
| 18/07/2011 12:10:01 |
I have a couple of the older model of FET table saw. On the new model, one feature that seems to have improved is the micro-adjustment feature, as mine have none. I would recommend carbide blades as the resulting finish requires very little sanding.
Pete |
| Thread: I need a mill ? Manual or CNC?? |
| 09/07/2011 23:54:28 |
Edmund
It must have been a very impressive demo...
 Pete |
| 01/07/2011 19:18:12 |
Posted by EtheAv8r on 01/07/2011 14:11:14:
Pete
What CNC router do you have?... It's a Pacer Compact 1502. Pacer was an outfit in Nottingham, but they got taken over by AXYZ. It seems the smaller Pacer machines have now been dropped from the line-up, so you can keep your 24K in your pocket.
As an aside, AXYZ was one of the companies who could not make a decent job of cutting out my wing rib.
Pete |
| 01/07/2011 10:15:50 |
Edmund.
I found myself in a similar position as you in 1998, except that I already had a manual lathe and mill.
In exploring the cnc route I travelled all round the UK with my wing rib *.DXF file and a 36" piece of balsa and asked various companies to cut a rib from my sheet using their machinery. As a result I was able to choose a suitable machine.
A mill-style machine could cut plywood and carbon. I would suggest though, that the results would in no way compare to my router which can run at 24.000 rpm. Large sheets of ply, grp, and carbon are can be perplexing when trying to mount to the mill-style machine. My machine is limited on width to about 910mm. It does not matter if material is longer, but it wil only machine 1510mm on the X axis.
The router has mucnched it's way through dozens of 8x4 18mm mdf sheets. The 8x4's are precut at the woodyard or B&Q to 910 x 1220 (2). These can be picked up easily
 and placed on the vacuum bed, Just try that on a mill......So it all depends on what you might want to end up making. and placed on the vacuum bed, Just try that on a mill......So it all depends on what you might want to end up making.If you ask Arc to machine you a piece of ply and carbon at the demo, I would be quite happy to cut tthe same shape on my router for you to compare.
One of the things most firms had difficulty with was positioing the part-to-be-cut on a scrap of material. This happens a lot when cutting bits and bobs from carbon. I can usually put a part within 0.5mm of where I wanted it, with very little effort in the time stakes.
Pete |
| 30/06/2011 23:58:10 |
Edmund
The machine (s) you purchase will depend on your aeromodelling requisites. If they are more towards Fixed Wing, then you would not beat a cnc router, especially for cutting ply, carbon sheet, grp sheet, and hardest of all - balsa.
If you want to make helicopter parts, primarily out of aluminium, then a cnc mill would be preferable.
In the last few days, I have made, on the cnc router, some carbon sheet motor mounts for an electric aircraft . It would have been almost impossible to machine the shape by manual means. For the same aircraft I am now making a complete prop driver assembly on the manual lathe. I guess it would take a fraction of the time on a cnc lathe...but that is on the wish list..
If the items you need are composed of straight lines, then manual lathe or mill is fine, but once you start with curves and arcs, cnc is the only way to go...but the learning curve (oh the irony
) is very steep.Pete |
| Thread: New I/C diesel project - ETA15d-x2 |
| 29/06/2011 00:14:35 |
Hi Ramon
A wonderful project. I've really enjoyed all the posts and explanations. Thanks.
I have to make a prop driver, so will try your little dodge with the knurling tool at 90°.
Keep up the good work
Pete |
| Thread: Oil or Grease? |
| 27/06/2011 14:39:15 |
Pratt Burnerd, who have been known to make the odd chuck or two,
do put their name on some grease specifically for the purpose.Whether this grease is really special or just ordinary stuff in a posh tube, I have no idea.
I got some from Rotagrip to try.
Pete |
| Thread: Turbocad 16 |
| 26/06/2011 10:49:42 |
I have used Turbocad since version 2, and would not be without it. I can draw anything I need for my cnc 2D work, saving the files as DXF's for machining.
Autocad was tried and found to be dreadful, so quickly reverted to Tcad. The IMSI (Turbocad) forum is very helpful and help is only a mouse-click away.
Pete |
| Thread: HSS Tool Blank Supplier |
| 10/05/2011 13:43:42 |
GLR are showing them at £2.95
HSS TOOLSTEEL 5% COBALT HS182-1/4" square x 4" long
Pete |
| Thread: "An Accurate CNC 4th Axis"...? |
| 29/04/2011 23:53:10 |
Thanks for the replies gents. Much appreciated.
Pete |
| 29/04/2011 14:46:47 |
Les
My query relates to the use of Arc's 6" geared rotary table. One of the jobs was to round the corners of some MS 1/2" thick plate to a radius of 8mm. From memory the plates were 2" x 2 1/2". Cutting full depth, I found the maximum infeed per pass to be about 0.1 mm or less.
Next up was some 3/16" x 3/4" MS bar with a radius of 8.50mm on each corner. I was just curious as to what experienced users of the Divisionmaster/Arc rotary table had found to be a suitable depth of in-feed.
So in both cases cutting was taking place very near to the centre of the RT, as the radii indicate.
Pete |
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!