Member postings for Nicholas Farr
Here is a list of all the postings Nicholas Farr has made in our forums. Click on a thread name to jump to the thread.
| Thread: Continuing Articles |
| 18/10/2010 08:29:15 |
Hi Jim, just Googled M. C. Escher, wasn't familiar with the name but, yes I've seen some of the illustrations.
Regards Nick. |
| 17/10/2010 23:47:16 |
Hi Andrew, I know this is off topic a bit, but I believe you are correct. I was given a drawing similar to the picture below, some 40 years ago. I was asked if I could build one, I still havn't figered out how it can be achieved.
 This is my own humorous interpretation of the original drawing, it was supposed to be some sort of gate made from wodden planks Regards Nick Edited By Nicholas Farr on 17/10/2010 23:48:07 |
| Thread: Chronos silver steel, water or oil quench? |
| 13/10/2010 00:15:00 |
Hi, posted by Sam Stones, For the technically inquisitive, I recall that there’s something about the carbon atoms shifting between body-centred and face-centred, but I can’t remember which way round.
Sam, I believe you are describing the allotropy of Iron.
I had to dig out my college notes from 1977 for this one.
Iron can exist in two forms, Ferrite and Austenite. On cooling, it is in its Austenite form at temperatures above the upper transformation line (695 to 920 degrees C)
As cooling continues through the transformation zone (between upper and lower lines) the Austenite changes to Ferrite. During this change Carbon is precipitated from the Austenite, because Carbon is insoluble in (Iron) Ferrite. The precipitated Carbon is in the form of Cementite which goes to form Pearlite, or in the case of steels with over 0.83% Carbon the excess cementite remains on the grain boundries.
Time is needed for these changes to take place. A slow cool will enable the changes to take place and will result in a large grain structure. A faster cool will result in a smaller grain structure.
However, if the cooling rate through the transition range is increased sufficently (i.e. quench) time will not be allowed for the changes from Austenite to Ferrite to take place. In this case there is insufficient time for the Carbon to be precipitated out of solution and this result in the Carbon atoms being forcibly locked in the Ferrite structure. This may be described as a super saturated solid solution of Carbon in Ferrite Iron.
Due to the distortion caused by the Carbon, the grains are acicular (needle like) and are very hard and brittle. The name of this structure is Martensite.
Regards Nick. Edited By Nicholas Farr on 13/10/2010 00:16:09 |
| Thread: Change gears for my lathe |
| 12/10/2010 19:13:31 |
Hi Peter, thanks fo clearing it up, makes a bit of sense now. I was never very good at jugling equastions about. Have written it in my manual as you have shown. maybe all the number crunch's will stop saying we need 63 and 64 together, or a 127 wheel.
Regards Nick. |
| 12/10/2010 12:12:44 |
Hi,
Gordon I though it was just me that was a bit thicko about module threads.
Keith I'm always waiting to be shot down in flames, good way of learning though.
Regards Nick. |
| 12/10/2010 11:34:35 |
Hi Chris, as I've stated previously, the 61, 63 and 64 on this lathe are never used in the same train, let alone on the same shaft. So unless the combination is embedded in the other wheels somehow, in the train saying the 63 or 64 is the driver in all aspects, doesn't seem to follow.
Viz. selection chart.
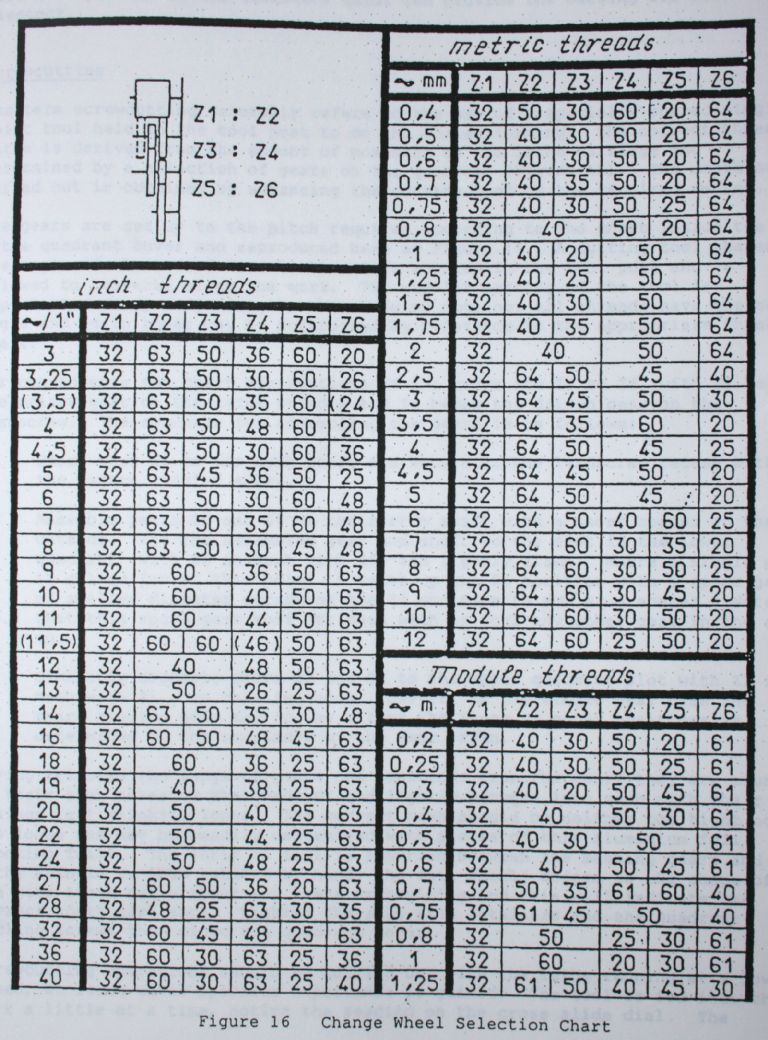 Peter, in my photostat copy, the inch calculations are expressed thus;
7 x 25.4/28.0035 multiplyed by z1/z2 x z3/z4 x z5/z6
this dosen't seem to tally with the chart. However.if it is expressed like so it does;
7 x 25.4/28.0035 devided by z1/z2 x z2/z3 x z4/z5
maybe there was a printing error
Regards Nick Edited By Nicholas Farr on 12/10/2010 11:39:35 Edited By Nicholas Farr on 12/10/2010 11:54:41 Edited By Nicholas Farr on 12/10/2010 12:07:26 |
| Thread: Good Supplier of Sheet Metal Shear and Bending |
| 11/10/2010 08:03:53 |
Hi Ant, I've only ever used hydraulic guilotines but as far as bending is cocerned even hand folders made by the likes of Edwards industrial machines only have a capacity of 1.5mm for that sort of length. As Bogs says bending 1metre for example of 1mm isn't exactly a push over, and these are usually heavy duty machines. Can't say I've heard of any treadle guilotines much over 1.5mm/16swg. Above this sort of thickness you are really getting into what is termed as plate and not sheet metal.
Regards Nick. Edited By Nicholas Farr on 11/10/2010 08:06:30 |
| Thread: Change gears for my lathe |
| 10/10/2010 21:31:06 |
Hi Peter, I bought this lathe secound hand so it could just have been lost by previous owner/s.
Bogs, I agree with Peter, 61 is always used for module, 63 is always used for imperial and 64 is always used for metric. No combination shows any of these three in the same train.
Regards Nick. |
| 10/10/2010 17:42:00 |
Hi Peter, I also have a Warco 220, today I've looked and merasured my change wheels. I have all that you have except the 61 teeth. They are all marked Zxxm1.5 and they all mearsure to be 1.5 module. I have an original C210T manual and a photostat copy of the 220, dosen't appear to be any mention in either about the markings on the wheels. The 61 teeth wheel only seems to be needed for cutting module threads, I probaly won't ever have to cut mudule threads anyway. Hope this is of help or interest.
Regards Nick. |
| Thread: Belts - Maintainence & when to change? |
| 09/10/2010 02:07:48 |
Hi, a couple other things to look for are; see that the V shape hasn't gone a bit rounded at the bottom part of the belt and/or see that the flat bit on the inside of the belt isn't touching the bottom of the pulley's, both pulley's will be shiney in the bottom if this is the case. If however one pulley is shiney in the bottom, then it's more likely to be the pulley that is worn, especially if it's the smaller pulley. Belts and pulleys that are in good condition and properly adjusted should never need any dressing with sprays or the like. The belt should never be drum tight, general tightness is about 16mm deflection at mid position, per metre of of pulley centres, but should be a bit higher on short centered drives. If your pulley centres are say 300mm or less, then set them with about 25mm to 30mm deflection per metre, e.g. 25 x 0.3 = 7.5. The deflection pressure should be about (I'm genralising here) 0.6 kg on small size section belts to something like 2 to 2.5 kg on say an A section belt. Idealy the machine manufacturer will give the correct tension in the user manual.
Regards Nick. |
| Thread: Lathe Price Help |
| 08/10/2010 22:51:49 |
Hi Darren, its really only worth what you are prepared to pay. The best way is to compair what you have in mind to those that are on offer, and see what people are paying. This is by no means definative advice, but what you are describing I personabley wouldn't pay much over £200.00 espceally if there are not many change wheels. Hope this is of some help.
Regards Nick. |
| Thread: Using an Imperial Ainjest Threading Unit for Metric Threads |
| 07/10/2010 00:28:28 |
Hi John S, Andrews picture may have been Kilroy to some at somtime, somwhere, but when Andrew said it was Chad, I remembered that's who I remember my farther refering him to during WW2.
Regards Nick. |
| Thread: Metric vs Imperial - Practical or Traditional? |
| 06/10/2010 12:50:46 |
Hi Mike, is not measuring as we percieve it, in itself man-made whatever unit you use? Nature has a habit of producing things in random sizes and shapes of its basic form of things, does it not?
Regards Nick. Edited By Nicholas Farr on 06/10/2010 12:51:54 Edited By Nicholas Farr on 06/10/2010 12:53:52 |
| 06/10/2010 12:17:01 |
Hi David, maybe so, but fractions were around long before metrication and before the digit 0 I believe. Without the 0 metrication would be dfficult, would it not?.
Regards Nick. |
| 06/10/2010 11:36:15 |
Hi, imagine 10 students sent out for four Pizza's (because thats all they could afford) now for arguments sake all the Pizza's were the same size and flavour and all the students expected an equal share. Dividing up four into ten in metric equals 0.4. Hmmm, 0.4 of a Pizza! not easy to cut with any consistant accuracy, a lot of squabbing ensues. However take an imperial view to the situation and the result to the problem is easy, cut all four Pizza's into 1/3 rds and then cut two of the 1/3 rds into 1/5 ths, each student then gets 1/3 rd and 1/15 th of a Pizza. 1/3 rd plus 1/15 th as a decemal equals 0.3999999999 or as near as you can get to 0.4 of a Pizza. A practical use for imperial mearsurement. QED.
Regards Nick. Edited By Nicholas Farr on 06/10/2010 11:37:42 Edited By Nicholas Farr on 06/10/2010 11:42:05 |
| 05/10/2010 23:51:53 |
Hi, I have no problem using imperial or metric, I use them both. This argument has and will rage on and on. What if some clever dick finds a more effective and efficient unit in the future, will we stick in the mud for metrication. Imperial units don't aways suit everything, niether does Metric. Standards are certainly efficient, but do they always need to all be the same. Imagine if people were all conceved by the same efficient standed, well! you might not know who is you or me. Just a thought.
Regards Nick. |
| Thread: Using an Imperial Ainjest Threading Unit for Metric Threads |
| 05/10/2010 22:33:05 |
Hi Andrew, like your picture, but can't remember his name. However I don't know anything about the Ainjest unit, I think your theory of resetting your lathe back to zero sounds feesable. One thing I would consider, would start with the encoder on a negative, bring it up to zero and then make the cut. For each reset you could take it back to negative and bring it back up to zero before making subsequent cuts. This should make sure you are starting from the same point each time and elimenate any accumulative errors due to backlash ect. But of course you may have this already in mine.
Regards Nick. |
| Thread: spindle run out |
| 05/10/2010 10:23:34 |
Hi Kwil, yes they are a bit pricey, you need to have to use them quite frequently to justfy thier cost. The company I used to work for only had a few bearings that where required to be headed prior to mounting. When I first worked there as a lad, this was done using a flame. Not a good way of doing it at all. When I became Skilled in my own right, I made a simple heater from a piece of 8" black pipe, welded a plate on the bottom put three legs on it, made a platform out of half inch wire mesh which would fit inside the pipe off the bottom and could be lited out easy. The pipe was the half filled with light gear oil and a small propane gas space heater was then placed underneth to heat it. I borrowed a thermometer from out of the lab and it is was then easy to heat the bearing uniformly to the specified temp. This method is a bit long winded and slippery but it worked with great success and without damage and pretty temp coulors on the bearings. The modern approch is to use induction heaters, but a themostat controlled heating cabinet can be used, and would be more affordable for infrequent use.
Regards Nick. |
| Thread: Shine a Light |
| 05/10/2010 08:17:33 |
Hi, I think some of the skills that are disappearing are due to this throw away trend. In a previous employment I used to repair a wide range of stuff from a tap washer to heavy static plant. Spare units like gear reducers and pumps and the like used to be refurbished in the workshop during times when plant maintenance was at a minimum. Over the years the smaller stuff used to get slung, because the spare parts would cost more than a new unit. When I say smaller stuff I mean about the size of an average car engine and downwards. With some of the units that were repaired, you would have to get a repair kit, which would included spare parts that were not needed, so you would get a collection of spare parts that were slung because they were no use for anything else. What a waste.
Regards Nick |
| Thread: spindle run out |
| 04/10/2010 21:14:12 |
Yes, you could say the balls and rollers can rattle thier cages.
Regards Nick. |
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!