Member postings for Nicholas Farr
Here is a list of all the postings Nicholas Farr has made in our forums. Click on a thread name to jump to the thread.
| Thread: Case Hardening |
| 03/02/2011 18:38:00 |
Hi, a couple of quotes from my college notes.
Nitrogen, like oxygen, can dissolve in the molten pool and can also form a compond with some metals; this will be called a nitride.
The presence of nitrogen inccreases tensile strength but decreases the toughness.
Toughness, a term difficult to define with precision, but never the less important in assessing the usefullnes of a metal. It can be regarded as a combination of strength and ductility which may be indicated by the amount of work to cause failure.
When I was taught how to case harden a mild steel screwdriver that I made, it was necessary to temper it, because the thinness of the blade end would be hardend throughout the whole section. I have tryed to do them without tempering but on first use they always snap off, so I've always tempered them and they have been sucsessful.
Regards Nick. Edited By Nicholas Farr on 03/02/2011 18:39:10 |
| Thread: Different Steels |
| 01/02/2011 18:55:46 |
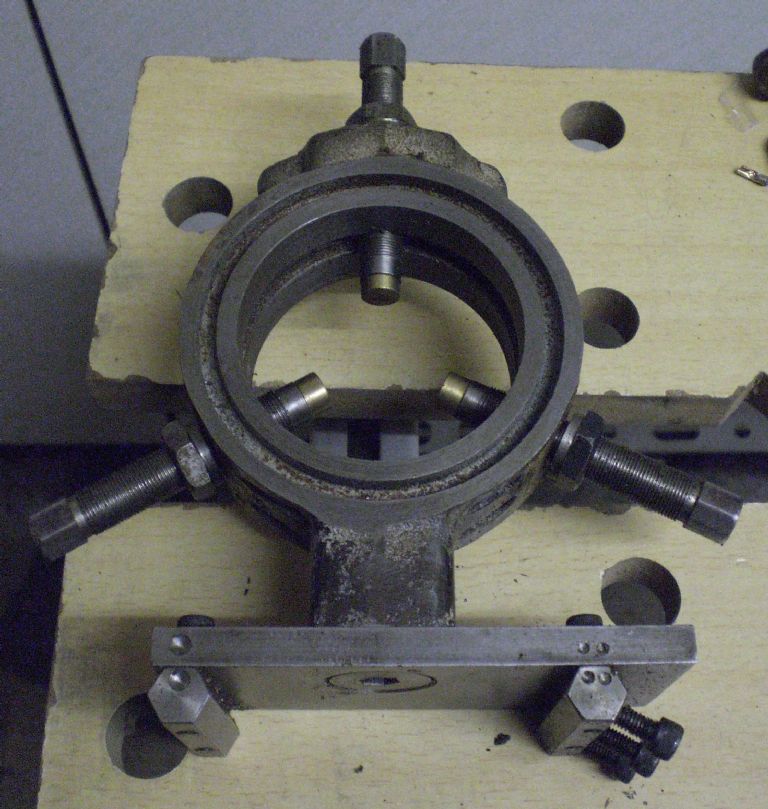
Hi, how about this steady which I cobbled together many moons ago to fit my late fathers RandA lathe. It has at least two different steels, a mallable cast butterfly vavle carcus, and a bit of brass. Apart from the HT socket head screws, (which were just available), I've no real idea of what the specs for the different metals are.
It works fine, only downside, I have to fit it to the lathe at the same time as the piece that is being steadyed, but hey, there was no cost for the materials, just pretty please to my departmental head at the time.
 Regards Nick. Edited By Nicholas Farr on 01/02/2011 18:58:08 |
| Thread: Tip build-up |
| 01/02/2011 12:43:16 |
Hi,
laminated steel plate has always been available, even when it was mostly of British manufacture. It hates being flame cut, sparks all over the place and makes the cutting nozzles bark, and makes your job look amerturise, not to mention time cleaning the edge up with the angle grinder before welding, and then more problems with that.
Regards Nick. |
| 01/02/2011 12:03:56 |
Hi, from my experence of screw cutting general purpose pipe either by hand dies or the various machines available, I find that unless you have decent sharp dies and suitable cutting fluid, you will get tearing.
I don't think it is much suited for machining. As has being said, very hit and miss on the finish when turning the stuff.
Regards Nick. |
| Thread: Calibration of height gauge |
| 01/02/2011 11:48:27 |
Hi, I have a Chesterman No. 369. It does not have any means of adjusting the scales on the column as the scales are etched into it. However, the vernier scales on the moving stock are fixed on with four screws. The holes in the vernier scales for the scews are elongated, thus allowing a small amount of adjustment.
Regards Nick. |
| Thread: bypass v globe valves |
| 29/01/2011 17:07:12 |
| Hi, in typical Blue Peter tradition, a couple I've prepaired ealyer. This top pic is a stop valve, which can be seen is like that depicted in Coalburners first pic, and on the body of the cut away section is an arrow showing the direction of flow, making it uni-directional. The bottom pic is a typical gate valve. You may just about make out the wear on one of the edges of the gate and the corrosponding seat edges, which allow them to leak after a while in service. These valves are bi-directional.

Regards Nick. Edited By Nicholas Farr on 29/01/2011 17:11:37 |
| 29/01/2011 12:44:42 |
Hi,
I would call a globe valve, one shaped like a globe, it could have and simple non-return flap or clack mechanism inside, hence the globe shape.
In Coalburner's pics, I would call the first one a stop valve, although I think the flow is shown going in the wrong direction, and the second one just a gate valve, and they do normally have a tapered, gate seating into a tapered slidway. I must agree with Coalburner that gate valves do leak after a time of use when they are closed and can only control flow rates in a rough-n-ready manner.
Yes Hansrudolf here in the UK they are refered to as an in line ball valve. Not to be confused with the ball operated valve often refered by plumbers in your domestic header tank or toilet cistern.
Regards Nick. Edited By Nicholas Farr on 29/01/2011 13:05:24 |
| Thread: Different Steels |
| 29/01/2011 12:24:42 |
Hi,
as far as I am aware, that because we in the UK are part of the European Union, BS numbers are no longer valid, unless there is no Europian equivelent standard.
i.e. there is no Europian standard for Whitworth screw threads, so the BS standards can still be used.
I don't know if there are steels still being produced that are not covered by Europian standards.
This doesn't seem to stop BS numbers to be quoted though.
Regards Nick. |
| Thread: Oil change in a Chester MF42B |
| 29/01/2011 12:06:52 |
Hi,
the mf42b is a muti-purpose machine. There were two models, A and B which were the same except the B models milling head could be elevated and lowered, and was apparently the more popular model. They also did a longer bed model.
It is quite possible that there is no provision for draining the oil, but like Martin says try posting on the Chester forum.
Regards Nick. |
| Thread: Metric or Imperial, Fractions or Decimals |
| 22/01/2011 15:06:59 |
Hi Terry,
agreeded. This calculator that I have is one I bought in a sale some time ago and has a lot of differant fuctions on it, many of which I don't even pretend I understand totally, I just use it for curiosity more than anything.
I use run of the mill calculators most of the time, and 3.142 is what I've always used for Pi .in my work and have never had any problems with it.
Regards Nick.
P.S. I aws not challenging. Edited By Nicholas Farr on 22/01/2011 15:08:56 |
| 22/01/2011 14:23:29 |
Hi Terry,
I have a calculator that will do fractions, its a Casio fx-85ES.
Dispite myself always believing that Pi is 22/7, when pressing the symbol button for Pi it does say it is 3.141592654, but unless we're working for NASA or the like, I think we're getting a little picky here.
Regards Nick. Edited By Nicholas Farr on 22/01/2011 14:27:47 |
| Thread: Parting off on Myford lathes |
| 21/01/2011 23:25:51 |
Hi Tony and Michael,
while performing your strobing experiment, I'll assume that you were strobing the motor pulleyat the same time and found that there was no oscillation in your timing mark there then, and/or suitable calculated for the two differant speed ratios.
Regards Nick. Edited By Nicholas Farr on 21/01/2011 23:28:33 |
| Thread: Silver solder or braze |
| 20/01/2011 00:22:04 |
Sorry double posted.
Regards Nick. Edited By Nicholas Farr on 20/01/2011 00:24:33 |
| 20/01/2011 00:22:04 |
Hi,
brazing is joining two metals with hard solder that has a high melting piont, and having a gap of between 0.04 and 0.20mm. Silver solder being one of them. Braze welding has a higher temperature and uses brass filler rods, of which there are many types.
Brass or bronze welding is as it says it is, i.e. the welding of brass or bronze.
Richard, when using oxy-acetylene you should use a soft neutral flame for brazing. A slightly oxidising flame may be used, and is preferred when braze welding or when welding brass or bronze
.
A carburising flame should be used for hard facing and when welding cast iron, using cast iron filler rods.
Regards Nick.
Edited By Nicholas Farr on 20/01/2011 00:23:03 Edited By Nicholas Farr on 20/01/2011 00:25:29 Edited By Nicholas Farr on 20/01/2011 00:28:05 Edited By Nicholas Farr on 20/01/2011 00:28:57 |
| Thread: Parting off on Myford lathes |
| 19/01/2011 23:26:28 |
Hi,
Tony, I haven't said that belts are not elastic quite to opposite if you read my first post. My "stretchy"terminology was obviously not understood, what I ment was akin to a soft rubber band where it will be obvious that it is significantly stretching under load and then relaxing when the amount of load decreases. While this does happen, it is not significant enough for the operator to notice, being so small when the belts are driving. The driving side of the belt is always in tension during rotation, while the slack side is constantly taking up the differance in the whole system by the phenomenom known as certrifugal force.
Michael, you can't compare a static situation of holding the motor pulley still while seeing how much your chuck will turn, with a rotating system for the reasons I have metioned above. You can't introduce the forces that keep the drive balanced.
These are my opinions based on being hands on involeved with belt drives for all my working life.
Wallace, I was thinking filming the events might shine some light on the situation, but I think you would need high speed filming in conjunction with known refferance points, and maybe data from strategically placed strain gauges.
Regards Nick. Edited By Nicholas Farr on 19/01/2011 23:26:53 Edited By Nicholas Farr on 19/01/2011 23:27:34 Edited By Nicholas Farr on 19/01/2011 23:30:36 |
| Thread: Electric Motor Noise |
| 18/01/2011 03:24:42 |
Hi Alan,
I agree that listening in the first place is the approach to the problem, prferably with a dedicated stethoscope, but your stick will give you a good idea. In my previous post I assumed all other avenues had been pursued.
A rotor rotating on the shaft!! very unusual, as they are normaly a press on fit. I've known a cracked bar in the cage, which often points to problems that don't stack up. Higher than normal amps with no logical explination is one clue.
Regards Nick. |
| 18/01/2011 00:34:57 |
Hi Peter,
it sounds as if it could be bearings. Bearings made by reputable manufacturers are almost certainly better quality. Keith is correct when he says bearings can suffer damage when they are not turning, even when they are in storage and still wrapped, allbeit a slowish process, but if a motor is stored for long periods in an enviroment with vibration. this can speed things up a bit with the weight of the rotor on them.
Examaning the bearings is probaly worthwhile, and changing them isn't such a big deal, just don't knock the rotor or the windings about.
Regards Nick. |
| Thread: Parting off on Myford lathes |
| 16/01/2011 17:38:08 |
Hi,
I don't believe belt drives cause chatter in the way that has been portrayed in the OP, that is unless you have cheap stretchy belts. I can't imagine Myfords design with cheap belts in mind.
Although there is some elasticity in the belt itself, that doesn't make them stretchy. When belts are correctly adjusted and are driving, this elasticity is largely taken up by the whole system. Any oscillations within the design load, be it heavy or otherwise will be negligible. Belt drives are really good at self balancing to give a very reasonable smooth transmission. Very heavy loads can cause distorsions in the machine itself, making it look as if the belts are stretchy. Over tightening drive belts can cause thier own problems, including distorsion of the headstock spindle, the bearings and the motor shaft, as well as not allowing the drive system to flex within its design.
Every machine has load limitaions, and you should work within them. Chatter can happen in machines that are directly driven, that is with no belts transfering the power.
Regards Nick. Edited By Nicholas Farr on 16/01/2011 17:41:28 |
| Thread: Drummond Lathes |
| 16/01/2011 14:48:33 |
Hi,
well just to get you more confused, top pic Myford, Bottom pic Drummond.
The manufacturers plates are below each.
Sorry for pic quality, but they are under raps at the moment and a bit hard to get to.
Edited By Nicholas Farr on 16/01/2011 15:01:55 |
| Thread: Darjeeling frames |
| 15/01/2011 17:16:05 |
Hi Donald,
I believe the page numbers are in reff of issues 4378 and 4379 vol 204.
Regards Nick. |




Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!